Способ точения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1232375
Автор: Радзевич


Текст
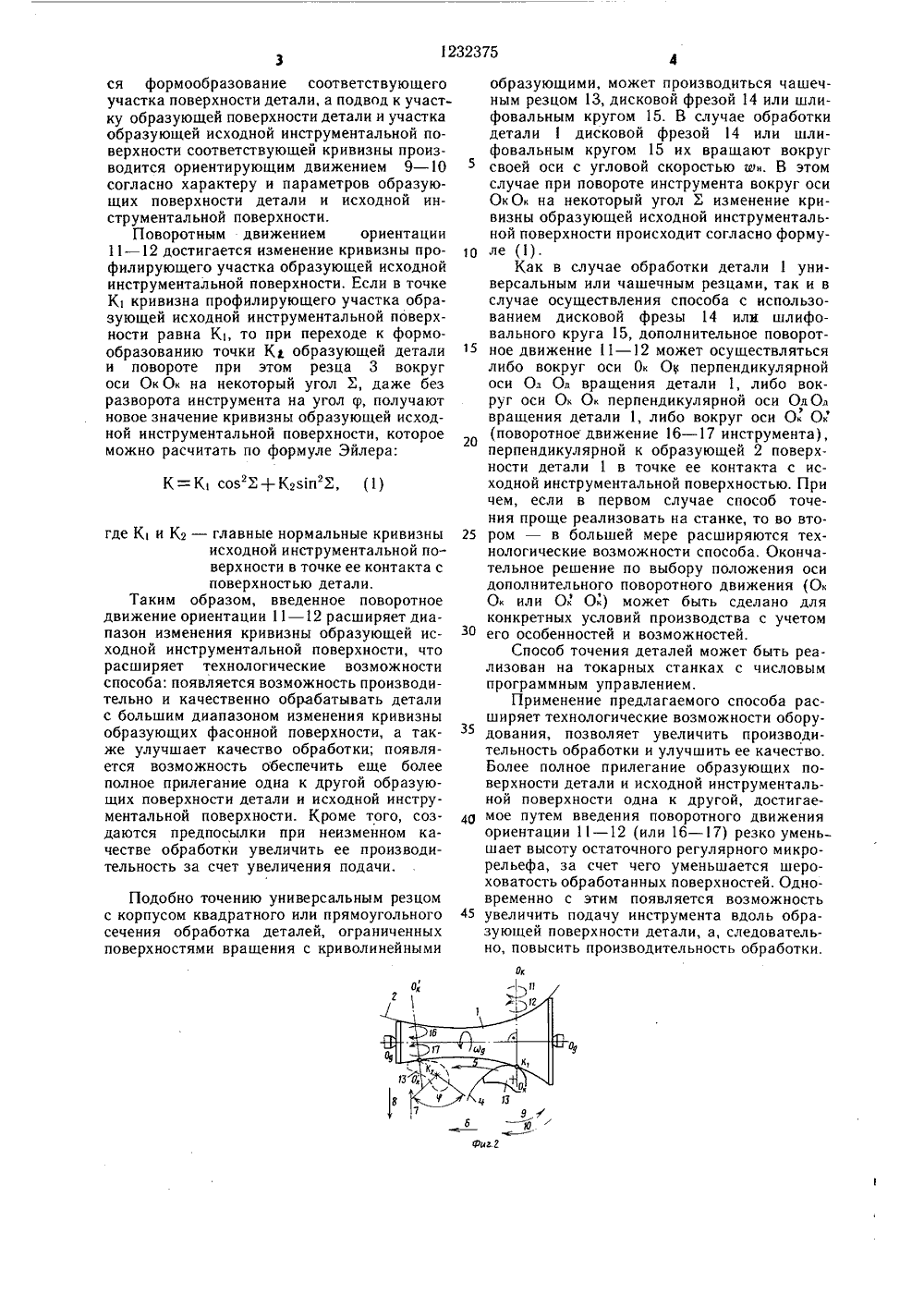
ОБРЕТЕНИ САНИ АВТОРСКОМУ СВИДЕТЕЛЬСТВ(54) (57) СПОСОБ ТОЧЕНИЯ по авт,св.1171210, отличающийся тем, что,с целью расширения его технологическихвозможностей, инструменту придают дополнительное поворотное движение вокруг оси,проходящей через точку контакта поверхности детали и инструмента и располоГОСУДАРСТВЕННЫЙ НОМИТ ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И женной в плоскости поступательного движения инструмента, при этом поворотное движение инструмента направляют в сторону наиболее полного прилегания образующих поверхности детали и поверхности инструмента.2. Способ по п. 1, отличающийся тем, что дополнительное поворотное движение инструмента осуществляют вокруг оси, перпендикулярной к оси вращения детали.3. Способ по п. 1, отличающийся тем, что дополнительное поворотное движение инструмента осуществляют вокруг оси, перпендикулярной к образующей поверхности детали.Изобретение относится к металлообработке и может быть использовано при обработке деталей с криволинейными образующими.Цель изобретения - расширение технологических возможностей способа точения деталей инструментом с монотонно изменяющейся кривизной образующей исходной инструментальной поверхности и поворачивающимся в направлении наиболее полного прилегания образующих инструмента и детали.Указанная цель достигается тем, что инструменту придают дополнительное движение поворота вокруг оси, перпендикулярной к оси вращения детали или к образующей профиля и проходящей через точку контакта поверхности детали и исходной инструментальной поверхности.Указанное поворотное движение направляют в сторону наиболее полного прилегания образующих поверхности детали и исходной инструментальной поверхности. При этом появляется возможность обрабатывать детали с криволинейным профилем с большим диапазоном изменения кривизны.На фиг. 1 показана схема точения деталей с криволинейными образующими проходным резцом с криволинейной режущей кромкой, с монотонно изменяющейся кривизной; на фиг. 2 - схема точения деталей с криволинейными образующими чащечным резцом; на фиг. 3 - схема обработки деталей с криволинейными образующими дисковой фрезой; на фиг. 4 - схема обра. ботки деталей с криволинейным профилем щлифовальным кругом.Согласно способу точения детали 1, ограниченной поверхностями вращения с криволинейной образующей 2 переменной кривизны, обработка производится резцом 3 с монотонно изменяющейся кривизной образующей 4 исходной инструментальной поверхности. Заготовке 1 придают вращение вокруг своей оси О Од с угловой скоростью а инструмент перемещают в осевой плоскости детали 1 (в плоскости чертежа фиг. 1) вдоль ее образующей 2 в направлении 5. Перемещение резца 3 вдоль образующей 2 детали 1 в направлении 5 может осуществляться путем его перемещения вдоль оси 0 Одетали 1 в направлении 6 и нормально к этому направлению к оси ООдетали 1 в направлении 7 и обратно в направлении 8. При этом инструменту придают возвратное поворотное движение ориентации 9 - 10, которое осуществляют в осевой плоскости детали 1 путем качения со скольжением образующей исходной инструментальной поверхности по образующей 2 поверхности детали 1 в направлении наиболее полного прилегания этих образующих 2 и 4 к другой и которое зависит от характера криволинейности обрабатываемой поверхности. При обработке детали 1 с монотонно изменяющейся кривизной образующей 2, движением 9 - 10 инструмента по мере перемещения вдоль образующей 2 поверхности детали 1 поворачивают монотонно в одном направлении, а при обработке детали 1 с переменным характером изменения кривизны ееобразующей (не показано), по мере перемещения инструмента вдоль образующей поверхности детали, движением 9, 10 его по 1 О ворачивают то в одном, то в противоположном направлении,Кроме того, инструменту 3 придают дополнительное поворотное движение 11 - 12,которое осуществляют вокруг оси О. О., проходящей через точку К контакта поверхности детали 1 и исходной инструментальной поверхности перпендикулярно осиО 0 вращения детали 1 и расположеннойв плоскости его поступательного движенияв направлении 5. Поворотное движение11 - 12 направляют в сторону наиболее полного прилегания друг к другу образующих2 и 4 поверхности детали 1 и исходной инструментальной поверхности.При обработке детали 1 с монотонно изменяющейся кривизной образующей 2 пово 25 ротным движением 11 - 12 инструмент по мере перемещения вдоль образующей 2 монотонно поворачивают в одном направлении,а при обработке детали 1 с переменным характером изменения кривизны ее образующей, по мере перемещения инструментаЗО вдоль образующей поверхности детали, движением 11 - 12 его поворачивают то в одном,то в другом направлении.Пример. Деталь 1 с криволинейной образующей 2 вращают вокруг оси ООс угловой скоростью ы , а инструмент с монотонно изменяющейся кривизной образующей перемещают вдоль оси детали в направлении 6 и в поперечном направлении 7или 8 и за счет движений ориентации 9 - 10и 11 - 12 поворачивают относительно дета 4 ли 1. Резец 3 при переходе от формообразования точки К образующей 2 детали 1 кформообразованию ее точки Кг поворачивают на угол р и на некоторый угол Х вокруг оси.ОО В результате этого каждый участокпрофиля образующей 2 поверхности детали 145 будет формообразован участком образующейисходной инструментальной поверхности,кривизна которого близка к кривизне соответствующего участка образующей 2. Поскольку обработка детали 1 производится инструментом с переменной кривизной обраО зуюшей исходной инструментальной поверхности, то при обработке любого профилядетали на образующей исходной инструментальной поверхности всегда можно выделитьучасток, кривизна которого минимально отличается от кривизны соответствующегоучастка образующей поверхности детали.Указанным участком образующей исходной инструментальной поверхности и производится формообразование соответствующего участка поверхности детали, а подвод к участку образующей поверхности детали и участка образующей исходной инструментальной поверхности соответствующей кривизны производится ориентирующим движением 9 - 10 согласно характеру и параметров образующих поверхности детали и исходной инструментальной поверхности.Поворотным движением ориентации 11 - 12 достигается изменение кривизны профилирующего участка образующей исходной инструментальной поверхности. Если в точке К кривизна профилирующего участка образующей исходной инструментальной поверхности равна Кь то при переходе к формообразованию точки К образующей детали и повороте при этом резца 3 вокруг оси ОкО. на некоторый угол Х, даже без разворота инструмента на угол р, получают новое значение кривизны образующей исходной инструментальной поверхности, которое можно расчитать по формуле Эйлера:К = К совХ+ Кз 1 пХ, (1)где К и К - главные нормальные кривизны 25исходной инструментальной поверхности в точке ее контакта с поверхностью детали.Таким образом, введенное поворотное движение ориентации 11 - 12 расширяет диапазон изменения кривизны образующей ис- Зо ходной инструментальной поверхности, что расширяет технологические возможности способа: появляется возможность производительно и качественно обрабатывать детали с большим диапазоном изменения кривизны образующих фасонной поверхности, а также улучшает качество обработки; появляется возможность обеспечить еще более полное прилегание одна к другой образующих поверхности детали и исходной инструментальной поверхности. Кроме того, соз даются предпосылки при неизменном качестве обработки увеличить ее производительность за счет увеличения подачи.Подобно точению универсальным резцом с корпусом квадратного или прямоугольного 45 сечения обработка деталей, ограниченных поверхностями вращения с криволинейными образующими, может производиться чашечным резцом 13, дисковой фрезой 14 или шлифовальным кругом 15. В случае обработки деталидисковой фрезой 14 или шлифовальным кругом 15 их вращают вокруг своей оси с угловой скоростью в. В этом случае при повороте инструмента вокруг оси Ок О. на некоторый угол Х изменение кривизны образующей исходной инструментальной поверхности происходит согласно формуле (1).Как в случае обработки детали 1 универсальным или чашечным резцами, так и в случае осуществления способа с использованием дисковой фрезы 14 или шлифовального круга 15, дополнительное поворотное движение 11 - 12 может осуществляться либо вокруг оси 0 О перпендикулярной оси ООд вращения детали 1, либо вокруг оси О. О. перпендикулярной оси ОдОд вращения детали 1, либо вокруг оси ООк (поворотное движение 16 - 17 инструмента), перпендикулярной к образующей 2 поверхности детали 1 в точке ее контакта с исходной инструментальной поверхностью. При чем, если в первом случае способ точения проще реализовать на станке, то во втором - в большей мере расширяются технологические возможности способа. Окончательное решение по выбору положения оси дополнительного поворотного движения (О. Оили ОО) может быть сделано для конкретных условий производства с учетом его особенностей и возможностей.Способ точения деталей может быть реализован на токарных станках с числовым программным управлением.Применение предлагаемого способа расширяет технологические возможности оборудования, позволяет увеличить производительность обработки и улучшить ее качество. Более полное прилегание образующих поверхности детали и исходной инструментальной поверхности одна к другой, достигаемое путем введения поворотного движения ориентации 11 - 12 (или 16 - 17) резко умень шает высоту остаточного регулярного микрорельефа, за счет чего уменьшается шероховатость обработанных поверхностей. Одновременно с этим появляется возможность увеличить подачу инструмента вдоль образующей поверхности детали, а, следовательно, повысить производительность обработки.ОкавловК П ИИПИ Гопо делам113035, Москва лиал ППП Па едактор Н. Данкулиаказ 2500/12ВН комитета и открыти шская наб., род, ул. Пр рректор С. ЧписноеССР д. 4/5ектная, 4
СмотретьЗаявка
3789955, 13.09.1984
РАДЗЕВИЧ СТЕПАН ПАВЛОВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: точения
Опубликовано: 23.05.1986
Код ссылки
<a href="https://patents.su/4-1232375-sposob-tocheniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ точения</a>
Устройство для контроля отклонения от перпендикулярности поверхностей детали относительно ее оси

Номер патента: 1427161
Опубликовано: 30.09.1988
МПК: G01B 5/245
Метки: детали, оси, отклонения, относительно, перпендикулярности, поверхностей
...5 и 6, расположенными вбиссекторной плоскости призмы 1 перпендикулярно ее основанию. В призме1 на оси 7 шарнирно установлен рычаг8 с возможностью поворота в биссекторной плоскости призмы 1, На зтойже оси 7 симметрично рычагу 8 шарнирно установлен рычаг 9, который также имеет возможность поворота в биссекторной плоскости призмы 1. Одниплечи рычагов 8 и 9 контактируют сизмерительными стержнями 5 и 6, а 30другие - с проверяемыми поверхностями(не показаны).На концах плечей рычагов 8 и 9,предназначенных для контактированияс проверяемыми поверхностями, выполнены по две контактные площадки 10(фиг,2), расположенные в биссекторной плоскости призмы 1. Рычаг подпружинен и имеет возможность перемещенияв биссекторной плоскости призмы 1....
Способ ориентирования сложной поверхности детали на столе станка с чпу

Номер патента: 1442371
Опубликовано: 07.12.1988
Автор: Радзевич
МПК: B23Q 15/007
Метки: детали, ориентирования, поверхности, сложной, станка, столе, чпу
...)где Х,У,Е " координаты текущейточки на формообраэуемом отсеке. поверхности1 детали 210, 7 " криволинейные (гауссовы) координаты наФормообразуемом отсекеповерхности 1 деталиг,то уравнение единичной нормали ортанормали) й в произвольной точке наповерхностизапишется такф.1442371 ах аед ахи . й 2 ач ж ац, ач,соз -(4) ах ат ач йах ауФа 0,1 ЮИскомое положение нормали п (2)приближенно можно определить так,Проекп по отсека 1 на координатнуюплоскость ХУ разбивают равномернойсетью, в узлах которой определяют координату Е текущей точки поверхности1, после чего в каждой такой точкеповерхности 1 по Формуле (2) находяторт нормали й к поверхности 1. Далее по формулам (3) в . (5) рассчитывают значения углов Ы, р,наклонаорта нормали й к координатным...
Способ шлифования профильной поверхности детали

Номер патента: 703311
Опубликовано: 15.12.1979
Авторы: Булавкин, Коклин, Курзель, Лебединский, Ярков
МПК: B24B 19/12
Метки: детали, поверхности, профильной, шлифования
...Во всех положениях детали 1относительно шлифовального кругл 3 нор 1маль 8 проходит через центр 4 (см.фиг. 1-4),При повороте детали 1 нормаль 8 располагается под переменным углом к прямой А-А (см. фиг, 2), затем совпадаетс ней на участке, у которого центр кривизны контура 2 совпадает с центром 5(см. фиг. 3), затем снова располагается под переменным углом к прямой А-А(см. фиг. 4) и т,д,Во всех положениях детали 1, считалпо углу поворота, ее центр 5 совмещаютс прямой; проходящей через точку 7параллельно исходной прямой А-А; в положении, показанном на фиг. 2, центр 5совмещают с прямой Б-Б, на фиг. 3 - спрямой А-А, на фиг, 4 - с прямой В-Ви т.д,Для того, чтобы совместить центр 5с прямой, проходящей через точку 6 параллельно прямой А-А,...
Способ контроля отклонения формы поверхности детали

Номер патента: 938008
Опубликовано: 23.06.1982
МПК: G01B 11/25, G01B 9/021
Метки: детали, отклонения, поверхности, формы
...точек в заданном сечении поверхности, ню при условии обязательного определения расстояч ф ния от точечных источников до даннои точки контролируемой поверхности 23 .Однако такое определение требует привлечения специальных методов и приспособлений для измерения расстояний между точками. Кроме того, оп- в ределение расстояния от ъочечных источников до базовых точек детали, всегда осуществляется с некоторой погрешностью, равной сумме погрешности собственно измерения расстоя- ы ния и погрешности задания базовых точек. Это обстоятельство снижает точность контроля отклонения Формы 4детали, Необходимость определениярасстояния от точечных источников добазовых точек также снижает производительность контроля отклоненияФормы.Низкие точность и...
Способ измерения поверхности детали

Номер патента: 1803714
Опубликовано: 23.03.1993
МПК: G01B 5/20
Метки: детали, поверхности
...из точек поверхности детали, а также с одной из точек наконечника контактного измерительного преобразователя или с рабочей точкой луча бесконтактного измерительного преобразователя,Линия точек взаимодействия преобразователя с поверхностью, т.е, лежащая на поверхности детали траектория точки А, характеризуется направлением отдельных участков, Направление текущего участка этой линии определяется касательной к ней в текущей точке и совпадает с направлением результирующего вектора Чд скорости точки А. Он представляет собой сумму трех векторов; Чд - скорости точки А во вращении преобразователя вокруг аси 6, Чп - скорости поступательного движения преобразователя, и Чу - скорости перемещения точки А относительно корпуса 4 измерительного...
Предыдущий патент: Установка для получения металлических порошков
Следующий патент: Способ подачи инструмента
Случайный патент: Устройство для передачи и приема пневматических сигналов