Способ получения заправочного порошка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
С 0103 СОВЕТСНИХООЮЦЗСМеп 4 ИжРЕСПУБЛИК ЯО 4 В 35 04 ИЯ Ц;,.Баъд САНИЕ ИЗОБРЕТ ователь неупор.Б. ХорошавиСизов, А.А. ые изделия,таллургия,0; УДАРСТВЕННЫЙ КОМИТЕТ СССРДЕЛАМ ИЭОБРЕТЕНИЙ И ОТНРЬГГИ Н АВТОРСНОМУ СВИДЕТВЪС.ский и проектный институтной промышленности(54)(57) СПОСОБ ПОЛУЧЕНИЯ ЗАПРАВОЧНОГО ПОРОПЕА путем обжига магнезита,измельчения обожженного материалаисмешения его со спекаюшей добавкой -жидким стеклом, о т л и ч а ю щ и йс я тем, что, с целью повышения спекаемости заправочного порошка, смесь ь- обожженного материала и спекающейдобавки брикетируют, о 6 жигают при500-1100 С и измельчают.217Изобретение относится к огнеупорной промьвпленности, а именно к получению заправочных порошков магнеФэивльного состава для металлургичес-. ких агрегатов, например, мартеновских и электросталеплавнльных печей,Цель изобретения - повышение спекаемости заправочного порошка.Наличие обжига брикетированной смеси магнеэитового порошка с жидким 10 стеклом при 500-1100 С обеспечивает повышение спекаемости заправочного порошка вследствие образования н процессе обжига на поверхности зерен оксида магния тонких пленок натриево ,1 сагнйавых,силикатов типа НаО МяО810, которые при введении порошка в зону высоких температур сплавляются и, благодарясвоим высоким адге" зионным свойствам, способствуют тнер дофвзному спеканию зерен заправочного порошка между собой и с футеровкой ремонтируемого агрегата.Выбор температур обжига смеси обожженного магнезита с жидким стек лом обусловлен необходимостью получения пленок натриевомагниевых силикатон на зернах оксида магния, обеспечивающих хорошее их спекание.Так, при температурах обжига ниже 500 С натриймагнийсиликатные пленки не образуются, вследствие чего спекаемость получаемого заправочного порошка не улучшается. Ведение обжи"о га при температуре выше 1100 С эконо 35 мически нецелесообразно, так как толщина пленок не увеличивается, а рас" .ход энергии существенно возрастает, При этом обжиг н заданном интервале температур позволяет испольэовать ,тепло отходящих газов, например, от печей по обжигу магнезита.Изобретение осуществляют следую" щим образом.Сырой магнезит обжигают во вра" щающейся печи при 600-100 С в тече ние 4 ч и после охлаждения измельчают до фракций менее О мм. Затем иэ" мельченный магнезит смешивают с жидким стеклом и плотностью 1,201,45 г/смэ в количестве 5-18 масЛ от общего количества смеси, Из полу" ченной смеси готовят различными спо" собами брикеты, которые обжигают пр500-1100 С и измельчают до чернового .состава, аналогично зерновому составу обожженного магнезита (фракции,О мм. Технологические параметры примеров выполнения способа приведе 485 1ны н таблице. Для сраннения приведены данные по известному способу,Спекаемость заправочных порошковоценивали двумя методами.,По первому методу оценку спекаемости производят по линейным изменениям высоты слоя порошков, уложенныхна подложки из кирпича. Высота слоя10 мм,соответствует высоте слоя,наносимого при ремонтах технологических агрегатов,Подготовленные пробы нносят в рабочее пространство муфельной печипри 1000 С и выдерживают 2 ч, Послеохлаждения замеряют высоту слоя порошков,По второму методу оценку спекаемости производят по механическойпрочности - пределу прочности насжатие образцов; изготовленных иззаправочных порошков, Образцы в форме цилиндров 350 мм и 1=50 мм гото"нят методом прессования при удельномдавлении 80,0 МПа и обжигают при1000"1600 С.У обожженных образцов определялнВпо ГОСТ 4071-80,Свойства заправочных порошков попоказателю Б приведены в таблицеИэ таблицы видно, что линейныеизменения слоя, выполненного из по-рошка, изготовленного по предлагаемому способу, практически отсутствуют, в примерах (4-6) наблюдаетсярост до 157, вследствие раэрыхленияслоя в период испарения влаги,Это подтверждает лучшую спекаемость порошка, полученного предлагаемым способом, так же как н повышениемеханической прочности.обраэцав 1-3по сравнению с образцами 4-6,Спекающая добавка - жидкое стекло, является недефицитной, относительно недорогой и обеспечивает эффективность спекання заправочногопорошка, изготавливаемого предлагаемым способом,Предлагаемый способ получения заправочного порошка позволяет повысить спекаемость, в результате чего улучшается стойкость ремонтируемых участ" ков футеронкк. Прн этом уменьшаются потери. заправочных материалов при ремонтах футеровок тепловых агрега" тов по сравнению с использованием материалов, полученных по известному способуь Запрввочный порошок может быть использован также в качестве7485 4ем оксида калЬция, например, магнези товые свары, что способствует сокращению острого дефицита в магнезиальном сырье,3 12 заполнителя при производстве огнеупорных бетонов. В качестве магие" зиального сырья можно применять некондиционное сырье с высоким содерюаниУВ Зерновой состав по фракпп циям, мас.ХСпособ Метод из"гот. "бриттов 8 мм 1-8 мм менее мене1 мм 0,1 редлааемый 1,45 0 15 Неопре- делен- ный Прессо ванием ВибрациейЛитьем 1 О 10 20 25 0 5 1,20 Известный 15 70 Неопределен 10 10 1,3 6 5 20 2 2 Продолжение таблицы е пекаемость заправочных порошков бемс сжатия МПа об, разцов-цилиндр.,Линейные изменения слоя порошков по высоте, + Й г иетоС После обжига 1600 С осле бжига 000 С Предла гаемый 10,5 32,0 0 и усадк("233) ("283 Темп. обжига образцов цилиндров, С Количествовводимогожидкогостекла кобщей массе смеси,мас.Х Плотностьжидкогостекла,г/смПродолжение таблицыв вел 4 Юф аСпекаемость эаправочных пороевовеа4 ВФ Линейные нэменения слоя по-рошков по высоте, й Х МПа об" ов,ов,Иэвестнцй 5 600 С 25,3-193 26,81-2 ЗЖ) 6. елей по сравнению с пороаком аналогичного эеонового ного по предлагаемому способу в примерах 1"3. Снижение покаэа состава, выполи Составитель Л. Ву актор Н. Воловик Техред Т. Дубиичак/1 Тираж 640 ВНИИПИ Государственного по делам иэобретений 113035, Москва, Ж-З 5, Рэ 1 Подписи оССР ткрыткая ийаб., д. 4/5 илиал ППП Патент", г. Ужгород, ул, Проектная, 4 Темп,обжигаобраэцов еслс сиатираэцовПослеобжига1000 С ослебанга 600 С
СмотретьЗаявка
3567791, 24.03.1983
ВОСТОЧНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ ОГНЕУПОРНОЙ ПРОМЫШЛЕННОСТИ
СПРЫГИН АНАТОЛИЙ ИВАНОВИЧ, ХОРОШАВИН ЛЕВ БОРИСОВИЧ, САВЧЕНКО ЮРИЙ ИВАНОВИЧ, СИЗОВ ВЛАДИМИР ИВАНОВИЧ, КУЗЬМИН АНАТОЛИЙ АЛЕКСАНДРОВИЧ, МАРТЫШКО ГЕННАДИЙ ИВАНОВИЧ
МПК / Метки
МПК: C04B 35/04
Метки: заправочного, порошка
Опубликовано: 15.03.1986
Код ссылки
<a href="https://patents.su/4-1217485-sposob-polucheniya-zapravochnogo-poroshka.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения заправочного порошка</a>
Машина для нанесения защитного слоя из быстротвердеющей смеси на футеровку прибыльных надставок изложниц

Номер патента: 144967
Опубликовано: 01.01.1962
Автор: Зиновьев
МПК: B22D 45/00, B22D 7/10
Метки: быстротвердеющей, защитного, изложниц, надставок, нанесения, прибыльных, слоя, смеси, футеровку
...6 предназначен для хранения и выдачи смеси, которая, попадая в полость, между шаблоном-пуансоном 4 и утеплителем 1 образует защитный слой, В качестве смеси для создания слоя могут быть применены сос 1 авы из 92 формовочного песка, 6 - 8% жидкого стекла и 110 едкого натра или - из 95% формовочного песка с 5% пульвербакеллита. После введения в полость надставки шаблона-пуансона 4, последний подводит ее вплотную к пескодувной головке 7. Далее включают воздушную головку 8 и сжатым воздухом (2 - 3 атм) из пескодувной головки 7 переводят порцию смеси в полость межд пуансоном и утеплителем. Затем поддон,144967 на котором установлен утеплитель, опускают на 10 - 15 .я,я и утепли- тель силой собственного веса уплотняет слой смеси, повиснув на...
Способ обжига огнеупорного порошка

Номер патента: 951047
Опубликовано: 15.08.1982
Авторы: Борисова, Гапонов, Коптелов, Кукушкин, Мезенцев, Равочкин, Симонов
МПК: F27B 7/28
Метки: обжига, огнеупорного, порошка
...режим обжига, непрерывнымпотоком вводят магнезит с добавкойсидерита в количестве 0,5- 6 мас.%магнезита. Сйдерит является разновидностью железной руды с примесью железного шпата, минералов класса карбонатов, магния и кальция и может быть использован в виде отходов металлургий,Заказ 5927/43 Тираж 645 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений иоткрытий113035, Москва, Ж, Раушская наб д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Результаты производственных испытаний вращающейся печи диаметром 3,6 м и длиной 90 мм с обновленной после капитального ремонта Футеровкой в зоне обжига показывают, что способ обеспечивает образование прочного, равномерного и иэносостойкого защитного слоя - навара, который...
Устройство для обжига порошко-образных материалов

Номер патента: 847910
Опубликовано: 15.07.1981
Автор: Ярн
МПК: C04B 7/44
Метки: обжига, порошко-образных
...и подогревается.Затем подогретый в циклонах материал подается в кальцинатор 14, причемиз циклона 7 материал поступает непосредственно в кальцинатор 14, аиз циклона 3 по трубопроводу 15 игазоходу 10 в циклон 7 и далее вкальцинатор 14,После обработки в кальцинаторе 14материал поступает в отделитель 13,где освобождается от газов и паров,подается во вращающуюся печь 9 наокончательную обработку и далее вохладитель 11. Охлаждение производится воздухом, который потом освобождается для предварительной обработки материала в ветви, содержащейкальцинатор 14,Соединение последнего циклона ветви, содержащей кальцинатор с газоходом печи, позволяет подавать материал, содержащий малое количествопримесей, из ветви с кальцинаторомв ветвь,...
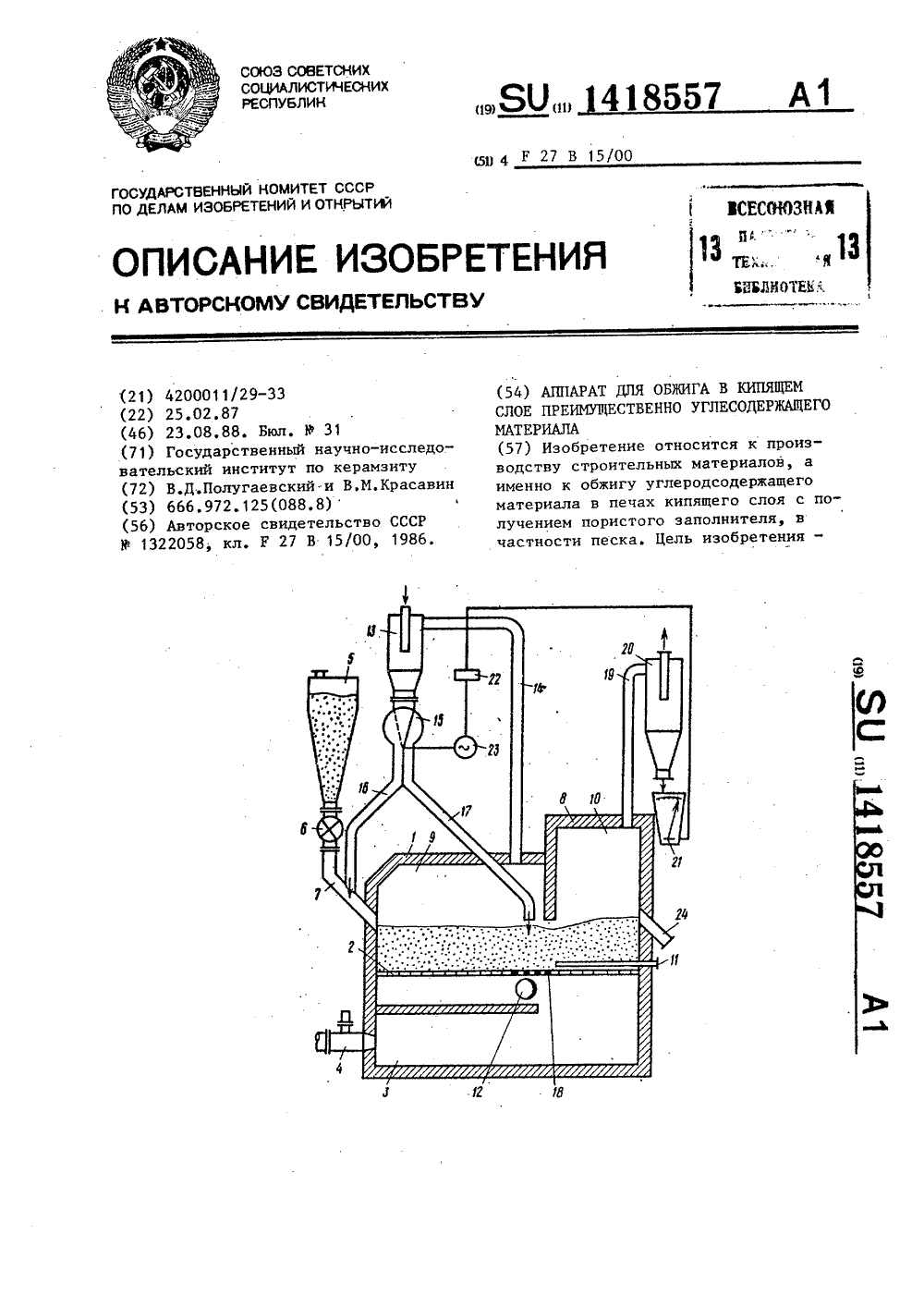
Аппарат для обжига в кипящем слое преимущественно углесодержащего материала
Номер патента: 1418557
Опубликовано: 23.08.1988
Авторы: Красавин, Полугаевский
МПК: F27B 15/00
Метки: аппарат, кипящем, обжига, преимущественно, слое, углесодержащего
...осуществляют подачейтоплива через горелку 11. После вспучивания гранулы выгружаются через устройство 24.Частицы размером менее 1,25 мм выносятся из слоя эоны 9 термоподготовки с потоком газов циклона 13 и либо через разгрузочную трубу 16 уловленные частицы возвращаются в загрузочное устройство 7, либо через разгрузочную трубу 17 поступают в зону 9 термоподготовки над участком 18 газо- распределительной решетки 2, откуда частицы перетекают со слоем в зону 10 обжига, в которой мелкая фракция материала с дымовыми газами через газоход 19 улавливается в циклоне 20, откуда поступает на весоизмерительное35 устройство 21. Последнее посылает сигнал регулирующему прибору 22, от. которого сигнал поступает на исполнительный механизм 23...
Способ регулирования процесса обжига в печах с кипящим слоем

Номер патента: 1649229
Опубликовано: 15.05.1991
Авторы: Вердиян, Воронков, Гончаров, Ковшарь, Мелихова
МПК: F27B 15/18
Метки: кипящим, обжига, печах, процесса, слоем
...= 0,17,2Ог= 2 310 =0,23соответственно для плотного слоя 230 и300 мм.Работа реактора с рациональной высотой плотного слоя от 200 до 300 мм происходит в оптимальном режиме обжига привеличинах дисперсий в диапазоне 0,160,23, выход за пределы которого приводит кснижению коэффициента использованиятеплоносителя в кипящем слое,Экспериментальными исследованиямиустановлено; что постоянная составляющаясопротивления слоя характеризует количество материала в слое, а величина дисперсии сопротивления слоя - порозность слоя,интенсивность его кипения, тепломассообмена. Указанные параметры позволяют выбрать наиболее рациональный режимкипящего слоя для технологического процесса обжига клинкера,Величина сопротивления слоя измеряется с помощью отборных...
Предыдущий патент: Осадительная центрифуга
Следующий патент: Завихритель-коагулятор
Случайный патент: Контактная паста для ультразвуковойдефектоскопии