Устройство для программного управления станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1084743
Автор: Ощепков




Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК СЭ а 1 А 5 с ока согГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ(56) 1, Электроавтоматика станковКонтурные системы числового программного управления и их .элементы.Сборник под ред, А.В. Зимченко,М., "Машиностроение", 1972,2. Устройство числового программного управления Н 22-1 М, Руководство по эксплуатации, М., В/о(54)(57) УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКОМ, содержащеепоследоватеЛьно соединенные датчикугла реэьбонарезания, блок согласо-вания, интерполятор и привод, о тл и ч а ю щ е е с я тем, что, сцелью повьппения точности управленияза счет обеспечения возможности нарезания резьбы с заходом в заранеезаданную точку поверхности обрабатываемой детали,в него введеныпервый и второй счетчики импульсов,первый, второй и третий элементы. И,блок сравнения и триггер, подключенный единичным входом к первому выхгду интерполятора, а инверсным выходом - к первому входу первогоэлемента И, соединенного. вторымвходом с вторым выходом интерполятора, выходом - со счетным входомпервого счетчика импульсов, а третьим входом - с выходом датчика угларезьбонарезания и с первым входомвторого элемента И, подключенноговыходом к счетному входу второгосчетчика импульсов, а вторым входом - к прямому выходу триггера и кпервому входу третьего элемента И,связанного вторым входом с нулевымвыходом датчика угла резьбонарезания и со сбросовым входом первогосчетчика импульсов, а выходом " сосбросовым входом второго счетчикаимпульсов, подключенного выходом кпервому входу блока сравнения, соединенного вторым входом с выходомпервого счетчика импульсов, авыходом - с вторым входом блласования.1 1084Изобретение относится к автоматике и вычислительной технике и можетбыть использовано в устройствахчислового программного управления,для токарных станков. 5Известно устройство программногоуправления станками, состоящее из интерполятора, блоков сопряжения,привода, датчиков обратной связиНедостатком устройства является 1 Оотсутствие канала реэьбонарезания,что снижает технологические возможности применения его для токарныхстанков,Наиболее близким по техническойсущности к предлагаемому являетсяустройство для программного управления. станками, содержащее последовательно соединенные датчик реэьбонарезания, блок сопряжения, интерполя тор и привод. Импульсы от датчикарезьбонарезания, пройдя блок сопряжения, управляют работой интерполятора, который в зависимости от заданной программы выдает определенное 25число импульсов за один оборот датчика резьбонарезания на привод, причем для синхронизации движения шпин"деля и суппорта станка и для попадания резца в нитку резьбы при повторном и последующих проходах на одном из выходов датчика резьбонареза"ния появляется нулевой импульс, одинна каждый оборот шпинделя 2 .Недостатком данного устройстваяваяется отсутствие. возможности нарезания резьбы с заходом в заранее .заданную точку поверхности деталй,так как нулевой импульс от датчикарезьбонарезания, по приходу которогоначинается процесс нарезания резьбы,проходит в любое время (зависящее.от взаимной ориентации вала шпинделя и вала датчика резьбонарезания),не совпадающее с моментом прохождения заданной точки захода резьбычерез плоскость резанияЦель изобретения - расширениефункциональных воэможностей устройства за счет обеспечения возможностинареэания резьбы с заходом в заранеезаданную точку поверхности обрабатываемой детали,Поставленная цель достигаетсятем, что в устройство для программного управления станком, содержащеепоследовательно соединенные датчикугла резьбонареэания, блок согласования, интерполятор и привод, введены 743 2первый н второй счетчики импульсов,первый, второй и третий элементы И,блок сравнения и триггер, подключенный единичным входом к первому вы"ходу интерполятора, а инверсным выходом - к первому входу первого элемента И, соединенного вторым входоис вторым выходом интерполятора, выходом - со счетным входом первогосчетчика импульсов, а третьим входом " с выходом датчика угла резьбонарезания и с первым входом второго элемента И, подключенного выходом к счетному входу второгосчетчика импульсов, а вторым входом - к прямому выходу триггера и кпервому входу третьего элемента И,связанного вторым входом с нулевымвыходом датчика угла резьбонареэания и со сбросовым входом первогосчетчика импульсов, а выходом - сосбросовым входом второго счетчикаимпульсов, подключенного выходомк первому входу блока сравнения,соединенного вторым входом с выходомпервого счетчика импульсов, а выходом - с вторым входом блока согласования.На фиг.1 дана функциональнаясхема устройства, на фиг.2 - программный станок, частично,Устройство содержит датчик 1 угларезьбонарезания, блок 2 согласования,интерполятор 3, привод 4, блок 5 управления, триггер 6, первый - третийэлементы И 7-9, первый и второй счетчики импульсов 10 и 11, блок 12сравнения.На патроне 14 шпинделя переднейбабкй программного станка 13 (фиг.2)болтами 15 укреплена планшайба 16с зажатой в ней обрабатываемой деталью 17. В данном случае на чертежеприведена деталь типа крышки с проушинами, на внутреннем диаметре Йкоторой должна быть нарезана резьбас заходом в заранее заданную точкуповерхности, отмеченную риской 18в плоскости 19-20 резания, В общемслучае .может нарезаться резьба сфиксированным заходом на деталилюбой конфигурации.Пусть положение риски 18 ипатрона 14 шпинделя, указанное начертеже, для данного станка соответствует появлению нулевого импульса на нулевом выходе датчикарезьбонарезания. Это положениевыражается углом отклонения 06 от084743 5 0 15 20 25 со 0 30 40 45 5055 3 1 плоскости резания 19-20. Для нарезания резьбы с заходом в заранее заданную. точку поверхности детали, отмеченную риской 18, необходимо, чтобы нулевой импульс с датчика резьбонареэания появлялся в момент прохождения этой точки через плоскость 19-20 резания, т.е. должно выполняться условие: Устройство работает следующим образом.Триггер 6 в исходное состояние устанавливается сигналом начальной установки с интерполятора 3 (не показано), который формируется автоматически при включении всего устройства в сеть. Для определения угла отклонения ю патрон 14 шпинделя проворачивается на один оборот и. далее до совпадения риски 18 захода резьбы с плоскостью 19-20 резания. Поворот ведется в ту сторону, в которую будет вращаться шпиндель при нарезании резьбы. Совпадение контропируется визуально, при этом сигнал совпадения создается нажатием и отпусканием кнопки, которая установлена в блоке управления (не показано), после чего триггер 6 изменяет свое состояние.Импульс с нулевого выхода датчика 1 угла резьбонарезания, поступивший во время проворота шпинделя, установит счетчик 10 в нулевое состояние, а. также поступит на второй вход элемента И 9, на нервом входе которого в это время присутствует. разрешающий потенциал, вырабатываемый на прямом . выходе триггера 6, С выхода элемента И 9 сформированный импульс обнуляет счетчик 11.При дальнейшем провороте шпинделя до совпадения точки захода резьбы и плоскости резания импульсы с выхода датчика 1 угла резьбонарезания, поступая на первый вход элемента И 8, на втором входе которого присутствует разрешающий потенциал прямого выхода триггера 6, проходят на счетный вход счетчика 11 для подсчета величины рассогласования, определяемой углом отклонения 06.При совпадении точки захода резьбы и плоскости резания с первого выхода интерполятора 3 поступает сигнал, изменяющий состояние триггера 6. На элементах И 8 и 9 появляется сигнал запрета, а на первом входе элемента И 7 - разрешающий потенциал, который подготавливает к работе счетчик 10.В процессе обработки детали попрограмме с второго выхода интерполятора 3 на второй вход элемента И 7 приходит команда о начале режима резьбонареэания, разрешая прохождение импульсов с датчика 1 реэьбонарезания на счетчик 10 для их подсчета. По приходе на счетчик 10 количества импульсов, равного числу, записанному в счетчике 11, блок 12 сравнения вырабатывает на своем выходе импульс, который поступает на второй вход блока 2 согласования, как нулевой, но смещен-. ный на время, эа которое угол отклонения фБ станет равным нулю,. чем обеспечивается нача 1 по выхода командных импульсов с интерполятора 3 на привод 4 в момент прохождения точки захода резьбы через плоскость резания. Начинается процесс нареза ния резьбы. Емкости счетчиков 10 и 11 соответствует количеству импульсов,выдаваемому датчиком 1 угла резьбонарезания за один оборот шпинделя.После нарезания первого витка резьбысчетчик 10 обнуляется нулевым импульсом с второго выхода датчика 1угла резьбонарезания и процессповторяется,Нарезание резьбы на последующих . деталях производится без предварительного проворота шпинделя, если крепление детали в патроне шпинде- ля обеспечивает их взаимную ориентацию (угол оС = сопят). Использование предлагаемого устройства позволяет перевести нарезание резьбы с заходом в заранее заданную точку поверхности детали с универсальных станков на станки ЧПУ, что расширяет их технологические возможности и снижает трудоемкость изготовления детали на 20% за счет исключения переналадок совмещения операций и обработки всей детали с.одной установки.1084743Заказ 2000/4142 Подписное Филиал ППП "Патент", г. Уагород, ул. Проектная,
СмотретьЗаявка
3507700, 29.10.1982
ПРЕДПРИЯТИЕ ПЯ А-7204
ОЩЕПКОВ БОРИС МИХАЙЛОВИЧ
МПК / Метки
МПК: G05B 19/4103
Метки: программного, станком
Опубликовано: 07.04.1984
Код ссылки
<a href="https://patents.su/4-1084743-ustrojjstvo-dlya-programmnogo-upravleniya-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для программного управления станком</a>
Преобразователь энергии переменного тока на входе в энергию постоянного тока на выходе для питания дуговой нагрузки

Номер патента: 1545308
Опубликовано: 23.02.1990
Авторы: Бродский, Магда, Машьянов, Санков
МПК: H02M 7/10, H05B 7/144
Метки: входе, выходе, дуговой, нагрузки, переменного, питания, постоянного, энергии, энергию
...дублирующими импульсами группы 3. Если величина тока нагрУзки меньше заданной,то импульсы на вентильную группу 4проходят. Если же тбк нагрузки больше заданной величины, то импульсы навентильную группу не проходят. Напряжение, пропорциональное току нагруз ки, с выхода датчика 10 тока поступа ет на второй вход блока 9 сравнения,обеспечивая таким образом с помощьюрегулятора тока 8 стабильность токанагрузки. Если напряжения источникапитания (основного выпрямителя) стало недостаточным для поддержания дуги, например обрыв дуги, то к нагрузке прикладывается суммарное напряжение вентильных комплектов 4 и 1 Э,достаточное дпя зажигания дуги. Приэтом ток нагрузки ограничен балластным сопротивлением,14, 1(ак только по"оявляется ТОК дуги,...
Датчик потоков случайных событий

Номер патента: 538383
Опубликовано: 05.12.1976
Авторы: Гарнакерьян, Глушан, Сосунов
МПК: G07C 15/00
Метки: датчик, потоков, случайных, событий
...интервалов.Процесс случайного блуждания моделируется реверсивным счетчиком под действием случайной последовательности импульсов с гео метрическим распределением интервалов, поступающей на ного от вероятностного двоичного элемента. При попадании реверсивного счетчнка,в некоторое фиксированное состояние (поглощающее) на выходе устройства 30 появляется случайный импульс, который вновьустанавливает счетчик в к-е состояние, и процесс многократно повторяегся.На чертеже приведена блок-схема датчика.В состав датчика входят вероятностный дво. ичный элемент 1, реверсивный счетчик 2, дешифратор 3, группа 4 элементов И, блок 5 задержки, элемент 6 ИЛИ, коммутатор 7. Один выход элемента 1 соединен с суммирующим, а другой - с вычитающим входами...
Устройство для формирования серий импульсов

Номер патента: 1157661
Опубликовано: 23.05.1985
МПК: H03K 3/64
Метки: импульсов, серий, формирования
...6 и второй 7 датчики кода, коммутатор 8, счетный триггер 9 и элемент ИЛИ 10, входы которого соединены с первой группой входов блока 4 сравнения, вторая группа входов которого соединена с соответствующими выходами коммутатора 8, .первая группа входов которого соединена с соответствующимивыходами первого датчика 6 кода, вторая группа входов коммутатора 8 соединена с соответствующими выходами второго датчика 7 кодов, третий вход коммутатора 8 соединен с вторым входом элемента 2 сов 4з 11576 падения и первым выходом счетного триггера 9,второй выходкоторого соединен с четвертым входом коммутатора 8,выход элемента ИЛИ 1 О соединен с вторым .входом "триггера 5,выход которого5 соединен с входом счетного триггера 9.Коммутатор 8 (фиг,2) содержит...
Датчик линейных перемещений

Номер патента: 1303811
Опубликовано: 15.04.1987
Авторы: Данилов, Дмитриев, Малиновский, Чикаренков, Шабентов
МПК: G01B 7/00
Метки: датчик, линейных, перемещений
...изменениюфазы на угол Т . При перемещении пачки импульсов по длине обмотки 7 измерительной линейки 5 в обмотке 8подвижной каретки 6 наводится ЗДС,Обмотка 8 подвижной каретки наматывается на ферритовом сердечнике, который имеет возможность перемещениявместе с кареткой вдоль обмотки 7, Вмомент прохождения пачки импульсовобмотки 7 через место расположенияобмотки 8 подвижной каретки определяемое перемещением х, что соответствует значениих= 11 с,где- расстояние между выводамиобмотки 7;текущее значение счетчика 1,в обмотке 8 наводится фазомодулированная ЭДС, которая усиливается усилителем 12 и поступает на входы фазового 13 и амплитудного 16 детекторов,Амплитудным детектором 16 пачка детектируется и через интегрирующуюцепочку 17 поступает...
Интерполятор
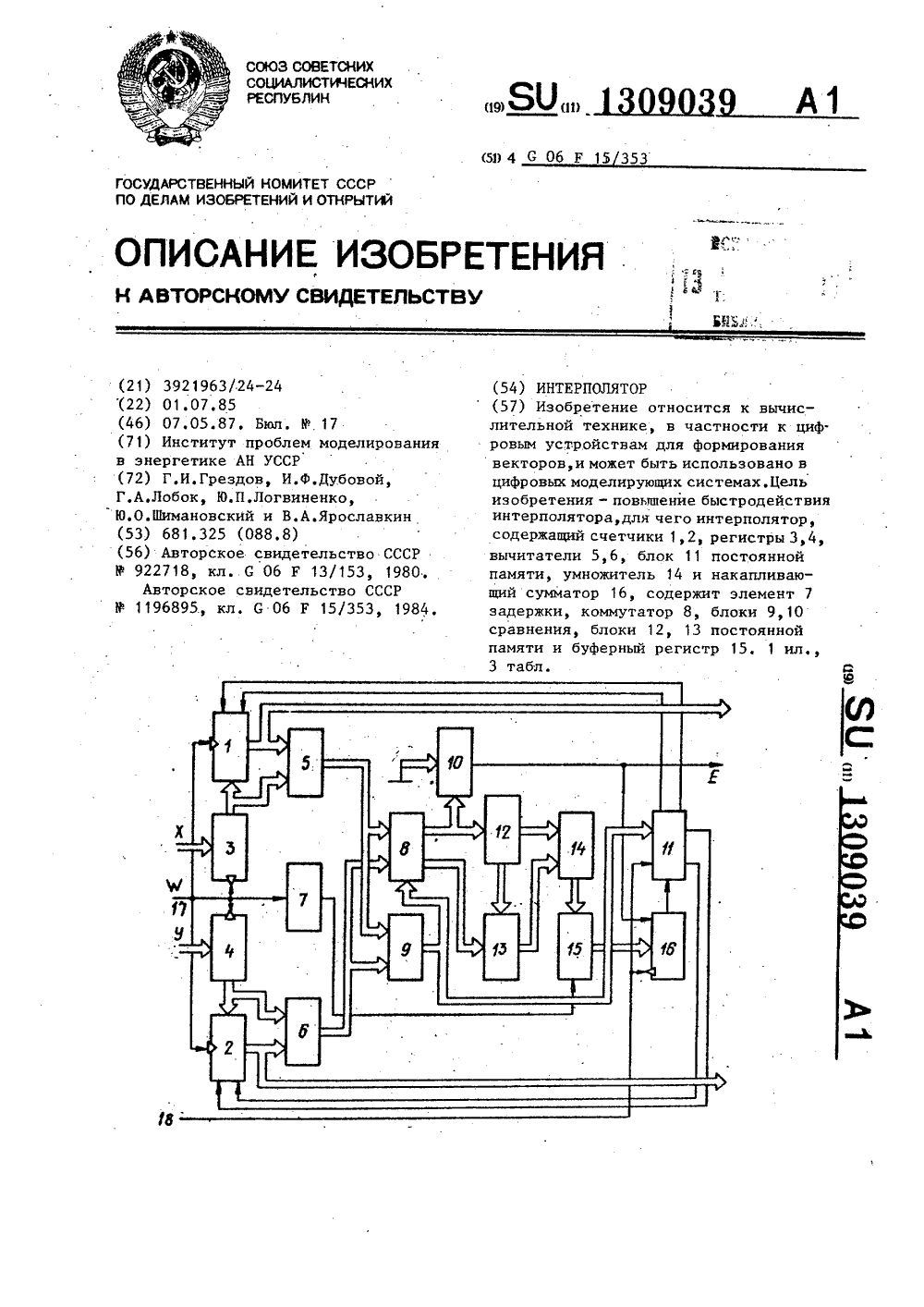
Номер патента: 1309039
Опубликовано: 07.05.1987
Авторы: Грездов, Дубовой, Лобок, Логвиненко, Шимановский, Ярославкин
МПК: G06F 17/17
Метки: интерполятор
...логического нуля интерполятора, выход признака равенста второго блока сравнения является выходом признака окончания работы интерполятора и соединен с входом установки начального значения накапливающего сумматора, информаци-, онный вход которого соединен с выходом .буферного регистра, информационный вход которого соединен с выходом умножителя, вход множимого которого соединен с первым выходом второго блока постоянной памяти, второй выход которого соединен спервым адресньщ входом третьего блока постоянной памяти, выход которого соединен с входом множителя умножителя, выход признаков первого блока сравнения соединен с вторым адресным входом первого блока постоянной памяти и с управляющим входом коммутатора, второй выход которого соединен с...
Предыдущий патент: Устройство для программного управления
Следующий патент: Устройство управления автоматической линией с гидравлическими приводами
Случайный патент: Устройство для включенияисполнительного реле