Способ получения искусственного дефекта в сварном шве
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1400827
Авторы: Горбачевский, Мамон

Текст
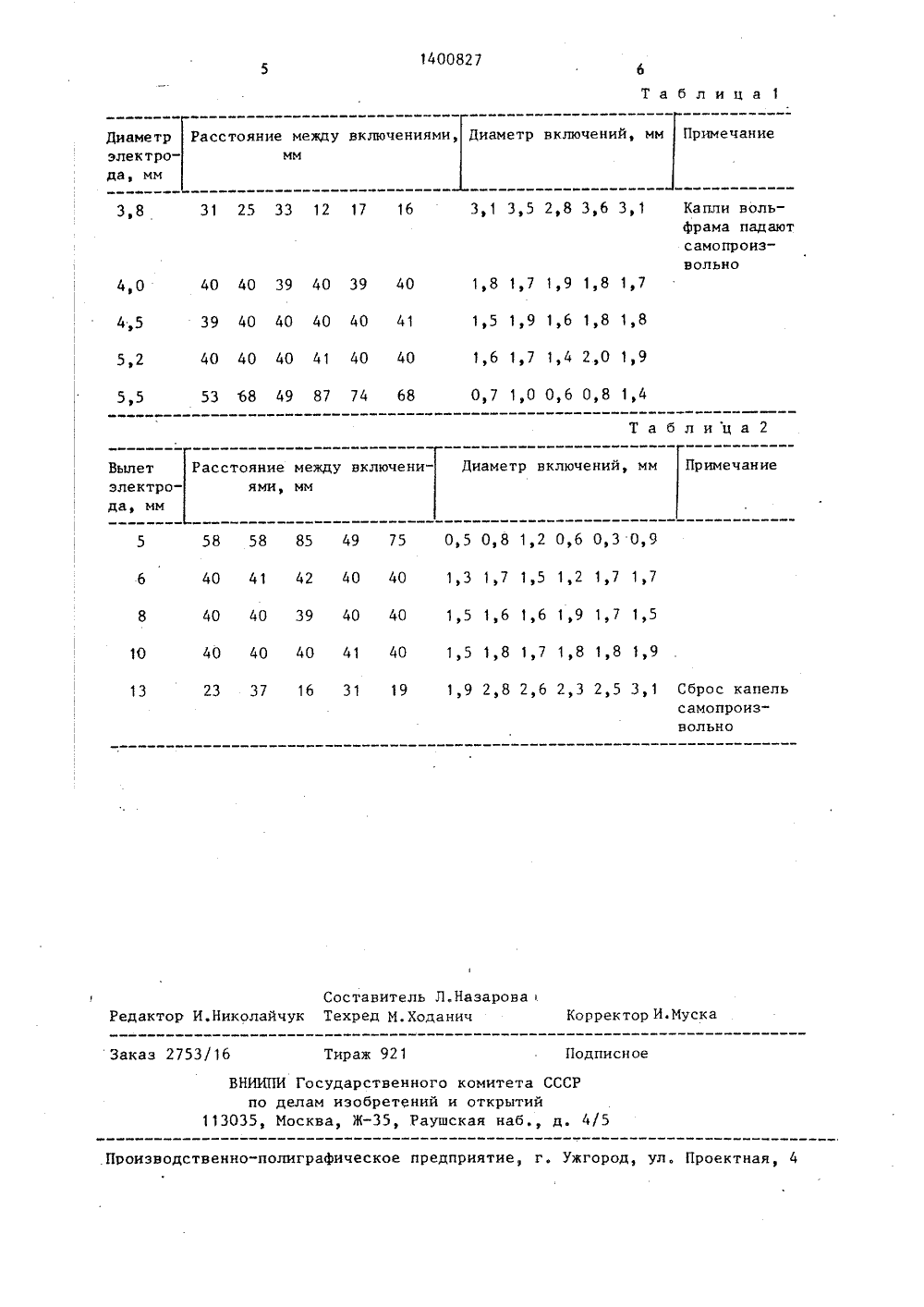
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 09) 1) г 1 В 23 К 28/О ИЯ ЗОБРЕТ АВТОРСН СВИДЕТЕЛЬСТ(21) 4 (22) 2 (46) 0 (72) (53) 6 (56) У 8030 о-, едовании ме При многоп лучают напроходе. ГОСУДАРСТЯЕННЫИ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ 062464/25-275.02.867.06,88. Бюл. У 21М.Д.Мамон и А.В.Горбачевский21.791.75.011(088.8)Авторское свидетельство СССР35, кл. В 23 К 28/00, 1980.Бродский А.Я. Аргонодуговая сварка вольфрамовым электродом. - М.; Машгиз, 1956, с. 81-84.(54) СПОСОБ ПОЛУЧЕНИЯ ИСКУССТВЕННОГО ДЕФЕКТА В СВАРНОМ ШВЕ(57) Изобретение относится к области сварки, в частности к способам получения искусственного дефекта в сварном шве. Целью является получение искусственных дефектов в сварных образцах из легких сплавов для исследования их свойств. Для этого сварку осуществляют вольфрамовым электродом,Электрод берут диаметром, меньшимдиаметра электрода, оптимального длявыполнения сварки на 5-207., и с вылетом, на 100-20% большим оптимального.В процессе сварки осуществляют сбрасывание капли путем направленногомеханического воздействия на электродбез касания сварочной ванны. Для увеличения размеров капли на конце электрода сварочный ток увеличивают на20% по сравнению с оптимальным. Такимспособом получают дефект "вольфрамвое включение" в заданном для иссл е шва, по его глубине. ходной сварке дефект пб- ф данном для исследований .и. ф-лы. 2 табл.Изобретение относится к сварке сполучением искусственных дефектов,может быть использовано при исследо 5ванин влияния дефектов типа вольфрамовое включение (М-включение) насвойства сварных соединений легкихсплавов и обеспечивает получениеУ-включений в образцах с прямолинейными, круговыми и кольцевыми швами, 10выполняемых аргонодуговой сваркойвольфрамовым электродом на переменномтоке.Целью изобретения является получе-ние искусственных дефектов в сварных 15образцах из легких сплавов при исследовании их свойств путем получениядефекта заданного размера в заданномучастке по высоте и сечению шва.Сущность способа заключается в использовании хорошего смачивания расплавленным металлом сварочной ванныи седиментациив ней за счет грави, тационных сил капель расплавленноговольфрама, сбрасываемых в процессе 25сварки механическим путем с концавольфрамового электрода,В качестве электрода выбираетсяпруток чистого вольфрама, отличающийся от лантанированного, торированного 3 Ои других несколько пониженной термостойкостью. Диаметр вольфрамовогопрутка меньше оптимального для сваркина 5-203 (для быстрого получения капли на торце), а его вылет из горелкисоответственно на 100-20 больше рабочего, в зависимости от частотысбрасывания капель. Выбор вольфрамового прутка в каче стве электрода диаметром на 5-20 . меньше оптимального рекомендуемого для сварки и увеличение его вылета на 100"201 от рабочего обусловлены необходимостью регулирования частоты получения включений (на определенное расстояние друг от друга). Чем меньше диаметр электрода и чем больше .его вылет, тем более высокая частота получения включений. Уменьшение диаметра электрода более чем на 20 и увеличение длины его вылета более чем на 100 . приводит к быстрому, нерегулируемому оплавлению торца электрода, образованию больших капель и самопро" иэвольному отрыву их с торца, блужда 55 нию дуги по торцу и ухудшению качества шва (появление непроваров, волнистости шва). Если диаметр электрода уменьшается менее чем на 5 , а вылет увеличивается менее чем на 20% от оптимального, то требуемый размер капли (для получения заданного размера дефекта) не успевает сформироваться при подходе к месту сбрасывания и количества расплавленного вольфрама недостаточно для образования сбрасываемой капли. Это приводит к снижению точности и частоты получения в сварных швах заданных по размеру и по месторасположению дефектов типа вольфрамовое включение.Выбор диаметра вольфрамового прутка и вылета электрода определен опытно-экспериментальным путем: в сварных швах пластин сплава АМгб размером 64100.300 мм необходимо получить сварочные дефекты типа вольфрамовое включение диаметром 1,0-2,0 мм на расстоянии 40 мм друг от друга. Сварку проводят на переменном токе с ис- . пользованием стандартного источника питания на режиме: 1 =350 А 1 св =18 м/ч Я=15 л/мин. Рекомендуемый диаметр вольфрамового электрода 5 мм, вылет электрода из горелки 5 мм,Результаты экспериментов приведены в табл. 1 и 2.Из табл, 1 и 2 видно, что стабильное получение вольфрамовых дефектов размером 1,0-2,0 мм на расстоянии 40 мм друг от друга при сварке возможно при выборе диаметра электрода на 5"20% меньше оптимального и вылете электрода на 100-20 больше рабочего,При однопроходной сварке подготовленные под сварку пластины (толщиной 1-5 мм) сваривают на режимах, обеспечивающих требуемую форму шва. Сбрасывание капли с конца .вольфрамового электрода в заданном месте производится путем направленного механического воздействия на него, например, другим вольфрамовым прутком сверху вниз, без касания им сварочной ванны. С целью создания большей по диаметру капли на конце вольфрамового электрода и более неустойчивого ее механического состояния при подходе к месту сбрасывания (за 2-5 мм) увеличивают сварочный ток на величину до 20 от рабочего, Увеличение тока более чем на 20 % приводит к быстрому образованию капель и самопроизвольному их сбрасыванию с конца электрода. После сбрасывания капли для формированияконца электрода до размеров, обеспечивающих при сварке требуемую форму шва, необходимо уменьшить (восстановить) сварочный ток и длину дуги до рабочих.Для получения Я-включений на заданной высоте по сечению сварного шва необходимо использовать многопроходную сварку образцов без разделки 10 (при двухпроходной. сварке пластин преимущественно толщиной 4-10 мм) или с разделкой кромок (при трех и более проходах на пластинах преимущественно толщиной 8-20 мм) и сбрасывать капли 15 с конца вольфрамового электрода на заданном проходе, а при необходимости - на каждом из них. При этом необходимо соблюдать условие, чтобы последующий проход после сбрасывания20 капли выполнять с минимальной глубиной проплавлениядля исключения касания расплавленным металлом сварочной ванны полученного И-включения. В противном случае, за счет несмачивания 25 твердое Ю-включение выталкивается направленной кристаллизацией на поверхность сварочной ванны.Например, необходимо получить Ю-включение в сварном соединении 30 сплава АМгб в пяти заданных местах.П р и м е р 1, Размер пластин 300100 Э мм. Подготовка поверхности пластин - щелочное травление, а не" . посредственно перед сваркой - шабре 35 ние кромок для присадочной проволоки - щелочное травление. Режим аргонодуговой сварки: Ч, =12 м/ч; т,140 А, Е, =Э мм,Рекомендуемый диаметр тарированного вольфрамового 40 электрода 4 мм.Для получения И-включений в сварных швах выбран электрод из чистого вольфрама диаметром 3,5 мм, а длина дуги 5 мм.45Сварка осуществляется на стальной подкладке с глубиной проплавоформирующей канавки 0,8 ммъ.Во время сварки для получения единичных 1 ъ-включений в требуемом месте сбрасывание капли осуществляется путем механического толчка вольфрамового электрода другим вольфрамовым прутком сверху вниз без касания сварочной ванйы. Получаемые Ъ 1-включения в заданных пяти местах диаметр 1- 2,5 мм.П р и м е р 2. Размер пластик 300 100 10 мм. Подготовка поверхности под сварку, режим сварки и диаметр электрода те же. Для получения И-включений на высоте 5 мм сбрасывание производится на втором сварочном проходе (из трех), как и в примере 1, Диаметр получаемых включений по результатам рентгеноконтроля 1-2,5 мм.П р и м е р 3. Размер пластин 300 100Э мм. Подготовка поверхностей под сварку, режим сварки и диаметр электрода прежние. За 2-5 мм до места сбрасывания капли сварочный ток увеличивается до 170 А, а после сбрасывания восстанавливается до рабочего.Формула изобретения1, Способ получения искусственного дефекта в сварном шве, при котором сварку выполняют вольфрамовым элект- родоМ и в процессе сварки осуществляют сбрасывание капли расплавленного металла электрода в сварочную ванну, о т л и ч а ю щ и й с.я тем, что, с целью получения искусственных дефектов в сварных образцах из легких сплавов для исследования их свойств путем получения дефекта заданного размера в заданном участке по высоте и сечению шва, для сварки используют вольфрамовый электрод с диаметром, меньшим диаметра электрода, оптимального для выполнения сварки на 5-203, и сварку ведут с вылетом электрода, большим оптимального на 100-20 ,2, Способ по и.1, о т л и ч а ю щ и й с я тем, что перед сбрасыванием капли в момент подхода электрода к месту сбрасывания силу тока увеличивают на 207. от оптимального значения.3. Способ по п.1, о т л и ч а ю -щ и й с я тем, что сбрасывание каплипроизводят на заданном проходе примногопроходной сварке.1400827 Таблица 1 Диаметр Расстояние между включениями, Диаметр включений, мм Примечаниеэлектро- ммда, мм 31 Зь 5 2 е 8 Зюб 3 1 31 25 33 12 17 16 Капли вольфрама падаютсамопроизвольно 3,8 4,0 5,2 5,5 Т а б л и ц а 2 Диаметр включений, мм Примечание Расстояние между включени ями, мм Вылетэлектрода, мм 58 58 85 49 75 0,5 0,8 1,2 0,6 0,3 0,9 40 41 42 40 40 13171512171,7 40 40 39 40 40 1,5 1,6 1,6 1,9 1,7 1,5 40 40 40 41 40 1,5 1,8 1,7 1,8 1,8 1,9 23 37 16 31 19 19282623253,1 10 13 Сброс капельсамопроизвольно Составитель Л.НазароваРедактор И.Николайчук Техред М.Ходанич Корректор И.Муска Заказ 2753/16 Тираж 921 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж, Раушская наб д. 4/5
СмотретьЗаявка
4062464, 25.02.1986
ПРЕДПРИЯТИЕ ПЯ А-1147
МАМОН МИХАИЛ ДАНИЛОВИЧ, ГОРБАЧЕВСКИЙ АЛЕКСЕЙ ВИКТОРОВИЧ
МПК / Метки
МПК: B23K 28/00, B23K 9/16
Метки: дефекта, искусственного, сварном, шве
Опубликовано: 07.06.1988
Код ссылки
<a href="https://patents.su/4-1400827-sposob-polucheniya-iskusstvennogo-defekta-v-svarnom-shve.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения искусственного дефекта в сварном шве</a>
Способ многослойной сварки плавящимся электродом

Номер патента: 870033
Опубликовано: 07.10.1981
Авторы: Смирнов, Степанов, Язовских
МПК: B23K 9/16
Метки: многослойной, плавящимся, сварки, электродом
...из условия, что количество расплавгде 1 - время сварки;- удельный вес наплавленного.металла.Поскольку производительность процесса определяетса количеством расплавлен ного металла (а следовательно, величиной .3 цп , то при увеличении Н цовьппаетса производительность, но с увеличением высоты наплавленного слоя повышаетса вероятность образования горячих трещин. Поэтому величину Н выбирают таким образом, чиобы обеспечить отсутствие горячих трещин й получить высокую производитель- ность процесса. Эксперименты показали, что при сварке сталей типа 10 ХСНД, 20 Х проволокой Св 08 Г 2 С диаметром 2 мм высота наплавленного слоя может быть в 2,2 раза меньше ширины разделки, а при сварке проволокой Св 08 ГСНТ - в 3,1 раза. Но в зависимости от...
Способ сварки продольного шва труб большого диаметра

Номер патента: 1428556
Опубликовано: 07.10.1988
Авторы: Атаманчук, Гаркалюк, Калинушкин, Клименко, Кузьмин, Мандельберг, Мошкин, Наумов, Петров, Пискунов, Райчук, Семенов, Сергеев
МПК: B23K 31/06, B23K 33/00
Метки: большого, диаметра, продольного, сварки, труб, шва
...трубы 2. При этом с обеспечивается перекрытие рабочих швов 4 и 5 величиной 1 - 3 мм. Выбор величины перекрытия в пределах 1 - 3 мм зависит от точности направления по стыку элекродов при сварке наружного 4 и внутреннего 5 рабочих 50 швов и точности поддержания заданных режимов сварки. Окончательное определение требуемой величины перекрытия Изобретение относится к металлур.гической промышленности, конкретнее к производству стальных электросварных труб большого диаметра из листов конечной длины.Цель изобретения - повышение качества сварных соединений труб путем уменьшения вероятности образования пор и шлаковых каналов в наружном рабочем шве.На фиг. 1 представлен технологический шов; на фиг. 2 - наружный шов; на фиг. 3 - внутренний...
Флюс для дуговой сварки неплавящимся электродом

Номер патента: 1445055
Опубликовано: 23.12.1990
Авторы: Иус, Рябиченко, Татаринов, Харченко
МПК: B23K 35/362
Метки: дуговой, неплавящимся, сварки, флюс, электродом
...фторида бария взять более49%, то ухудшаются условия формирования сварного соединения в процессесварки и в результате не достигается требуемая геометрия сварного соединения. Если двуокиси циркониявзять менее 30%, то не обеспечивается требуемая величина проплавлениясвариваемого стыка, а если еговзять более 35%, то его в сварочнойванне так много,.что обжав анодноепятно дуги, он недопустимо увеличит зону термического влияния, т.е,резко уменьшится пластичность сварного шва. Если Фторида магния взятьменее 107., то в сварном, соединениипояпляются дефекты.в виде окисныхвключений, так как этого количестванедостаточно для проведения химических реакций разрушения окислов свариваемых металлов. Если же фторидамагния взять более 15%, то он...
Покрытие электродов для электродуговой сварки

Номер патента: 78937
Опубликовано: 01.01.1949
Авторы: Лушков, Николаев, Тысовская
МПК: B23K 35/04, B23K 35/365
Метки: покрытие, сварки, электродов, электродуговой
...Боксит или полевой шпаг . . 5 в 3 Ферромарганец 7.5 Ферросилиций . 7,5 Растворимое стекло1340 - 44веса сухойсмеси.Растворимое стекло13 состоит из натрового растворимого стекла с удельным весом 1,32, в количестве 74%, углекислого калия 13% и воды 13%. При приготовлении растворимогэ стекла13 сначала углекислый калий растворяют в воде, а затем этот раствор смешивают с натровым стеклом,Смесь тщательно перемешивают и она готова к употреблению через 2 - 3 час, после приготовления.Толщина покрытия обмазки электродов на сторону составляет для проволоки диаметром в 4 мм 1 - 1,2 мм, ав 5 мм 1,2 - 1,4 мм.Электроды с предложенной обмазкой дают высокую прочность шва при электросварке переменным и постоянным током и при любом положении сварного...
Машина для контактной стыковой сварки проволоки малого диаметра

Номер патента: 144922
Опубликовано: 01.01.1962
Авторы: Голубев, Пинчук, Плахин, Соловьев, Фомичев
МПК: B23K 11/04
Метки: диаметра, контактной, малого, проволоки, сварки, стыковой
...работу служит кнопочный пост 15 с педальным приводом.Кулачковый вал 3 соединяется с приводной частью машины с помощью муфты 16 с электромагнитным приводом 17. Цикл сварки осуществляется таким образом,Концы свариваемого изделия до пуска вставляются в машину и прижимаются зажимами 2, затем нажатием на тгедаль кнопочного поста 15 подается напряжение к приводящему в движение муфту 16 электромагниту 17.144922Распределительный вал 3 при помощи кулачков 18 освобождает зажимы 2 сварочных эдекгродов 1 которые под действием пружины (на чертеже не показана) прижимают концы проволоки к сварочным электродам. Затем рычаг б, воздействуя на блок 8 переключателей, вызывает присоединение к сети сварочного трансформатора (на чертеже не показан)Рычаг 19,...
Предыдущий патент: Машина для сварки трением
Следующий патент: Устройство для полуавтоматической контактной сварки
Случайный патент: Способ полимеризации соединений акрилового и метакрилового ряда