Способ извлечения твердосплавных зубков из отработанных шарошечных долот
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1247426
Авторы: Казанцев, Садовников, Скребцов, Юдин


Текст
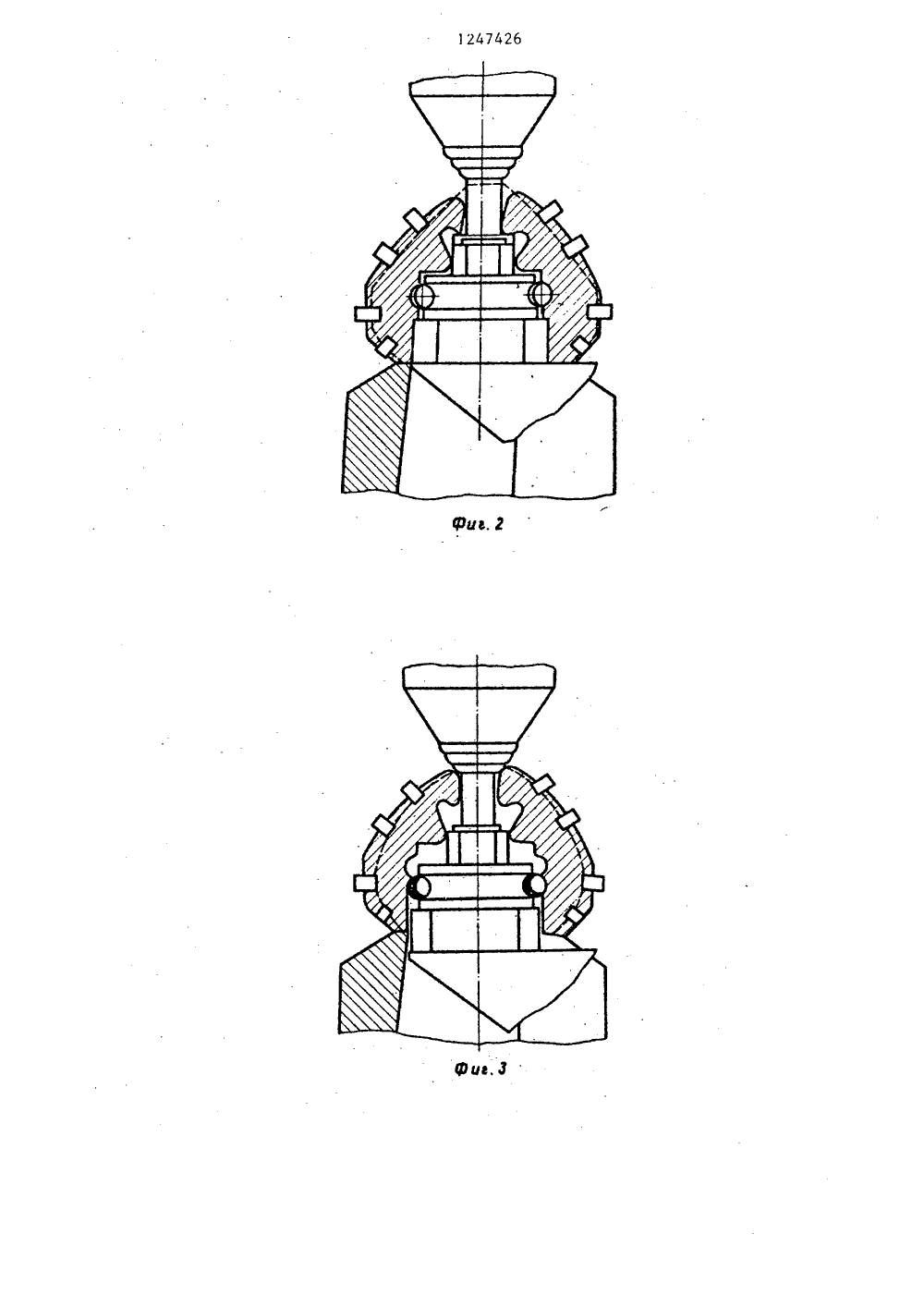
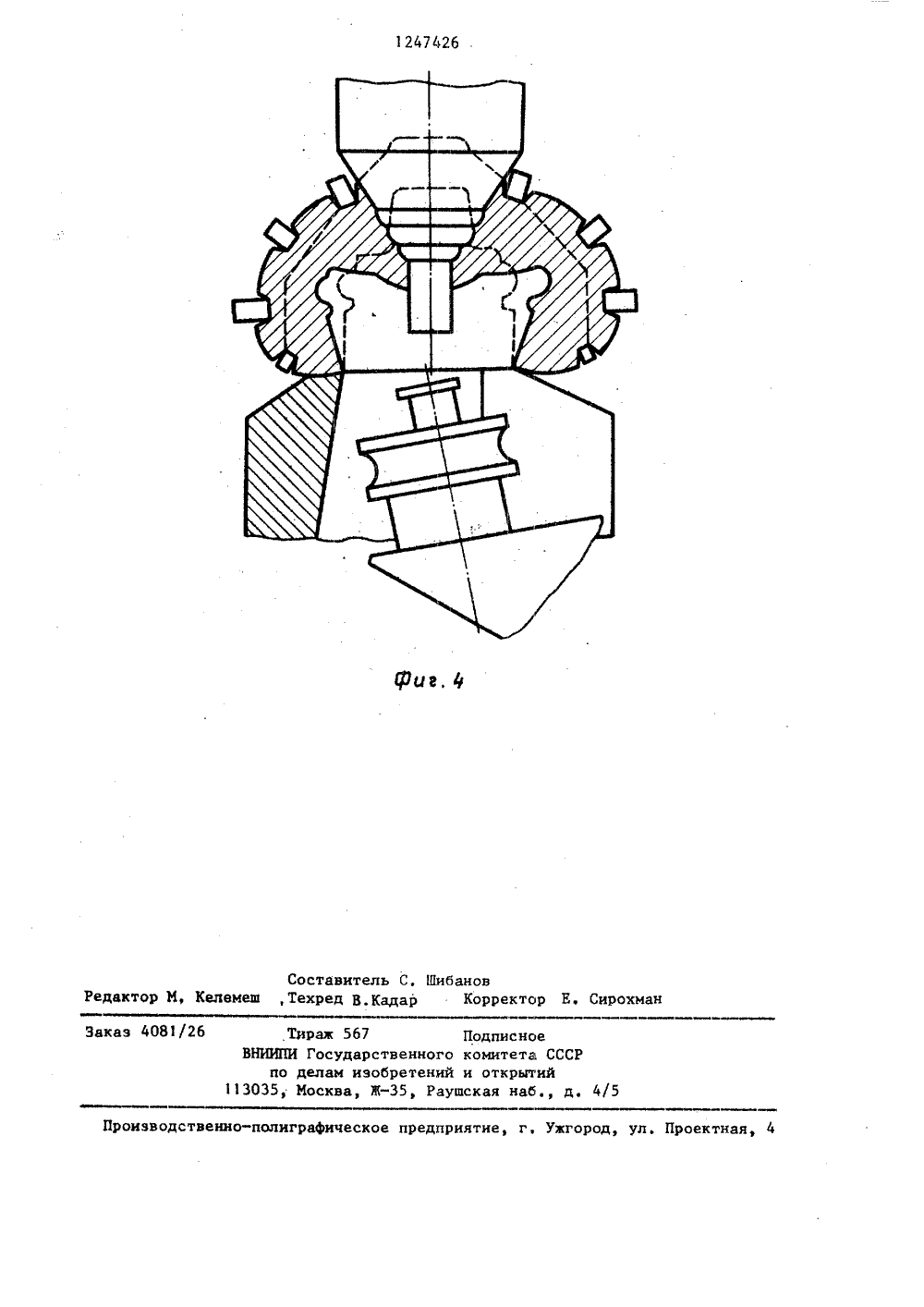
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 19) (И) 4 С 22 В 7/00, Е 21 В 1 О/08 ОПИСАНИЕ ИЗОБРЕТ ДОЛОТ, включс заделанной Вт долота, нагреное воздействиебор Выпавших иззубков, о т лчто, с цельюности и повышен шарашекцапфой ки, ударошки,сплавных ся те эффекти ельно м н о- вают цилинложенношарашкиоси, вприкладывстие,пересечс верхи ВЕРДОНЫХ ШАР ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ВТОРСКОМУ СВИДЕТЕЛЬСТ, (71) Всесоюзный научно-исследовательский и проектный институт вторичных цветных металлов(56) Н .А Кудря и др . Получение вольф рамо-кабальтового сырья из лома шар шечных долот. М.:ЦНИИцветмет экономики и информ.1982 (Обзорная ин- , форм.сер,Втор. Металлургия,цв.металлов.Вып.2) .стр.24-33.(54) (57) СПОСОБ ИЗВЛЕЧЕН СПЛАВНЫХ ЗУБКОВ ИЗ ОТРАВ ающии отделениеих корпусеание шарошна корпус шагнезд твердоич ающийувеличенияия производи- воздействисе продавлирстие, распоого торцапо еетаток цапфы,это отверверстие доповерхности сти, перед ударным шарашку в ее карп дрическое отв е со стороны глух и направленное ыпрессовывают о ая усилие чере а аздают о е боковой им м зубков.Изобретение относится к переработке скрапа с целью получения цветных металлов и может быть использовано при извлечении твердосплавных зубков из отработанных буровых шарошечных долот,Целью изобретения является увеличение количества извлекаемых зубкон.На фиг.1 представлено, состояние шарошки до проданливания отверстия; на Фиг.2 - продавливание отверстия в шарошке; на Фиг.3 - ныпрессонка цапфы из полости шарошки; на фиг 4- раздача отверстия,Извлечение тнердосплавных зубков по предложенному способу осуществляют следующим образом.Производят отделение шарошек с заделанной в их корпусе 1 цапфой 2 с подшипниками 3 от долота, раскалывая его на секции при помощи пресса или с применением огневой резки. За о тем шарошку нагревают до 800-1000 С в высокочастотном индукторе.Нагретую шарошку устанавливают на опору 4 и пуансоном 5, установленным на гидравлическом прессе, продавливают отверстие, расположенное со стороны глухого торца шарошки и направленное по ее оси выпрессовынают остаток цапфы, прикладывая усилие через это отверстие, а затем раздают отверстие коническим участкам пуансона до пересечения боковой поверхности отверстия с, верхним рядом зубков б.Далее шарошку подвергают ударному воздействию и удаляют зубки иэ их гнезд, Дпя применения высокопроизводительного оборудования ударного воздействия (мельниц, дробилок, гидро- импульсных установок), а также для механизации процесса шарошки предварительно охлаждают, например, н потоке воды или водных составов.оПри нагревании шарошки до 800 С происходит увеличение .посадочного гнезда по сравнению с диаметром зубка на 0,06 мм, а так как зубки эапрессовываются в гнезде с натягом 0,ОБ,12 мм, остаточный натяг остается в пределах 0-0,06 мм.При расширении отверстия одновременного осевого сжатия корпуса шарош.5 ки и частичного втягивания верхнейчасти наружной поверхности во внутреннюю полость происходит дополнительное увеличение диаметров посадочных гнезд зубков, снятие остаточныхнапряжений эапрессонки зубков, а также создается зазор между зубками ипосадочными гнездами в пределах 0,20,5 мм.Получение зазора значительно об легчает дальнейший процесс удалениязубков из их гнезд и позволяет применить высокопроизводительное механизированное дробильное оборудование .для процесса ударного воздействия нашарошки после их остывания.Согласно предложенному способу посравнению с прототипом увеличиваетсяизвлечение зубков с 70 до 85-90 засчет снятия натяга, увеличиваетсяобъем выпуска легированных сталей,из которых изготовлена шарошка, незасоренных твердыми сплавами с 60 до80% за счет выпрессовки цапфы извнутренней полости шарошки, увеличи- ЗО нается производительность труда на80 за счет возможности применениявысокопроизводительного дробильногооборудонания, улучшаются условия тру"да в результате уменьшения шума и З 5 вибраций при применении нысокопроизводичельного дробильного оборудования.Экономический эффект от использования изобретения составляет 4 О 875 руб на 1 т получаемых твердыхсплавов при этом происходит уменьше.ние расхода шарошечных долот на получение 1 т твердых сплавов с 27 до22 т и уменьшение времени, затрачи наемого на. получение 1 т твердыхспланов, с 85 до 48 ч. Годовая экономия при объеме 400 т твердых сплавов в год состанляетО 350 тыс,руб.1247426 Составитель С. ШибановКелемеш ,Техред В.Кадар Корректор Е. Сирохма едак Заказ 4081/2 Тираж 567 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 13035; Москва, Ж, Раушская наб., д. 4
СмотретьЗаявка
3800909, 15.10.1984
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ ВТОРИЧНЫХ ЦВЕТНЫХ МЕТАЛЛОВ
ЮДИН ВЛАДИМИР АЛЕКСЕЕВИЧ, САДОВНИКОВ ВЛАДИМИР МИХАЙЛОВИЧ, СКРЕБЦОВ ВАЛЕНТИН ИВАНОВИЧ, КАЗАНЦЕВ АНАТОЛИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: C22B 7/00, E21B 10/08
Метки: долот, зубков, извлечения, отработанных, твердосплавных, шарошечных
Опубликовано: 30.07.1986
Код ссылки
<a href="https://patents.su/4-1247426-sposob-izvlecheniya-tverdosplavnykh-zubkov-iz-otrabotannykh-sharoshechnykh-dolot.html" target="_blank" rel="follow" title="База патентов СССР">Способ извлечения твердосплавных зубков из отработанных шарошечных долот</a>
Способ получения диэлектрических деталей с отверстиями из анодной окиси металла
Номер патента: 688022
Опубликовано: 15.09.1994
Авторы: Григоришин, Сурмач, Шохина
МПК: H01J 9/14
Метки: анодной, диэлектрических, металла, окиси, отверстиями
СПОСОБ ПОЛУЧЕНИЯ ДИЭЛЕКТРИЧЕСКИХ ДЕТАЛЕЙ С ОТВЕРСТИЯМИ ИЗ АНОДНОЙ ОКИСИ МЕТАЛЛА преимущественно для электродных приборов, включающий операции толстослойного анодирования одной из поверхностей металлической пластины, избирательное вытравливание неокисленного металла, фотолитографическое нанесение рисунка и травление анодной окиси металла, отличающийся тем, что, с целью повышения точности отверстий и устранения разнотолщинности перемычек, после вытравливания неокисленного металла на поверхность пластины, контактирующей в процессе анодирования с электролитом, наносят защитный слой металла, а фотолитографическое нанесение рисунка осуществляют на другой поверхности пластины.
Способ бескоксового получения жидкого металла

Номер патента: 520402
Опубликовано: 05.07.1976
Авторы: Барсукова, Максимов, Плицын, Сагинов, Такенов, Фиалков
МПК: C21B 13/02
Метки: бескоксового, жидкого, металла
...изменить от минимального до максцмальпого значения путем уменьц 1 ения расхода второго газового потока, вдуваемогойз ниже зоны выпуска,Скорость поступления материала в зонуплавления о 1 гределяет время его пребыванияв зоне восстановления, а следовательно,степень восстановления,ф 9 Прц этом в каждом конкретном случаеможно обеспечить такую скорость поступле.ния материала в зону плавления, при которой в зоне восстановления достигается заданная степень восстановления (металлизащ ция) материала.В зоне плавления происходит расплавльнцс восстановлецнь 1 х материалов, разделвчие металла и шлака, науглероживание металла при получении чугуна, легцрованиер металла и т, д. Плавление материалов иперегрев расплава осуществляется за счетдугового...
Способ получения гранулированных металлов

Номер патента: 626885
Опубликовано: 05.10.1978
Авторы: Гарбуз, Игольченко
МПК: B22D 23/08
Метки: гранулированных, металлов
...стакана-раэбрыэгивателя: на.ружный диаметр 00 мм; высота 140 мм; толщина стенки 1,5 мм. Грануляцню про ющихпараметрах:скорость вращения стаканараэбрыэгивател я ин диаметр отверстия в стаканеразбрызгивателе м число отверстийчастота вибрации стаканаразбрызгивателя в вертикальной плоскостиб 0 гц.амплитуда вибрации 0,2 мм10 охлаждающая среда воздух, водаРасплав выливается во вращающийсястакан-раэбрызгиватель, который одновременно вибрирует в вертикальной плоскости.Под действием центробежной силы и вибрации расплав вытекает в виде капель нз отверстий стакана-разбрызгивателя. Капли расплава, пролетев некоторое расстояние в воздухе, падают в воду, где кристаллиэу.ются, превращаясь в грануль, Длительность процесса истечения 5 кг расплава...
Способ получения капель металла

Номер патента: 958912
Опубликовано: 15.09.1982
Авторы: Деев, Панфилов, Платонов, Пойгин, Попель
МПК: G01N 13/00
...части колпака 3 установлен горизонтальный капилляр 5, через который металл выдавливают в шлак, повышая давление где Г б4пель сравнительно мал, Причиной слабого влияния поля на размер отрывающихся капель является то, что реактивная сила, пропорциональная скорости ЭКД; которая, в свою очередь, линейно зависит от заряда, изменяется в узких пределах. Пропускание электрического тока через поверхность растущей капли позволяет увеличить ее заряд, причем направление тока выбирают в зависимости от знака исходного заряда капли. Если на металле в электролите в отсутствие всяких полей, кроме гравитационного, ис- ходный заряд положительный, то металл следует соединить с положительным, а вспомогательный электрод - с отрицательным полюсом источника...
Способ получения карбонилов металлов хрома, молибдена и вольфрама и производство порошков этих металлов

Номер патента: 149224
Опубликовано: 01.01.1962
Авторы: Белозерский, Кричевская
МПК: C01G 1/04, C22B 34/30
Метки: вольфрама, карбонилов, металлов, молибдена, порошков, производство, хрома, этих
...и вольфрама осуществляется путем воздействия на полученные хлориды окисью углерода притемпературах 100 - 300 и давлении 250 ати и выше в присутствии восстановителя. В качестве восстановителей используются железо, медь,сплав ДОара, ал 1 оминии, маГНИЙ, цинк и дп. В Виде мелки оилокили стружки, ПередзаГрузкОЙ В реактор для достижения более ГОлногоконтакта и равномерного распределения хлориды тщательно перемешиваются с восстановителем или брикетируются.Б ходе синтеза осуществляется принудительная циркуляция реакционного газа (окиси углерода) до 7 обменов в час, Образующийсякарбонил кондеРСируется В Охла 5 кдаеых сборниках, Прямое извлечение хрома, молибдена нли вольфрама из хлорида в карбонил составляет 10 - 80%. Остатки после синтеза...
Предыдущий патент: Крышка для стопы рулонов
Следующий патент: Покровно-рафинирующий флюс ” броналит” для плавки алюминиевых бронз
Случайный патент: Шифровальный аппарат