Способ изготовления плоской секции из ее модулей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1144930
Авторы: Колесников, Чекин

Текст
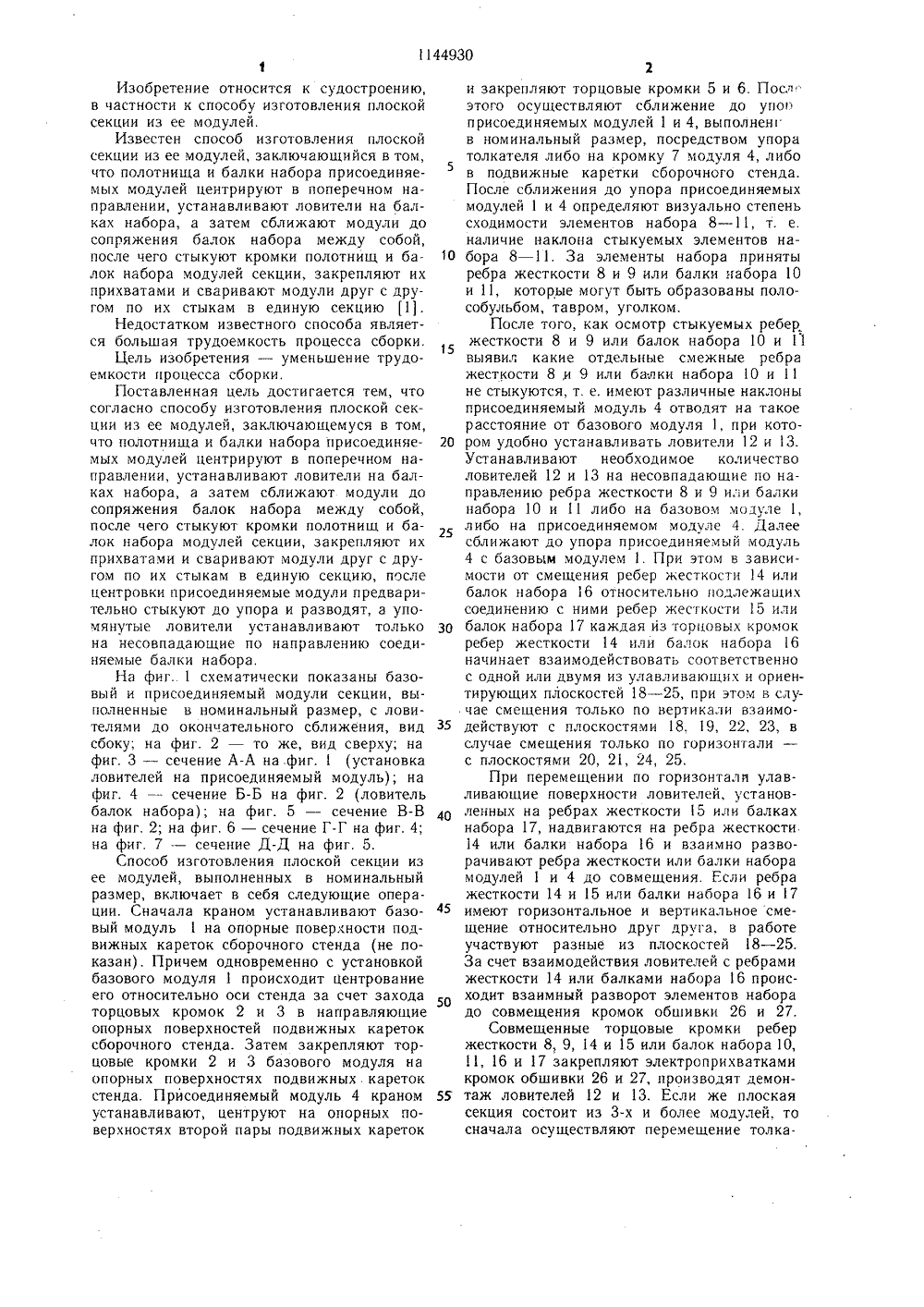
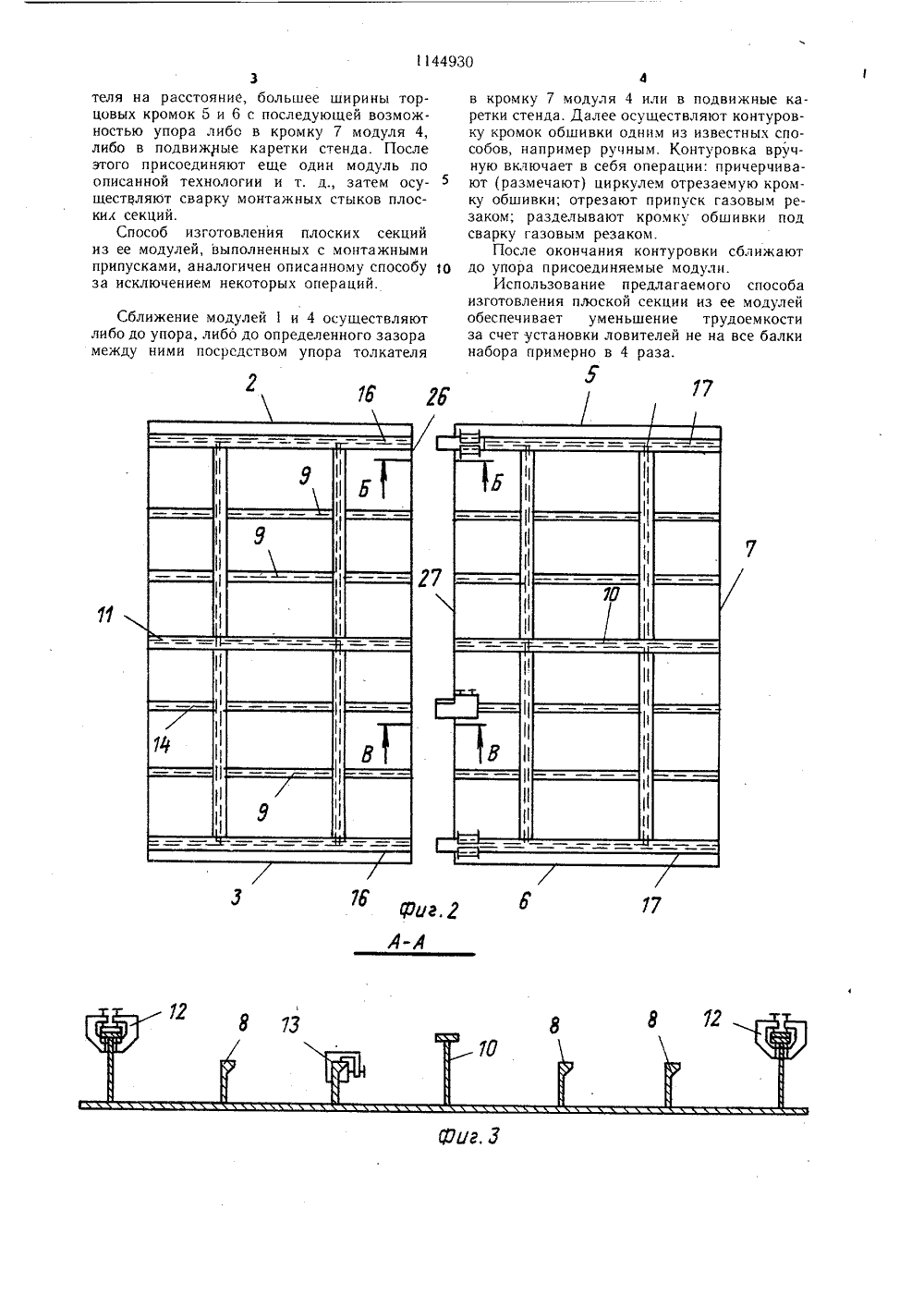
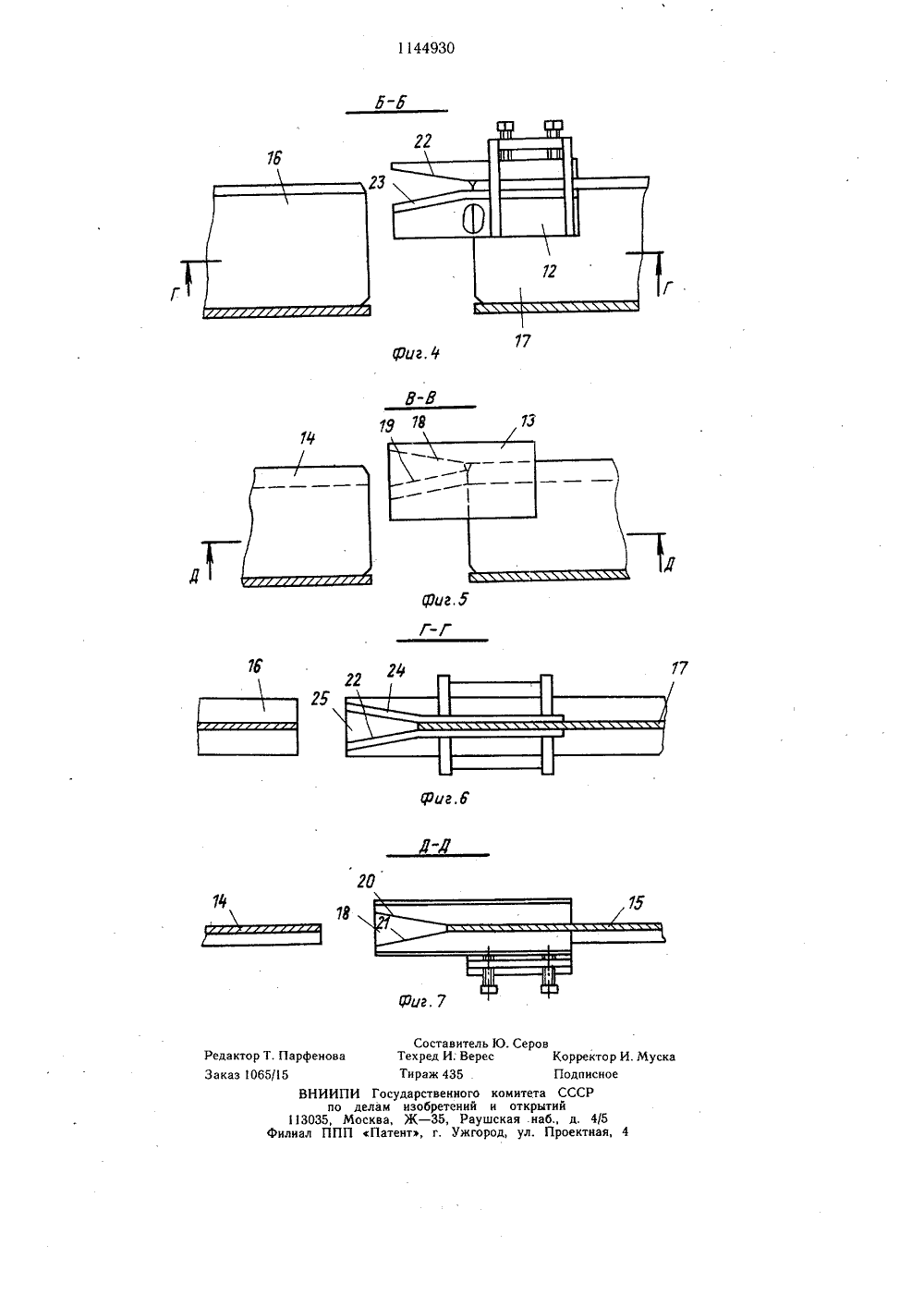
(59) В 63 В 9 06 ОПИСАНИЕ ИЗОБРЕТК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Я ловители на балках набора, жают модули до сопряжения между собой, после чего ст полотнищ и балок набора м закрепляют их прихватами модули друг с другом по их ст секцию, отличающийся тем, уменьшения трудоемкости пр после центровки присоедин предварительно стыкуют до дят, а упомянутые ловители только на несовпадающие п соединяемые балки набора. а зате балок ыкуют одулейи св ыкам в что, с оцесса яемые упора и устана о напра ПЛО- аклюбалки ируют ивают ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ(54) (57) СПОСОБ ИЗГОТОВЛЕНИЯСКОЙ СЕКЦИИ ИЗ ЕЕ МОДУЛЕЙ,чающийся в том, что полотнища инабора присоединяемых модулей центрв поперечном направлении, устанавл м сблинабора кромки секции, аривают единуюцелью сборки, модули развовливают влению111Изобретение относится к судостроению, в частности к способу изготовления плоской секции из ее модулей.Известен способ изготовления плоской секции из ее модулей, заключающийся в том, что полотнища и балки набора присоединяемых модулей центрируют в поперечном направлении, устанавливают ловители на балках набора, а затем сближают модули до сопряжения балок набора между собой, после чего стыкуют кромки полотнищ и балок набора модулей секции, закрепляют их прихватами и сваривают модули друг с другом по их стыкам в единую секцию 11.Недостатком известного способа является большая трудоемкость процесса сборки.Цель изобретения - уменьшение трудоемкости процесса сборки,Поставленная цель достигается тем, что согласно способу изготовления плоской секции из ее модулей, заключающемуся в том, что полотнища и балки набора присоединяемых модулей центрируют в поперечном направлении, устанавливают ловители на балках набора, а затем сближают модули до сопряжения балок набора между собой, после чего стыкуют кромки полотнищ и балок набора модулей секции, закрепляют их прихватами и сваривают модули друг с другом по их стыкам в единую секцию, после центровки присоединяемые модули предварительно стыкуют до упора и разводят, а упомянутые ловители устанавливают только на несовпадающие по направлению соединяемые балки набора.На фиг, 1 схематически показаны базовый и присоединяемый модули секции, выполненные в номинальный размер, с ловителями до окончательного сближения, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг, 3 - сечение А-А на.фиг.(установка ловителей на присоединяемый модуль); на фиг. 4 - сечение Б-Б на фиг. 2 (ловитель балок набора); на фиг. 5 - сечение В-В на фиг, 2; на фиг. 6 - сечение Г-Г на фиг, 4; на фиг. 7 - сечение Д-Д на фиг. 5.Способ изготовления плоской секции из ее модулей, выполненных в номинальный размер, включает в себя следующие операции. Сначала краном устанавливают базовый модуль 1 на опорные поверхности подвижных кареток сборочного стенда (не показан). Причем одновременно с установкой базового модуля 1 происходит центрование его относительно оси стенда за счет захода торцовых кромок 2 и 3 в направляющие опорных поверхностей подвижных кареток сборочного стенда. Затем закрепляют торцовые кромки 2 и 3 базового модуля на опорных поверхностях подвижных кареток стенда. Присоединяемый модуль 4 краном устанавливают, центруют на опорных поверхностях второй пары подвижных кареток44930 2и закрепляют торцовые кромки 5 и 6, Посл этого осуществляют сближение до упог присоединяемых модулей 1 и 4, выполнен 1 в номинальный размер, посредством упора толкателя либо на кромку 7 модуля 4, либо в подвижные каретки сборочного стенда. После сближения до упора присоединяемых модулей 1 и 4 определяют визуально степень сходимости элементов набора 8 - 11, т. е. наличие наклона стыкуемых элементов набора 8 - 11, За элементы набора приняты 5 Оребра жесткости 8 и 9 или балки набора 10 и 11, которые могут быть образованы полособульбом, тавром, уголком.После того, как осмотр стыкуемых ребер жесткости 8 и 9 или балок набора 10 и 11 выявил какие отдельные смежные ребра жесткости 8 и 9 или балки набора 10 и 11 не стыкуются, т. е. имеют различные наклоны присоединяемый модуль 4 отводят на такое расстояние от базового модуля 1, при котором удобно устанавливать ловители 12 и 13. 5 20 Устанавливают необходимое количество ловителей 12 и 13 на несовпадающие по направлению ребра жесткости 8 и 9 или балки набора 10 и 11 либо на базовом модуле 1, либо на присоединяемом модуле 4. Далее сближают до упора присоединяемый модуль 4 с базовым модулем 1. При этом в зависимости от смещения ребер жесткости 14 или балок набора 16 относительно подлежащих соединению с ними ребер жесткости 15 или З 0 балок набора 17 каждая из торцовых кромокребер жесткости 14 или балок набора 16 начинает взаимодействовать соответственно с одной или двумя из улавливающих н ориентирующих плоскостей 18 - 25, при этом в случае смещения только по вертикали взаимоЗ 5 действуют с плоскостями 18. 19, 22, 23, вслучае смещения только по горизонтали - с плоскостями 20, 21, 24, 25.При перемещении по горизонтали улавливающие поверхности ловителей, установленных на ребрах жесткости 15 или балках набора 17, надвигаются на ребра жесткости 14 или балки набора 16 и взаимно разворачивают ребра жесткости или балки набора модулей 1 и 4 до совмещения. Если ребра жесткости 14 и 5 или балки набора 16 и 17 имеют горизонтальное и вертикальное смещение относительно друг друга, в работе участвуют разные из плоскостей 18 - 25.За счет взаимодействия ловителей с ребрами жесткости 14 или балками набора 16 происходит взаимный разворот элементов набора до совмещения кромок обшивки 26 и 27.Совмещенные торцовые кромки ребержесткости 8, 9, 14 и 15 или балок набора 10, 11, 16 и 17 закрепляют электроприхватками кромок обшивки 26 и 27, производят демон таж ловителей 12 и 13. Если же плоскаясекция состоит из 3-х и более модулей, то сначала осуществляют перемещение толка3теля на расстояние, большее ширины торцовых кромок 5 и 6 с последующей возможностью упора либо в кромку 7 модуля 4, либо в подвижные каретки стенда. После этого присоединяют еще один модуль по описанной технологии и т. д., затем осущестцляют сварку монтажных стыков плоских секций.Способ изготовления плоских секций из ее модулей, выполненных с монтажными припусками, аналогичен описанному способу 1 о за исключением некоторых операций. Сближение модулей 1 и 4 осуществляют либо до упора, либо до определенного зазора между ними посредством упора толкателя в кромку 7 модуля 4 или в подвижные каретки стенда. Далее осуществляют контуровку кромок обшивки одним из известных способов, например ручным. Контуровка вручную включает в себя операции: причерчивают (размечают) циркулем отрезаемую кромку обшивки; отрезают припуск газовым резаком; разделывают кромку обшивки под сварку газовым резаком.После окончания контуровки сближают до упора присоединяемые модули.Использование предлагаемого способа изготовления плоской секции из ее модулей обеспечивает уменьшение трудоемкости за счет установки ловителей не на все балки набора примерно в 4 раза./5 ая,дактор Т. Парфенова каз 1065/5 ВНИИПИ Го по дела 13035, Москв Филиал ППП ПаСоставительТехред И; ВереТираж 435 сударствеизобрет Ж - 35 тент, г. нного к ений и Раушс Ужгород Подпимитета СССРоткрытийая .наб., д. 4ул. Проектн тор И. Мусканое
СмотретьЗаявка
3660257, 05.11.1983
ПРЕДПРИЯТИЕ ПЯ В-2330
ЧЕКИН АЛЕКСАНДР ПЕТРОВИЧ, КОЛЕСНИКОВ ВЛАДИМИР СЕРГЕЕВИЧ
МПК / Метки
МПК: B63B 9/06
Метки: модулей, плоской, секции
Опубликовано: 15.03.1985
Код ссылки
<a href="https://patents.su/4-1144930-sposob-izgotovleniya-ploskojj-sekcii-iz-ee-modulejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления плоской секции из ее модулей</a>
Способ крепления наклонных ребер жесткости к стальной балке

Номер патента: 1491993
Опубликовано: 07.07.1989
Авторы: Маннанов, Столбов, Шишкин
МПК: E04C 3/07
Метки: балке, жесткости, крепления, наклонных, ребер, стальной
...позволяют обеспечить плотное црц 35прилегание ребер оццовременно к фасоцкам 2 и стенке 3 балки, а также ссвободную установку фасоцок в проект-.ное положение. Наклонные ребра жесткости, соединяют с фасонками 2 посредством сварных швов 4, Для уменьшениявлияния сварки в процессе усилениякрепление наклонных ребер 1 к стенке3 выполняют с помощью коротышек 5.Фасонки 2 соединяют с поясами балки 456 и вертикальными ребрами 7 жесткости посредством сварных швов 8,Присоединение фасонок 10 к поясам 6, а коротышей 11 к стенке 3 может быть выполнено с помощью болтов, В этом случае они выполняются из прокатной угловой стали. Отверстия под ф болты в уголковых фасонках выполцяются овальшпчи, чтобы обеспечить возможность смещения фасонок в поперечном...
Способ разметки теоретических линий набора и контурных линий секций корпуса судна

Номер патента: 1123929
Опубликовано: 15.11.1984
Авторы: Гильбурт, Майгур, Нахмурин, Рыбаченко, Фалеев
МПК: B63B 9/06
Метки: контурных, корпуса, линий, набора, разметки, секций, судна, теоретических
...которыхиспользуются три базовые опорные точнад соответствующей парой базовых опорных точек. Пара теодолитов, от центрированных над двумя данными ба;,эовыми точками (А и В), образует первую позицию разметки. При переходе50 еки и лишь для особо сложных (криволинейных) секций может возникнуть необходимость в еще одной - третьей пози -ции разметки. При этом число базовыхопорных точек равно четырем.При центрировании пары теодолитовнад двумя базогяи точками осуществляют разметку комплекса контрольныхточек,.при этом должно удовлетворяться условие (фиг.З).ЗооЬ с 120,где ц - угол между вертикальными плоскостями, проектируемыми теодолитами (или их следами наполотне секции - линиями АЕ, и ВЕ).Для разметки контрольных точек,расположенных в той...
Самоходный полупортал для установки, приварки и набора на полотнище судовой секции
Номер патента: 1165549
Опубликовано: 07.07.1985
Авторы: Родионов, Фавстов, Шишкин
МПК: B23K 37/04
Метки: набора, полотнище, полупортал, приварки, самоходный, секции, судовой, установки
...талрепом 26. На нижней плоскости траверсы 9, в середине ее установлен горизонтальный силовой цилиндр 27, ось которого перпендикулярна продольной оси траверсы 9.На тележке 6 размещены привод 28 подьема и опускания штанги 7, приводы 29 подьема и опускания вертикальных стрел 30 и привод 31 передвижения тележки б. Привод 31 оснащен тормозом 32 и соединен с ходовыми колесами ЗЗ, а каждое ходовое колесо 33 соединено с шестерней 34, входящей в зацепление с рейкой 35, закрепленной на мосту 1.На нижних концах стрел 30 закреплены площадки 36 для размещения сварщиков и сварочной аппаратуры.На тележке б размещена также насосная станция 37 для питания гидроприводов механизмов полупортала.Привариваемый высокий набор 38 размещен в кассетах (не...
Самоходный портал для установки набора на полотнище судовой секции

Номер патента: 203179
Опубликовано: 01.01.1967
Авторы: Алексеенко, Базалий, Баландин, Батракова, Дембский, Ротов, Хаит
МПК: B66C 17/24, B66C 19/00
Метки: набора, полотнище, портал, самоходный, секции, судовой, установки
...13 с захватным устройством 14 для балки набора. Захватное устройство 14 с губками 15 смонтировано под суппортом 1 б, расположенным в нижней части вертикальной стрелы 13 и снабгкенным двумя взаимно перпендикуляряыми винтами 17. Для подъема и опускания вертикальной стрелы 13 в верхней ее части смонтирован червячный редуктор 18 с электродвигателем 19. Ниже его размещен червячный реду 1 ктор 20 с электродвигателем 21, предназна ченный для разворота балюи набора в гори. зонтальной плоскости, при этом балка зажата в губках 15 захватного устройства 14. Тележ203179 А ка 2 может быть зафиксирована в необходимом положении электромапнитными фиисаторами 22.При вспоаьзоварщ портала 1 балка набора захватываетея губками 1 б, после чего самоходный...
Агрегат для сборки и сварки набора г-образных ребер жесткости с криволинейным по контуру полотнищем

Номер патента: 1027004
Опубликовано: 07.07.1983
Авторы: Ипатов, Коврижных, Колпак
МПК: B23K 37/04
Метки: агрегат, г-образных, жесткости, контуру, криволинейным, набора, полотнищем, ребер, сборки, сварки
...сеченйе А-А на фиг. 1; на фиг. 3 - то же, в момент зажима ребра жесткости; на фиг. 4.- сечение Б-Б на фиг. 1; на фиг. 5- узел В на фиг. 4; на фиг. б - вид Г на фиг. 1; на фиг. У - расположение эксцентричных роликов при подъемецентрирующего устройства; на фиг.8 то же, при приеме ребра жесткости; на фиг. 9 - то же, при центрирова,нии ребра жесткости; на фиг. 10 вид Д на фиг. 1; на фиг. 11 - сечение Е-Е на фиг. 10; на фиг. 12 - то же, в конце криволинейного полотнища;,на фиг. 13 - сечение Ж-Ж на фиг. 12.Агрегат для сборки и сварки набора Г-образных ребер жесткости с 10 криволинейным по контуру полотнищем содержит портал 1 со смонтированными на ригеле портала 1 нескольких пар последовательно расположенных вдоль линии разметки на полотнище 2...
Предыдущий патент: Гусеничная цепь транспортного средства
Следующий патент: Плавучий кессон
Случайный патент: Курительное изделие