Способ изготовления спеченных деталей из композиционных материалов на основе бронзы, содержащих твердую смазку
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
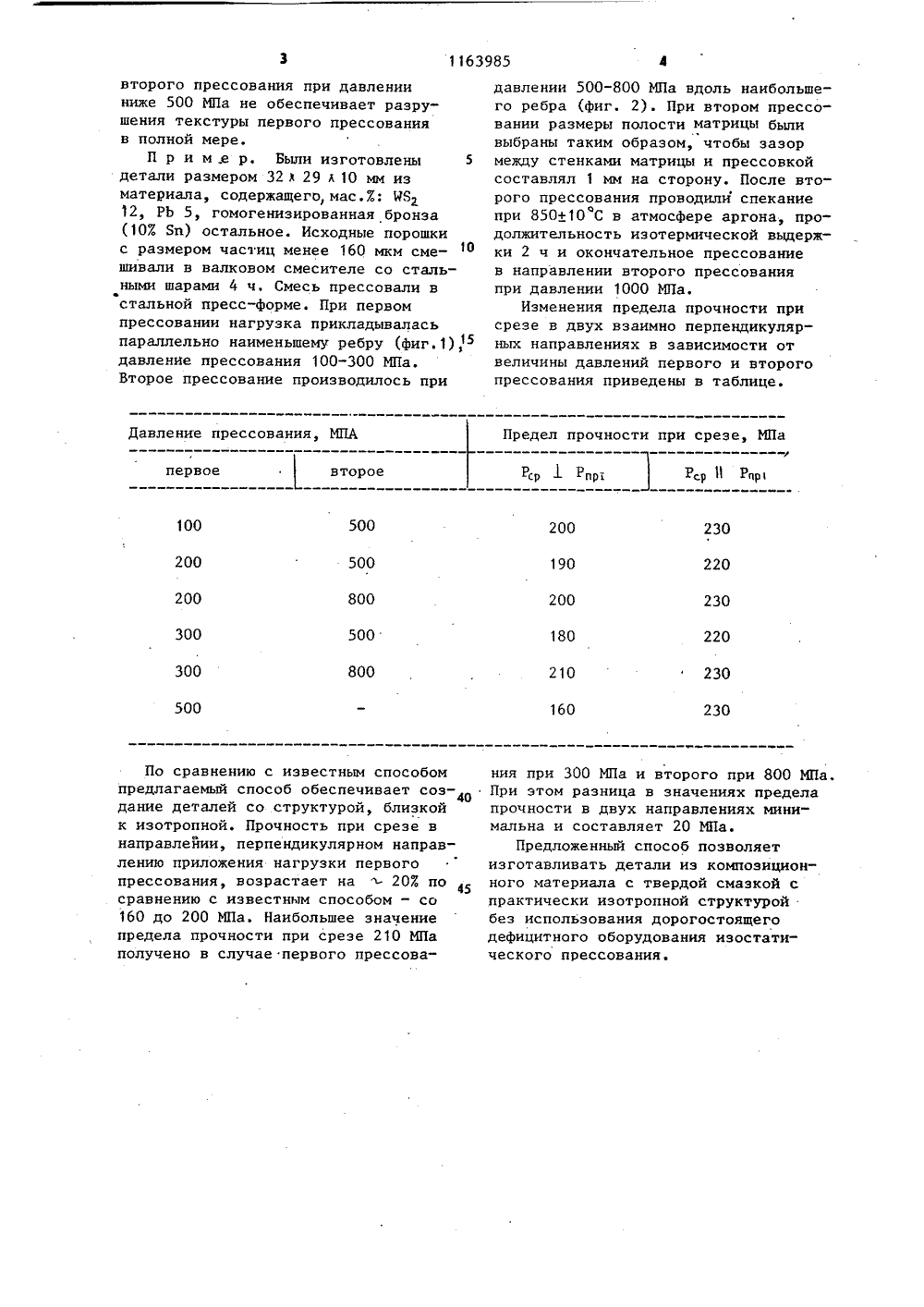
.С.Лебедетанаев ь нсон Г.А. .: МеталССР 974,ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ИСАНИЕ ИЗОБР ВТОРСКОМУ СВИДЕТЕЛЬСТВ(54) (57) СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ДЕТАПЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ БРОНЗЫ, СОДЕРЖАЩИХТВЕРДУЮ СМАЗКУ, включакщий предвари"тельное прессование, спекание полученной заготовки и ее окончательноепрессование, о т л и ч а ю щ и й с ятем, что, с целью повышения прочности, предварительное прессование осуществляют дважды последовательно вдвух взаимно перпендикулярных яаправ"лениях при усилии первого прессования 100-300 МПа и второго - 500800 МПа, а окончательное прессованиепроводят в направлении второго прессования.Изобретение относится к порошковой металлургии и может быть использовано в электротехнической и приборостроительной промышленностях, в частности при изготовлении шестерен с торцовым зацеплением из композиционных материалов сухого трения.Известен способ изготовления деталей с использованием метода изостатического прессования. Материал деталей, изготовленных этим способом, имеет изотропную структуру и свободен от недостатков, связанных с анизотропией, обусловленной ориентированным расположением частиц при одноосном сжатии в пресс-форме и проявляющейся в неодинаковых значениях прочностных характеристик в разных направлениях 11.Однако промышленное применение этого способа часто затруднено, особенно при изготовлении крупногабаритных изделий из-за отсутствия специального сложного оборудования.Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления спеченных деталей из композиционных материалов на основе бронзы, содержащих твердую смазку, включающий смешение порошков исходных материалов, предварительное прессование заготовок, спекание и их окончательное прессование 21 Однако для деталей, изготовленных таким образом, характерна анизотропия структуры и свойств, возникающая вследствие того, что под воздействием нагрузки, прикладываемой при прессовании, частицы твердой смазки ориентируются так, что их плоскость скольжения перпендикулярна направлению приложения нагрузки. При этом разница значений предела прочности при срезе в двух взаимно перпендикулярных направлениях достигает 303. Пониженная прочность в направлении, перпендикулярном приложению нагрузки при прессовании, сказывается особенно отрицательно, когда оно совпада" ет с направлением приложения нагрузки при эксплуатации деталей. Например, у шестерен с торцовым зацепле" нием анизотропия структуры оказывает неблагоприятное влияние, облегчая сдвиг зубьев в направлении приложения передаваемого момента.10 50 55 20 25 30 35 40 45 Поставленная цель достигается тем, что согласно способу изготовления спеченных деталей из композиционных материалов на основе бронзы, содержащих твердую смазку, включающему предварительное прессование,спекание полученной заготовки и ееокончательное прессование, предварительное прессование осуществляютдважды последовательно в двух взаимно перпендикулярных направлениях при усилии первого прессования 100- 300 МПа и второго - 500-800 МПа, а окончательное прессование проводят в напрвлении второго прессования.В результате второго прессования происходит разрушение структуры, полученной после первого прессования, для которой характерна преимущественная ориентировка частиц твердой смазки (текстура). Двойное последовательное прессование позволяет получать детали со структурой, близкой к изотропной, тогда как структура детали, изготовленной обычным способом, анизотропна и представляет собой металлическую матрицу, в которой расположены частицы твердой смазки, ориентированные плоскостью базиса перпендикулярно направлению приложения нагрузки при прессовании. Снижение степени анизотропии приводит к повышению прочностных характеристик материала детали в направлении, перпендикулярном направлению первого прессования, до уровня, близкого к значениям этих характеристик в направлении, параллельном направлению первого прессования.На фиг. 1 и 2 приведены схемы приложения нагрузки при первом и втором прессовании соответственно.Граничные значения величин давле- ний первого и второго прессования установлены исходя из следующего. При величине давления первого прессования ниже 100 МПа не обеспечивается прочность прессовки, необходимая для переноса ее в прессформу второго прессования. Увеличение давления первого прессования выше 300 МПа требует для разрушения текстуры повьппения давления второго прессования свыше 800 МПа, что нетехнологично из-за возможной поломки пресс-инструмента вследствие высоких удельных нагрузок. Проведение163985 Рср 1 Р 1 Р первое 500 100 200 230 220 200 500 190 800 200 200 230 300 500 180 220 300 800 210 230 500 160 230 второго прессования при давлении ниже 500 МПа не обеспечивает разрушения текстуры первого прессования в полной мере.П р и м .е р. Были изготовлены 5 детали размером 32 ю 29 ь 10 мм из материала, содержащего,мас. : ИЯ 12, РЬ 5, гомогенизированная бронза (10 Яп) остальное. Исходные порошки с размером частиц менее 160 мкм смешивали в валковом смесителе со стальными шарами 4 ч, Смесь прессовали в стальной пресс-форме. При первом прессовании нагрузка прикладывалась параллельно наименьшему ребру (фиг.1),15 давление прессования 100-300 МПа.Второе прессование производилось при Давление прессования, МПА По сравнению с известным способом предлагаемый способ обеспечивает соэдание деталей со структурой, близкой к изотропной. Прочность при срезе в направлейии, перпендикулярном направлению приложения нагрузки первого прессования, возрастает на - 20 по 45 сравнению с известным способом - со 160 до 200 МПа. Наибольшее значение предела прочности при срезе 210 МПа получено в случае первого прессовадавлении 500-800 МПа вдоль наибольшего ребра (фиг. 2). При втором прессовании размеры полости матрицы были выбраны таким образом, чтобы зазор между стенками матрицы и прессовкой составлял 1 мм на сторону. После второго прессования проводили спекание при 850+10 С в атмосфере аргона, продолжительность изотермической выдержки 2 ч и окончательное прессование в направлении второго прессования при давлении 1000 МЛа.Изменения предела прочности при срезе в двух взаимно перпендикулярных направлениях в зависимости от величины давлений первого и второго прессования приведены в таблице. Предел прочности при срезе, МПа Р Рср . Рпрния при 300 МПа и второго при 800 МПа. При этом разница в значениях предела прочности в двух направлениях минимальна и составляет 20 МПа.Предложенный способ позволяет изготавливать детали иэ композиционного материала с твердой смазкой с практически изотропной структурой без использования дорогостоящего дефицитного оборудования изостатического прессования.1163985 Рпф 1 Рар 2 Заказ 4130/9 Тираж 747 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Рьушская наб., д.4/5 Филиал ППП "Патент", г.ужгород, ул.Проектная,4 Составитель Т.ШевелеваРедактор Н.Горват Техред И,АсталошКорректор М.Самборская
СмотретьЗаявка
3574110, 05.04.1983
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЭЛЕКТРОМЕХАНИКИ
ВАЛАКИНА ВАЛЕНТИНА МИХАЙЛОВНА, ЛЕБЕДЕВ НИКОЛАЙ СЕРГЕЕВИЧ, МЕМЕЛОВ ВЕНИАМИН ЛАЗАРЕВИЧ, РАСТАНАЕВ ИГОРЬ ДМИТРИЕВИЧ, ОСИПОВА ЕЛЕНА ГЕННАДЬЕВНА
МПК / Метки
МПК: B22F 3/16
Метки: бронзы, композиционных, основе, смазку, содержащих, спеченных, твердую
Опубликовано: 30.06.1985
Код ссылки
<a href="https://patents.su/4-1163985-sposob-izgotovleniya-spechennykh-detalejj-iz-kompozicionnykh-materialov-na-osnove-bronzy-soderzhashhikh-tverduyu-smazku.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления спеченных деталей из композиционных материалов на основе бронзы, содержащих твердую смазку</a>
Стенд для испытания изделий на ударные нагрузки, действующие по взаимно перпендикулярным направлениям

Номер патента: 1201707
Опубликовано: 30.12.1985
Авторы: Агеев, Красовский, Степанов, Сурин
МПК: G01M 7/00
Метки: взаимно, действующие, испытания, нагрузки, направлениям, перпендикулярным, стенд, ударные
...массы и углом подъема маятника 8, который устанавливается подъемным устройством 11 с помощью троса 10 в соответствующее положение, Платформа 6 с испытуемым изделием 7 в исходном состоянии подвешена с помощью трех тяг 3, крепящихся шаровыми опора 5 10 15 20 25 30 35 40 45 50 55 ми 4 и 5 к раме 2, и находится над электромагнитным тормозом 27. Электромагнитный тормоз 27 представляет собой соленоид, магнитное поле которого ориентирует в заданный момент платформу 6 с испытуемым изделием 7, являющуюся для соленоида магнитным сердечником, в строго определенное (первоначальное) положение. Подвеска позволяет платформе 6 оставаться все время параллельной основанию 1 стенда. После освобождения замка 9 маятник 8 производит удар по платформе 6....
Механизм прессования для машины литья под давлением с горячей камерой прессования

Номер патента: 474394
Опубликовано: 25.06.1975
Авторы: Антонов, Гендлер, Глушков, Козловский, Новосельцев
МПК: B22D 17/02
Метки: горячей, давлением, камерой, литья, механизм, прессования
...поверхности винта.На фиг. изображен механизм прессования,продольный разрез; на фпг. 2 - предохранительньш стакан, общий вцд; на фиг. 3 - взаимное расположение прорезей и перемычек 10 между двумя смежными кольцами.,Чеханизм прессования содержит плитупрессования 1, сопло 2, гузнек 3, установленный на А-образной раме 4, упорную пяту б и термокомпенсационный узел, включающп ( предохранительный стакан б, выполненный в виде кольцевой прорезво 1 пружины растяжсння, имеющий бурт , калиброванные на разрушение критическим усилием сеченпями перемычек 8 между смежными кольцами 9, траверсу 10, установленную на стяжках 11, винт 12 с направляющей цилиндрической поверхностью 13 и упором 14, п тарельчатые пружины 15.Расплавленный металл, проходя...
Механизм прессования для машины литья под давлением с горячей камерой прессования

Номер патента: 605679
Опубликовано: 05.05.1978
Авторы: Глушков, Моисеев, Перепелица
МПК: B22D 17/04
Метки: горячей, давлением, камерой, литья, механизм, прессования
...камеру прессования с тиглем 10, который заполнен жидким сплавом 11, и прессующий плунжер 7, на поверхности которого выполнен вдоль его образующей паз 12, имеющий наклонную, например, винтовую боковуюповерхность. Муфта 6 установлена в направляюшей втулке 13, которая посредством зубчатой передачи 14 может поворачиваться в расточке корпуса 4. на некоторый угол, передавая вращение через цшонку 15 муфте 6 и плунжеру 7. На корпусе 4 размещена шкала 16, на которой указывается объем впрыскиваемого сплава, а на втулке 13 - указатель 17.При работе прессуюший плунжер 7, перемешаясь в стакане 8 вниз, вытесняет сплав через отверстие 9 в тигель. 10 до тех порпока, наклонная поверхность паза 12 не перекроет отверстие 9, после чего объем сплава,...
Механизм прессования машины для литья под давлением с горячей камерой прессования

Номер патента: 628993
Опубликовано: 25.10.1978
Авторы: Виштак, Глушков, Малюк, Моисеев, Юрченко
МПК: B22D 17/10
Метки: горячей, давлением, камерой, литья, механизм, прессования
...и материалом пресс-плунжера и стакана и значительной температуры. При замене пресс-плунжера также необходимо вывести его из камеры прессования. Для этого снимаются крышка муфты и муфта, шток прессуюшего цилиндра перемещается вниз, пресс-плунжер соединяется со штоком цилиндра специальной укороченной муфтой, шток цилиндра перемеШается ввср - прсссплунжер выводится из камеры прессования.Таким образом, несмотря на наличие соединительной муфты, замена пресс-плунжера из-за ограниченного хода его вверх - прой. В результате значтельно простои машины и, следоается ее производительность обслуживание.ретения является повыпенис ости машины.;я набл, ун П оз 4,5тнанс ручным правлением и блокировочный концевой выкл,атель 11.Механизм прессования...
Механизм прессования машин для литья под давлением с горячей камерой прессования

Номер патента: 706190
Опубликовано: 30.12.1979
МПК: B22D 17/10
Метки: горячей, давлением, камерой, литья, машин, механизм, прессования
...6 прессования, гидроцилиндр 7 с поршустановленный согидроцилиндра 1 прес- роны поршневой полости,в которую входит шток 9 дополнительного гидроцилиндра 7, Шток 9 выполняет роль ограничителя хода поршня2 и пресс-плунжера 5, Для управлениядополнительным гидроцилиндром 7 служит распределитель 10 управления ивентиль 11 (регулирующий скоростьдвижения поршня 8 и при полном закрытии блокирующий его движение), Работой основного цилиндра управляет распределитель 12 управления, Х распределителям подведено давление рабочейждкости от насосов (через клапаны13 и 14), а также от. разделителя 15,соединенного с аккумулятором 16 черезвентиль 17, Штоковая полость цилиндра прессования через обратный клапан18, распределитель 10 управления идроссель 19 связана...
Предыдущий патент: Устройство для прессования металлических порошков
Следующий патент: Пресс-форма для прессования деталей из металлического порошка
Случайный патент: Способ изготовления магнитоуправляемых элементов