Люнет
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
(71) Харьковское опбюро шлифовальных.С. Ти ельство СССР0 1/24, 1988,ГОСУДАР СТВЕ ННЫ И КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(57) Изобретение относится к станкостроению, а более конкретно к устройствам для поддержки длинномерных деталей при шлифовании. Целью изобретения .является упрощение конструкции. Люнет содержит корпус 5, на котором смонтированы основные его элементы. Верхняя губка 1 закреплена на рычаге 3, закрепленном на пиноли 4. Нижняя губка 2 закреплена на рычаге 8, установленном на оси 14 в корпусе 5, Перемещение пиноли осуществляется электродвигателем 20 через зубчатые колеса 22, 21, 19, 18, винт 17 и гайку 16. На рычаге 3 Изобретение относится к станкостроению, конкретно к устройствам для поддержки длинномерных деталей при шлифовании.Цель изобретения - упрощение конструкции.На фиг. 1 показан люнет, поперечный разрез; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.Люнет содержит верхнюю 1 и нижнюю 2 губки. Губка 1 закреплена на Т-образном рычаге 3, жестко связанном с пинолью 4, размещенной в расточке корпуса 5 люнета. От углового смещения пиноль 4 зафиксирозакреплен подпружиненный шток 24, снабженный кулачком 26 и упором 27. На рычаге 3 установлены также регулируемые упоры 15. После установки детали 9 включается электродвигатель 20 и перемещает пиноль 4 влево до соприкосновения губки 1 с деталью 9. В то же время губка 2 прижимается к детали 9 под действием пружин 10, поворачивающих рычаг 8. При этом зазор между упорами 15 и рычагом 8 сохраняется. По достижении заданного размера УЧПУ станка дает сигнал на реверс электродвигателя, верхняя губка 1 отводится в исходное положение, а упоры 15, воздействуя на рычаг 8, отводят нижнюю губку 1. Упор 27 взаимох действует с конечным выключателем, опре-деляющим крайнее переднее положение верхней губки 1, и с конечным выключателем, определяющим крайнее заднее положение этой губки. Кулачок 26 взаимодействует с конечным выключате-;лем, определяющим нулевое положение губки, при котором начинается отсчет ее перемещения, Пружина 25 выбирает зазор ф в паре винт 17 - гайка 16. 1 з, и. ф - лы,3 ил. О0 вана шпонкои 6, конец которои входит в продольный паз 7, выполненный на наружной поверхности пиноли. Нижняя г,бка 2 закреплена на Г-образном вильчатом рычаге 8, который поджимается к обрабатываемой детали 9 с помощью пружин 10, усилие которых регулируется винтами 11, Эти пружины размещены в направляющих колпачках 12, закрепленных на Г-образном рычаге 8, и упираются в корпус люнета через направляющие штифты 13, закрепленные в корпусе люнета, При поджиме нижней губки к обрабатываемой детали Г-образный ры 1662799чаг поворачивается вокруг оси 14, закреп- . ленной в верхней части корпуса люнета, а в конце поворота этот рычаг может упираться в регулируемые упоры 15, закрепленные на Т-образном рычаге 3. Это происходит в конце съема чистового припуска, так что выхаживание осуществляется без перемещения губок в направлении детали.Перемещение пиноли с верхней губкой осуществляется по команде устройства числового программного управления (УЧПУ), (не показано) с помощью привода перемещения пиноли, который выполнен в виде винтовой пары, ходовая гайка 16 которого жестко связана с пинолью, а ходовой винт 17 через пару цилиндрических шестерен 18 и 19 кинематически связан с высокомоментным электродвигателем 20, смонтированным в нише корпуса люнета. Этот двигатель в свою очередь через другую пару цилиндрических шестерен 21 и 22 также кинематически связан с датчиком 23 счета отработанных импульсов, который смонтирован в той же нише корпуса люнета. Для повышения точности перемещения пинали люнет имеет устройство установки пиноли в нулевое положение, выполненное в виде штока 24, подпружиненного пружиной 25. На резьбовом конце штока установлены кулачок 25 и упор 27, фиксирование которых осуществляется с помощью гайки 28. Упор 27 взаимодействует с конечным выключателем 29, определяющим крайнее переднее положение верхней губки люнета, и с конечным выключателем 30, определяющим крайнее заднее положение этой губки, а кулачок 26 - с конечным выключателем 31, определяющим нулевое положение этой губки, при котором начинается отсчет координаты при перемещении губки к детали. Для регулировки момента включения выключателей 29, 30 и 31 они имеют регулировочные винты 32, 33 и 34, Регулировка усилия пружины 25 осуществляется с помощью гайки 35, и оно должно составлять около 25-35 кг при подводе верхней губки к детали.Люнет работает следующим образом.Перед началом обработки партии деталей производят настройку люнета, которая осуществляется в следующем порядке.При помощи регулировочных винтов 32 и 33 конечных выключателей 29 и 30 устанавливают крайние переднее и заднее положения верхней губки люнета, обеспечив при этом требуемый ход пинали 4, который в нашем случае должен быть равен 25 мм. При помощи конечного выключателя 31, регулируемого кулачка 26 и винта 34 устанавливают величину торможения пиноли передопорной точкой (выход "0" и начало отсчета координаты при подаче верхней губки люнета на деталь). При помощи регулировочных винтов 11 и подведенной к детали верхней губки 1 настраивают усилие прижима нижней губки 2 к детали. которое должно быть равным 2/3 веса обрабатываемой детали, Для регулировки пружины 25 верхнюю губку 1 подводят к обрабатываемой поверхности детали так, чтобы между этой поверхностью 10 и губкой был зазор около 5 мм, Затем с помощью гайки 35 сжимают пружину, доводя ее усилие до 25 - 35 кг, для того, чтобы при дальнейшем перемещении пиноли к обрабатываемой поверхности детали эта пружина осуществляет выборку люфтов в пиноли и в передаче винт 17 - гайка 16, поскольку ее усилие направлено в сторону, противоположную перемещению пинали в процессе 20 25 30 35 40 45 50 подвода ее к обрабатываемой детали,После установки детали, подлежащей обработке, по команде УЧПУ станка осуществляется подвод верхней губки 1 к поверхности детали следующим образом. Включается высокомоментный электродвигатель 20, вращение последнего через пару цилиндрических шестерен 19 и 18 передается ходовому винту 17, который зафиксирован от осевого перемещения, Вращаясь, винт 17 взаимодействует с ходовой гайкой 16, которая вместе с пинолью начинает перемещаться влево по чертежу по направлению к детали 9 до соприкосновения с последней. В это же время нижняя губка 2 с рычагом 8 под действием пружин 10 поворачивается вокруг оси 14 и поднимает губку 2 к поверхности обрабатываемой детали, Причем между упорами 15 и рычагом 8 остается некоторый зазор, позволяющий нижней губке перемещаться в процессе съема припуска независимо от перемещения верхней губки, Однако, если это необходимо по условиям шлифования, регулируемые упоры 15 устанавливают так, что зазора между упорами и рычагом 8 не будет, а в момент касания губками поверхности детали рычаг 8 также касается упоров 15, тогда нижняя губка в процессе съема припуска может перемещаться только синхронно с верхней губкой, но при биении детали она может опускаться под действием этого биения, тогда как верхняя губка будет жесткой. При этом под действием пружины 25 верхняягубка с пинолью штоком 24 постояннооттягивается назад, выбирая при этом зазоры в пиноли и передаче винт - гайка. Перемещение губок на.деталь при этом осуществляется до конца съема чистового припуска, а затем по команде УЧПУ станка перемещение верхней губки прекращается1662799 гю 22 и выхаживание осуществляется только при поджиме нижней губки, Переключение скоростей перемещения верхней губки с черновой на чистовую осуществляется также по команде УЧПУ, в которое поступают сигна лы датчика 23 счета отработанных электродвигателем 20 импульсов, поскольку этот датчик кинематически посредством цилиндрических шестерен 21 и 22 связан с валом электродвигателя 20, вследствие чего УЧПУ 10 всегда точно знает координату положения верхней губки и согласно программе дает команды на изменение скоростей подач верхней губки. После достижения заданного размера и осуществления процесса 15 выхаживания по команде прибора активного контроля размеров УЧПУ выдает сигнал на реверс электродвигателя 20, который, вращаясь в обратном направлении, отводит верх-нюю губку в исходное положение. При отводе 20 верхней губки упоры 15 взаимодействуют с рычагом 8, поворачивая его вокруг оси 14 против часовой стрелки, отводят от детали и нижнюю губку. После смены готовой детали на заготовку процесс повторяется. 25 Формула изобретения 1. Люнет, в корпусе которого размещены несущий нижнюю губку рычаг, связанная с верхней губкой пиноль с приводом ее перемещения, а также механизм установки нулевого и крайних положений верхней и нижней губок, связанный с приводом перемещения пиноли, о т л и ч а ю щи й с я тем, что, с целью упрощения конструкции, механизм установки нулевого и крайних положений верхней и нижней губок выполнен в виде подпружиненного штока с кулачком и упором, при этом кулачок предназначен для взаимодействия с введенным в устройство конечным выключателем установки пиноли в нулевое положение, а упор - с введенными в устройство конечными выключателями крайних положений пиноли.2, Люнет по и. 1, о т л и ч а ю щ и й с я тем, что верхняя губка установлена на введенном в устройство Т - образном рычаге, размещенном на пиноли и снабженном двумя регулируемыми упорами, предназначенными для взаимодействия с рычагом, несущим нижнюю губку,1662799 В Составитель А. ГаврюшинРедактор Л,Веселовская Техред М.Моргентал Корректор М.Демчи Производственно-издательский комбинат "Патент",. г, Ужгород, ул,Гагарина, 1 каэ 2226 ВНИИП Тираж 511 Подписноесударственного комитета па изобретениям и открытиям при ГКНТ С 113035, Москва, Ж, Раушская наб 4/5
СмотретьЗаявка
4611614, 01.12.1988
ХАРЬКОВСКОЕ ОПЫТНО-КОНСТРУКТОРСКОЕ БЮРО ШЛИФОВАЛЬНЫХ СТАНКОВ
САЛО АНАТОЛИЙ МОИСЕЕВИЧ, СОБОЛЕВ СЕРГЕЙ МИХАЙЛОВИЧ, ТИМОШЕНКО ВИТАЛИЙ СЕРГЕЕВИЧ
МПК / Метки
МПК: B23Q 1/76
Метки: люнет
Опубликовано: 15.07.1991
Код ссылки
<a href="https://patents.su/4-1662799-lyunet.html" target="_blank" rel="follow" title="База патентов СССР">Люнет</a>
Устройство к круглошлифовальному станку для быстрого подвода шлифовального круга к заготовке и регулирования положения относительно ее оси губок упорного люнета

Номер патента: 126756
Опубликовано: 01.01.1960
Автор: Цофин
МПК: B23Q 1/76, B24B 47/20
Метки: быстрого, губок, заготовке, круга, круглошлифовальному, люнета, оси, относительно, подвода, положения, станку, упорного, шлифовального
...11 работает вместе с отсчетным устройством 12, имеющим стрелку 13, перемещающуюся по шкале, и служащим для управления переключением режимов работы станка при шлифовании. К оси стрелки 13 присоединен вращающийся трансформатор 14, служащий датчиком для вращающихся трансформаторов 9 и 15.Для быстрого подвода к заготовке шлифовального круга с определенным зазором, не зависящим от припуска заготовки, на удлиненный вертикальный вал 1 б насаживают червячную шестерню 17, связанную с ним электромагнитной муфтой 18. Червячная шестерня 17 зацепляется с червяком 19, вращаемым электродвигателем 20; кроме того, через пару шестерен 21 она связана с вращающимся трансформатором 15. Электромагнитную муфту 18 отключают при ручной поперечной подаче.При...
Люнет для круглошлифовальных станков

Номер патента: 1567349
Опубликовано: 30.05.1990
МПК: B23Q 1/76
Метки: круглошлифовальных, люнет, станков
...при подаче губки на изделие. Поджим нижней губки к изделию осуществляется спомощью пружины 16 сжатия, которая с помощью регулировочного винта 17 настраивается на определенное усилие перед началом обработки партии деталей и, воздействуя на свободный конец рычага, поджимает губку люнета к обрабатываемой поверхности. Отвод нижней губки осуществляется с помощью силового цилиндра 18, закрепленного на корпусе 1, а отвод верхней губки осуществляется пружиной 19, один конец которой связан с корпусом, а второй - с рычагом.Предлагаемый люнет работает следующим образом. 25 30 35 40 45 50 55 Перед началом обработки партии деталей верхнюю губку люнета настраивают на заданный размер с помощью регулировочного винта 14, а с помощью...
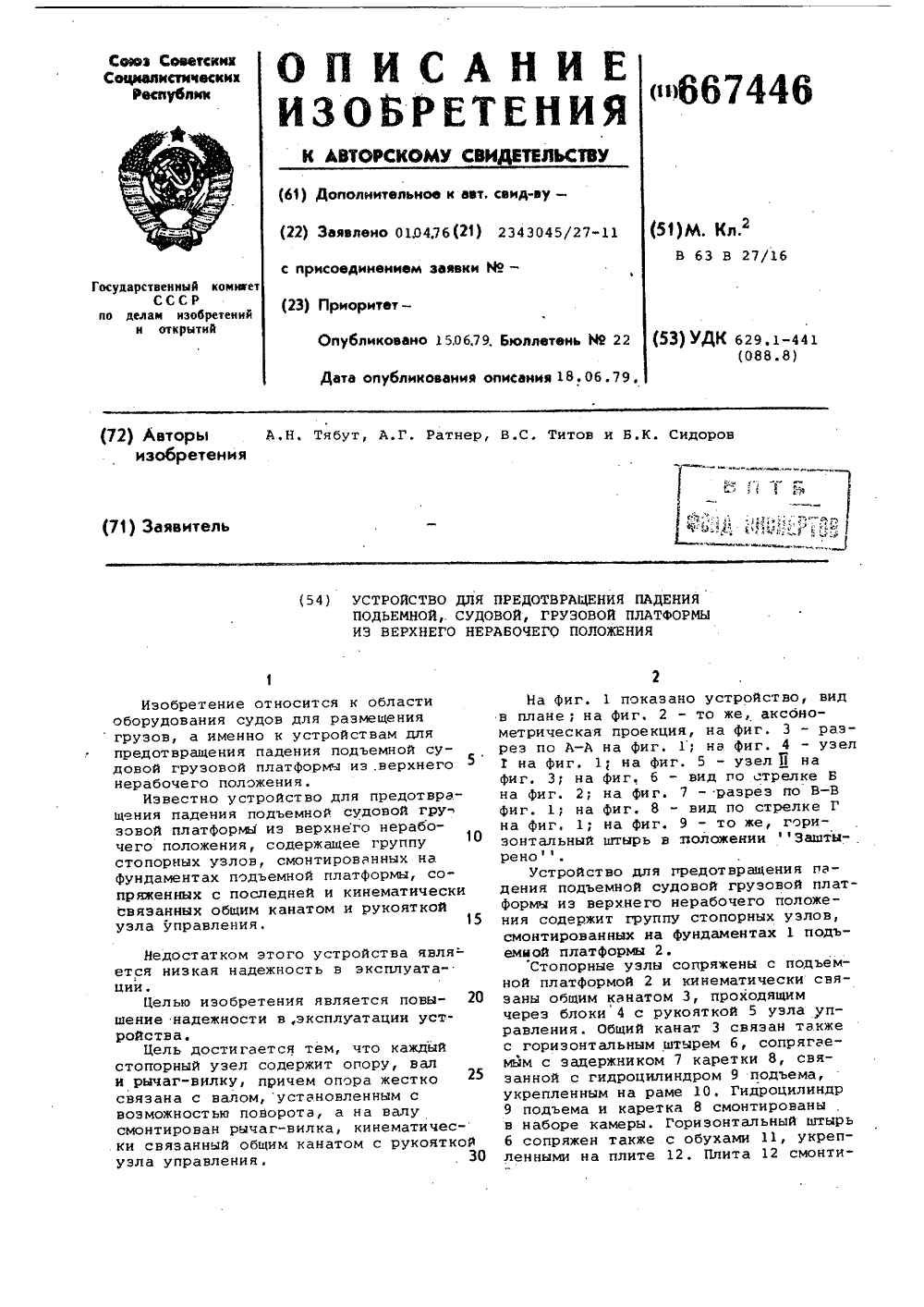
Устройство для предотвращения падения подъемной судовой грузовой платформы из верхнего нерабочего положения
Номер патента: 667446
Опубликовано: 15.06.1979
Авторы: Ратнер, Сидоров, Титов, Тябут
МПК: B63B 27/16
Метки: верхнего, грузовой, нерабочего, падения, платформы, подъемной, положения, предотвращения, судовой
...с рукояткой 5 узла упения. Общий канат 3 связан также ризонтальным штырем 6, сопрягаес задержником 7 каретки 8, свяой с гидроцилиндром 9 подъема, пленным на раме 10. Гидроцилиндр дъема и каретка 8 смонтированы боре камеры. Горизонтальный штырь пряжен также с обухами 11, укрепыми на плите 12. Плита 12 смонтиэаны чере равл с г мйм эан укр 9 п в н 6 с лен667рована на раме 10 гидроцилиндра 9подъема. Платформа 2 посредством грузовых тросов 13 и промежуточной передачи (на чертежах не показана) свя"зана с гидроцилиндром 9 подъема.Каждый стопорный узел содержит опору 14, вал 15 и рычаг-вилку 16. Опора 514 жестко связана с валом 15 посредством шпонки 17. Вал 15 установленна кронштейне 18, связанным с фундаментом 1 с возможностью поворота...
Захватное устройство

Номер патента: 1473943
Опубликовано: 23.04.1989
МПК: B25J 15/00
Метки: захватное
...подсоединены электрические проводники, пропущенные через отверстия во втулках, расположенные равномерно по окружности, 20Во втулке 30 выполнена фаска для обеспечения хорошей собираемости разъема.Стержень 21 выполнен из набора электрических контактов 34 в виде металлических колец, к которым подсоединены проводники 35, выполненные из полос тонкой металлической 25 фольги, каждое из которых напрессовано наизолирующую втулку 36, а последние в свою очередь напрессованы на изоляционную трубку 37, одетую на центральный металлическии штырь 38, также служащий проводником. Втулки 36 напрессованы на изолируюгцую трубку 37 таким образом, что проводники из фольги находятся между втулками и трубкой и расположены равномерно по окружности, Центральный...
Автомат для заклеивания клапанов гофрированных коробов и кругового оклеивания их бандеролью

Номер патента: 151190
Опубликовано: 01.01.1962
МПК: B65B 13/00
Метки: автомат, бандеролью, гофрированных, заклеивания, клапанов, коробов, кругового, оклеивания
...захват 27 последовательно подводят короб ко всем узлам и механизмам автомата для заклеивания клапанов и оклеивания бандеролью, Короб 21 перемещается по двум направляющим 28, которые могут раздвигаться по ширине а соответствии с размером короба, Два боковых клапана 24 и 25 отклоняются в стороны неподвижной направляющей 11 (положение б), Клапан 23 подгибается (положение в) при помощи неподвижной фигурной направляющей 12, а подгибание клапана 22 (положение г) осуществляется угловым рычагом 1. С подогнутыми клапанами 22 и 23 короб поступает под клеевой аппарат, валик 8 которого наносит клей. Операция подгибания и приклеивания клапанов 24 и 25 к клапанам 22 и 23 (положение д) производится неподвижными фигурными направляющими 13 и...
Предыдущий патент: Металлорежущий станок
Следующий патент: Устройство для механизированного закрепления заготовок на металлорежущих станках типа продольно-строгальных
Случайный патент: Дозиметр рентгеновского излучения, преимущественно рентгенодиагностического диапазона