Устройство для изготовления уплотнений из полимерных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1412982
Авторы: Веремеенко, Грунский, Кузнецов, Лейкихман, Шилов


Текст
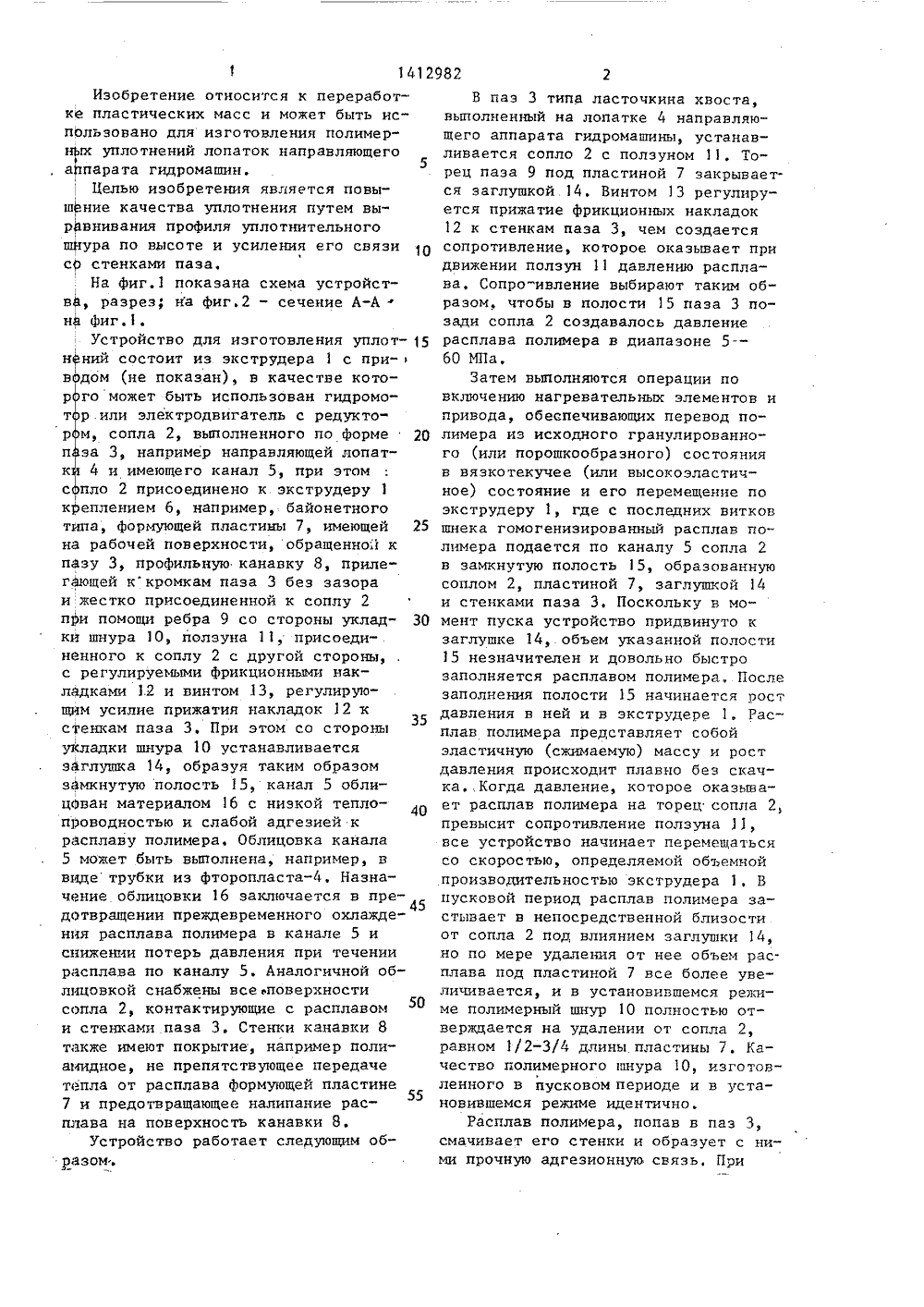
(П) 5/02 4 В ПИСАНИЕ ИЗОБРЕТЕНИ ое объединениения "ХарьковскийС.М,КироваВ.В.Кузнецов,Грунский.8) 472 ССР 197 ьство 17/36 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ А ВТОРСКОМУ СВИДЕТЕЛЬСТ(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ(57) Изобретение относится к областипереработки пластических масс и может быть использовано для изготовления полимерных уплотненийЦельповьппение качества уплотнений. Дляэтого сопло 2 выполнено по форме паза 3. Формующий элемент 7 выполнен ввиде пластины имеет на рабочей поверхности канавку 8, прилегающей ккромкам паза без зазора и жестко соединенной к соплу с одной стороны, Ксоплу с другой стороны прикреплен кползуну 11 с регулируемыми фрикционИзобретение относится к переработке пластических масс н может быть использовано для изготовления полимернЫх уплотнений лопаток направляющего5, аппарата гидромашин.Целью изобретения является ловы"шЬние качества уплотнения путем выравнивания профиля уплотнительногошиура по высоте и усиления его связиср стенками паза,На фиг,1 показана схема устройст"ва, разрез; на фиг.2 - сечение А-Ана фиг.1,Устройство для изготовления уплотнний состоит из экструдера 1 с при"водом (не показан), в качестве которого может быть использован гидромо"т р.или электродвигатель с редуктор м, сопла 2, выполненного по форме20п за 3, например направляющей лопатк 4 и имеющего канал 5, при этомсопло 2 присоединено к экструдерукреплением 6, например, байонетноготипа, формующей пластины 7, имеющей 25на рабочей поверхности, обращенной кпазу 3, профильную канавку 8, прилегающей к кромкам паза 3 без зазораи жестко присоединенной к соплу 2при помощи ребра 9 со стороны укладки шнура 10, ползуна 11, присоединенного к соплу 2 с другой стороны,с регулируемыми фрикционными накладками 1.2 и винтом 13, регулирующим усилие прижатия накладок 12 к35стенкам паза 3, При этом со стороныукладки шнура 10 устанавливаетсязаглушка 14, образуя таким образомзамкнутую полость 15, канал 5 облицован материалом 16 с низкой теплопроводностью и слабой адгезией красплаву полимера. Облицовка канала5 может быть выполнена, например, ввиде трубки из фторопласта. Назначение облицовки 16 заключается в предотвращении преждевременного охлаждения расплава полимера в канале 5 иснижении потерь давления при течениирасплава по каналу 5. Аналогичной облицовкой снабжены все поверхностисопла 2, контактирующие с расплавом50и стенками паза 3. Стенки канавки 8также имеют покрытие, например полиамидное, не препятствующее передачетепла от расплава формующей пластине557 и предотвращающее налипание расплава на поверхность канавки 8,Устройство работает следукццим образом. В паз 3 типа ласточкина хвоста,выполненный на лопатке 4 направляющего аппарата гидромашины, устанавливается сопло 2 с ползуном 1. Торец паза 9 под пластиной 7 закрывается заглушкой 14. Винтом 13 регулируется прижатие фрнкционных накладок12 к стенкам паза 3, чем создаетсясопротивление, которое оказывает придвижении ползун 11 давлению расплава, Сопро-ивление выбирают таким образом, чтобы в полости 15 паза 3 позади сопла 2 создавалось давлениерасплава полимера в диапазоне 5 60 МПа,Затем выполняются операции повключению нагревательных элементов ипривода, обеспечивающих перевод полимера из исходного гранулированно"го (или порошкообразного) состоянияв вязкотекучее (или высокоэластичное) состояние и его перемещение поэкструдеру 1, где с последних витковшнека гомогенизированный расплав полимера подается по каналу 5 сопла 2в замкнутую полость 15, образованнуюсоплом 2, пластиной 7, заглушкой 14и стенками паза 3, Поскольку в момент пуска устройство придвинуто кзаглушке 14, объем указанной полости15 незначителен и довольно быстрозаполняется расплавом полимера, Послезаполнения полости 15 начинается ростдавления в ней и в экструдере 1. Расплав полимера представляет собойэластичную (сжимаемую) массу и ростдавления происходит плавно без скачка, Когда давление, которое оказывает расплав полимера на торец сопла 2,превысит сопротивление полэунавсе устройство начинает перемещатьсясо скоростью, определяемой объемнойпроизводительностью экструдера 1, Впусковой период расплав полимера застывает в непосредственной близостиот сопла 2 под влиянием заглушки 14,но по мере удаления от нее объем расплава под пластиной 7 все более увеличивается, и в установившемся режиме полимерный шнур 10 полностью отверждается на удалении от сопла 2,равном 1/2-3/4 длины пластины 7, Качество полимерного шнура 10, изготовленного в пусковом периоде и в установившемся режиме идентично.Расплав полимера, попав в паз 3,смачивает его стенки и образует с ними прочную адгезионную связь. При55 3 1412 контакте с поверхностями паза 3, канавки 8 и заглушки 14 наружные слои остывают и образуют твердую корку, находящуюся под давлением внутренних слоев. В условиях, когда из сопла 2 постоянно подается горячий расплав, а окружающие полимер стенки паза 3 благодаря высокой теплопроводности металла непрерывно отводят тепло, возникает направленная кристаллизация, которую можно представить как перемещение Фронта кристаллизации от поверхности паза 3, канавки 8 и заглушки 14 к центру и вслед за пе ремещением сопла 2. При этом продольная составляющая скорости перемещения фронта кристаллизации всегда равна скорости движения сопла 2, При увеличении скорости укладки шнура 10 20 за счет повышения производительности экструдера 1 увеличивается количество расплава полимера между соплом 2 и отвержденным шнуром 10. При этом возрастает поверхность теплообмена 25 между расплавом и металлическими поверхностяьи, что ведет к росту продольной составляющей скорости перемещения Фронта кристаллизации, Осевая составляющая при этом остается пос тоянной.Таким образом, возникает конус кристаллизации, основание которого примыкает к соплу 2, а вершина удалена от него на расстояние, зависящее от соотношения между осевой составляющей скорости кристаллизации и скоростью перемещения сопла 2. Внутри конуса кристаллизации находится расплавлечный материал, а снаружи - от- ,щ вержденный, По мере продвижения фронта кристаллизации к центру паза 3. увеличивается толщина уплотненной кромки. Сокращение ее объема, вызванное кристаллизацией и охлаждением, компенсируется подпиткой материалом из внутренних слоев, на место которого, в свою очередь, затвердевает материал, находящийся в центре паза 3,на вершине конуса кристаллизации. Уса дочным явлениям, вызывающим уменьшение объема отверждающегося полимера и стремящимся оторвать его от стенок паза 3, противодействует давление расплава полимера, которое должно быть выше сжимающих усилий, Силы, стремящиеся уменьшить объем материала при его кристаллизации, зависят от большого числа факторов: модуля уп 982ругости полимера, его коэффициентатермического расширения, температуры кристаллизации и др. Поэтому дляразличньи типов полимеров необходиморазное давление, устраняющее усадку,Исходя иэ этих соображений выбирается усилие сопротивления ползуна 11,Например, для полиэтилена высокогодавления (низкой плотности), давление,необходимое для компенсации.усад-.ки, составляет 20 - 25 МПа, а длятермопластичных эластичных полиуретанов достаточно 5 - 10 М 1 а,Таким образок, перемещающиесясопло 2 и вслед эа ним возникший конус кристаллизации оставляют эа собойготовое изделие, характеризующеесяточным соответствием геометрии профиля формообразующим элементам (пазу3 и канавке 8) и грочной связью состенками паза 3, отсутствием в материале шнура 10 усадочных раковин,пор ивнутренних напряжений. Напротив стенки паза 3, с которыми прочносоединен силами адгезин полимер шнура 1 О, оказывают на него армирующеедействие. Все это, а также двумерноориентированная кристаллизация придают материалу шнура 10 высокую прочность в продольном и поперечном направлениях. При этом уплотняющая частьшнура .10, подвергнутая дополнительной механической ориентации в поверхностном слое канавкой 8 движущейсяформующей пластины 1, обладает повышенной износостойкостью,Предлагаемое устройство может бытьприменено для изготовления уплотнений как в прямолинейном пазе лопаткинаправляющего аппарата гидромашины,так и кольцевом пазе, например колецнаправляющего аппарата или диска дискового и оголовка цилиндрическогогидрозатворов,Таким образом, преимуществамипредлагаемого устройства являютсявозможность его использования для.изготовления уплотнительного шнуранепосредственно в теле металлического изделия, получение постоянствапрофиля уплотнителъного шнура по длине, получение прочной связи между уплотнительным шнуром и стенками пазаза счет адгезионного сцепления, получение уплотнительного шнура высокогокачества; высокая стойкость шнура кдействию скоростного потока, уменьшение трудоемкости изготовления и мон1412982 ч а ю щ е е с я тем, что, с целью.повышения качества уплотнения, сопловыполнено по форме паза, а формующийэлемент - в виде пластины, имеющейна рабочейповерхности профильную канавку, прилегающей к кромкам пазабез зазора и жестко присоединенной ксоплу с одной стороны, при этом ксоплу с другой стороны прикрепленползун с регулируемыми фрикционныминакладкамй и регулировочным винтом,.Шориннич Корректор Л.Пилипенк Составител Техред М,Х ктор Ю,Середа 59ого комий и от Подписнота СССРтийб., д, 4/5 Заказ 37 ушска зводственно-полиграфическое предприятие тажа уплотнительного шнура за счетсовмещения этих операций. Формула изобретения5 Устройство для изготовления уплотнений из полимерных материалов непосредственно в пазу путем литья материала под давлением, содержащее приспособление с соплом для подачи материала и формующий элемент, о т л и -/19 Тираж ВНИИПИ Государстве по делам изобрет 113035, Москва, Ж, город, ул. Проектная, 4
СмотретьЗаявка
4102743, 04.08.1986
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ АТОМНОГО ТУРБОСТРОЕНИЯ "ХАРЬКОВСКИЙ ТУРБИННЫЙ ЗАВОД" ИМ. С. М. КИРОВА
ВЕРЕМЕЕНКО ИГОРЬ СТЕПАНОВИЧ, КУЗНЕЦОВ ВАЛЕРИЙ ВИКТОРОВИЧ, ЛЕЙКИХМАН НАУМ МИХАЙЛОВИЧ, ГРУНСКИЙ БОРИС ВАСИЛЬЕВИЧ, ШИЛОВ ВАЛЕРИЙ ПАВЛОВИЧ
МПК / Метки
МПК: B29C 45/02
Метки: полимерных, уплотнений
Опубликовано: 30.07.1988
Код ссылки
<a href="https://patents.su/4-1412982-ustrojjstvo-dlya-izgotovleniya-uplotnenijj-iz-polimernykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для изготовления уплотнений из полимерных материалов</a>
Способ определения температуры и момента начала кристаллизации раствора-расплава
Номер патента: 1602183
Опубликовано: 27.11.1996
Авторы: Абрамов, Дерягин, Долганов, Селиверстов, Третьяков
МПК: G01N 25/02
Метки: кристаллизации, момента, начала, раствора-расплава, температуры
Способ определения температуры и момента начала кристаллизации раствора-расплава по авт. св. N 1543319, отличающийся тем, что, с целью повышения точности определения момента начала кристаллизации раствора-расплава, после первоначального определения момента начала кристаллизации в расплав элемента III группы вводят дополнительное количество соединения AIIIBV для образования насыщенного раствора-расплава при температуре начала кристаллизации раствора-расплава, повторно перемещают раствор-расплав по поверхности кристалла AIIIBV со скоростью , где Vx и V'x скорости перемещения раствора-расплава при первоначальном...
Способ получения фазы bi2sr2cacuocuo8путем кристаллизации из расплава
Номер патента: 1748587
Опубликовано: 27.04.2000
МПК: H01L 39/24
Метки: bi2sr2cacuocuo8путем, кристаллизации, расплава, фазы
Способ получения фазы Bi2Sr2CaCuO8- путем кристаллизации из расплава, включающий приготовление расплава необходимого состава, охлаждение до температуры кристаллизации, отличающийся тем, что, с целью получения однофазных кристаллов, расплав приготавливают из шихты исходного состава Bi2Sr1,6+xCa1,4+xCuO8+ , где -0,1 x 0,1.
Способ контроля процесса кристаллизации из расплава

Номер патента: 1533371
Опубликовано: 15.06.1992
Автор: Лубе
МПК: C30B 15/24
Метки: кристаллизации, процесса, расплава
...положение риска по датчику 11, По мере кристаллизации расплава диск 5 перемещается внаправлении движения границы расплавкристалл со скоростью, обеспечивающейпостоянство или иэненение в заданныхпределах крутящего момента. Положение1533311 Составитель В. федоровТехред И,Дидык Корректор О, Кравцова,МР ела к тор Т. Горичева Заказ 2310 Тираж 236 Подпис ноеВНИИ 11 И Го:уларствецного комитета по изобретениям и открыгиям при ГКНТ СССР113035, Москва, Ж, Рэушсквя наб., д. 4/5 роизволственно-издательский комбинат "Патент", г, Ужгород, ул. Гагарина, О 1рацицы раздл опрелелвтс в по покааццям латников 8 и 11 и цо грвдуирод гной зависимости крутяего моментаог расстояния между диском и границейраглав-кристалл. В лонце процессакгц:таллцзации диск...
Противоточная пульсационная колонна для фракционной кристаллизации расплавов

Номер патента: 436523
Опубликовано: 05.05.1975
Авторы: Носов, Ткаченко, Филиппов
МПК: B01D 9/02
Метки: колонна, кристаллизации, противоточная, пульсационная, расплавов, фракционной
...к снижению эффективности процесса кристаллизации, Кроме того, в камере фильтрации возникает большое гидравлическое сопротивление слоя кристаллов. Камера А кристаллизации линдрический корпус 1 с рубаш лаждения и шнек 3. Над камерой фильтрации ра 5 вод планетарных мешалок, сост подвижного вала 4, на конце к дится шестерня 5, водила б с пр тернями 7 спиральных мешало ющая перегородка 9 располож 0 камеры Б фильтрации, В нижне ры Б расположен плавитель 10 11 для создания пульсаций.Предлагаемая колонна работает следующими15 образом. тИсходный расплав подается в камеру А, гдеохлаждается с помощью хладагента, подаваемого в рубашку 2, Образующаяся суспензия шнеком 3 подается в камеру Б фильтрации, 20 где происходит отделение маточника,...
Устройство для замедленного охлаждения полимера при прядении из расплава

Номер патента: 515841
Опубликовано: 30.05.1976
Автор: Зигфрид
МПК: D01D 3/00
Метки: замедленного, охлаждения, полимера, прядении, расплава
...внутри 10 трубки 2 служит датчик 8, связанный черезрегулятор (на чертежах не показан) с нагревательными обмотками 9, установленными на трубках 10 для подвода теплоносителя к обогреваемой трубке 2. Обдувочный воздух по дается на нить, выходящую пз обогреваемойтрубки 2, через устройство 11.Устройство работает следующим образом, По выходе из прядильной головки нить поступает в обогреваемую трубку 2. Соответству ющий выбор длины трубки 2, а также выполнение ее внутренней поверхности 3 из материала с коэффициентом излучения близким к единице, позволяют полу гпть внутри нее термодинамическое равновесие, обеспечивающее за медленное охлаждение нити по длине трубки2. Односторонне скошенный профиль 7 отверстия 6 в обогреваемой трубке позволяет...
Предыдущий патент: Валок к валковым машинам
Следующий патент: Узел пластикации литьевой машины
Случайный патент: Заполняющий омываемый ороситель