Литниковая система для внутриформенного модифицирования чугуна
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
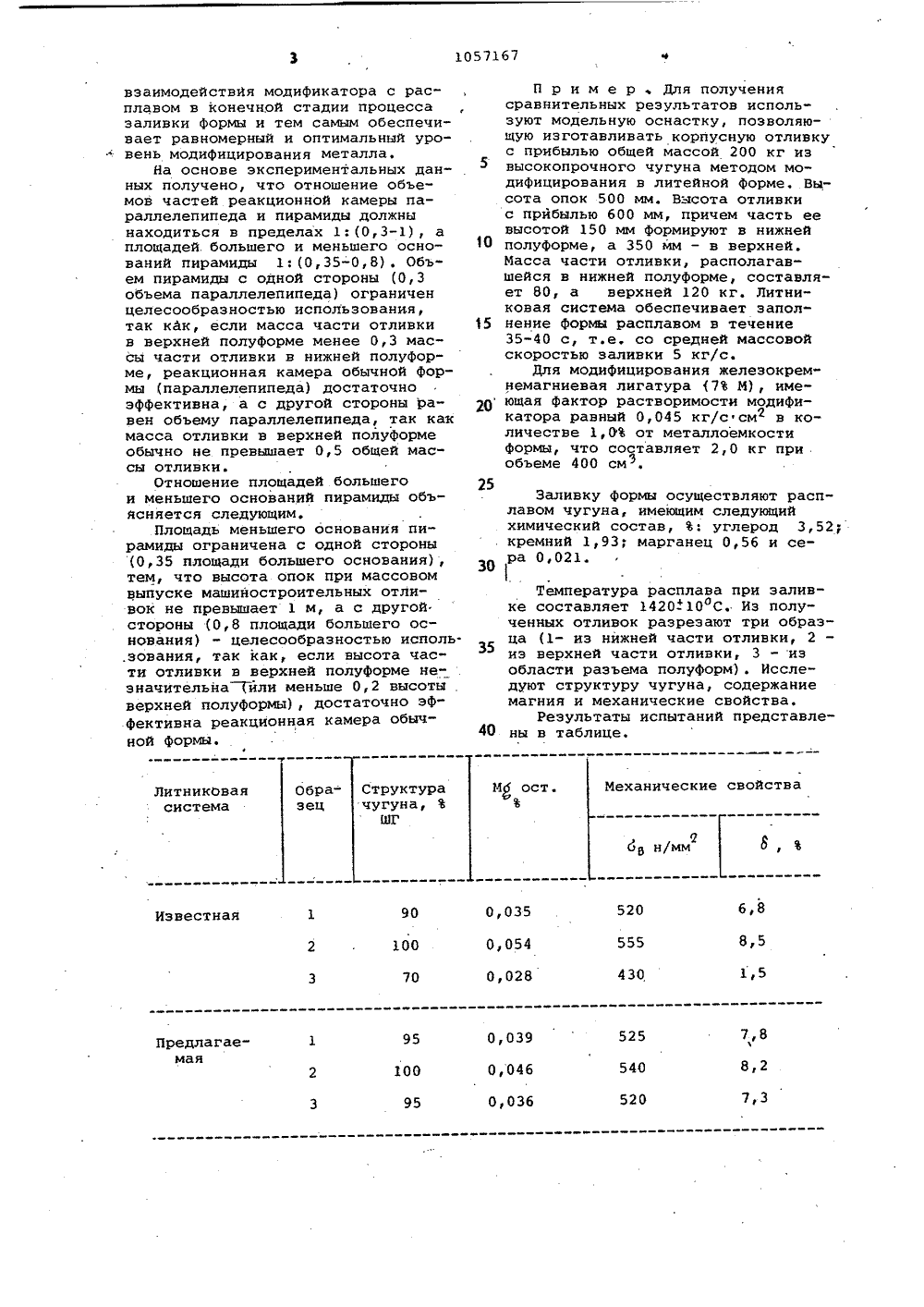
(19), (11) 3(51) В 22 С 9 03 ОПИСАНИЕ ИЗОБРЕТЕНИЯ; ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЭОБРЕТЕНИЙ И ОТКРЫТИЙ Н АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(71) Белорусский ордена ТрудовогоКрасного Знамени политехническийинститут(54) (57) ЛИТНИКОВАЯ СИСТЕМА ДЛЯВНУТРИФОРМЕННОГО МОДИФИЦИРОВАНИЯЧУГУНА, включающая стояк, реакционную камеру, расположенную в нижней полуформе, и шлакоуловитель,о т л и ч а ю щ а я с я тем, что,с целью стабилизации процесса растворения модификатора при изготовлении крупных отливок, расположенных в двух полуформах, реакционная камера выполнена ввиде параллелепипеда и перевернутой усеченной четырехгранной пирамиды, являющейся нижним продолжением параллелепипеда, при этомотношение объемов параллелепипедаи пирамиды составляет 1:(0,3-1),а площадей большего и малого оснований пирамиды - 1:(0,35-0,8).55 Укаэанный недостаток исключает конструкция реакционной камеры по изобретению, которая благодаря уменьшающейся площади горизонтального сечения, снижает интенсивность Изобретение относится к литейному производству, а именно к получению отливок из высокопрочного чугуна, и может быть использовано припроизводстве крупных ответственныхмашиностроительных литых деталей 5типа картеров и блоков цилиндровдизельных двигателей.Известны литниковые системыдля внутриформенного модифицирования чугуна в литейной форме, содержащие стояк, реакционную камеруи шлакоуловитель, в которых реакционные камеры имеют различнуюформу 1-3,Недостатком указанных литниковых 5систем является нестабильность процесса модифицирования при увеличении времени заливки расплава свыше 30-40 .с.Наиболее близкой к предлагаемойпо технической сущности и достигаемому результату является литниковая система для внутриформенногомодифицирования чугуна, включающаястояк, реакционную камеру, находящуюся в нижней полуформе и шлакоуловитель,Указанная литниковая системарекомендуется при массовом производстве машиностроительных отливок влитейных формах металлоемкостью.20100 кг. Время заливки одной формыв зависимости от металлоемкостисоставляет 10 - 30 с, что характеризует быстротечность процессов, происходящих в реакционной камере, З 5и.снижение влияния на них факторов,изменяющихся во времени. Несмотряна изменение массовой скорости заливки, при небольшой металлоемкости форм правильно рассчитанная 40площадь реакционной камеры обеспе.чивает достаточно равномерное растворение модификатора и распределение модифицирующих элементов вовсем объеме металла отливки 4 .45Недостатком указанной литниковой системы является неравномерность растворения модификатора впротекающем расплаве в случае увеличения времени заливки авыше 3040 с, имеющиеместо при изготовлении крупных отливок массой более100 кг.Цель изобретения - стабилизация процесса растворения модификатора при изготовлении крупныхотливок, расположенных в двухполуформах,Указанная цель достигается тем;что в литниковой системе для внутриформенного модифицирования чугуна, включающей стояк, реакционную камеру, расположенную в нижней полуформе, и шлакоуловитель,реакционная камера выполнена в видепараллелепипеда и перевернутой 65 усеченной четырехгранной пирамиды,являющейся нижним продолжениемпараллелепипеда, при этом отношение объемов параллелепипеда и пирамиды составляет 1:(0,3-1), а площадей большого и малого основанияпирамиды - 1:(0,35-0,8),На чертеже представлена предлагаемая литниковая система,Литниковая система содержит реакционную камеру, верхняя часть 1которой представляет параллелепипед и обеспечивает постоянствоплощади контакта расплава с модификатором в процессе заполнения нижней полуформы 2. Процесс заполнения характеризуется практическипостоянной массовой скоростью заливки ввиду постоянства гидравлического напора, определяемого высотой Н уровня расплава в чаше надвыходным сечением литниковой системы, При заполнении верхней полуформы 3 вследствие уменьшения гидравлического напора Н уменьшаетсямассовая скорость заливки, и поэтому необходимо уменьшение площадиконтакта модификатора с расплавом,что обеспечивает нижняя часть ре-акционной камеры, имеющая формуперевернутой четырехгранной пирамиды 4, являющейся продолжениемпараллелепипеда,Литниковая система .работает следующим образом.Процесс заливки форм, в которых,отливки или их части располагаютсяв верхней полуформе, характеризуются изменяющимся массовым расходомжидкого металла, Вследствие уменьшения гидравлического напора разности уровней металла в стояке и от.ливке уменьшается массовый расходжидкого металла, определяющий скорость перемещения последнего в литниковой системе. При заполнениичастей отливки, расположенных выше плоскости разъема, вследствиеуменьшения масового расхода и практически постоянной скорости растворения модификатора, отнесенной кединице его поверхности в реакционной камере, имеет место неравномерность поступления сфероидизатора в расплав, В результате частьрасплава будет перемодифицирована(пересыщена модифицирующими элементами), тогда как другая недомодифицирована из-эа отсутствия модификатора в реакционной камере, выз,"ванного интенсивным растворениемего в предыдущий период.1057167 Структура чугуна, ЪШГ Образец МЯ ост. Ъ Литниковая система6,8 520 0,035 0,054 0,028 90 Известная 100 8,5 555 1,5 430 70 7,8 525 0,039 0,046 95 Предлагае- мая 100 8,2 540 0,036 7,3 520 взаимодействйя модификатора с рас"плавом в конечной стадии процессазаливки формы и тем самым обеспечивает равномерный и оптимальный уровень модифицирования металла.На основе экспериментальных данных получено, что отношение объемов частей реакционной камеры параллелепипеда и пирамиды должнынаходиться в пределах 1:(0,3-1), аплощадей. большего и меньшего оснований пирамиды 1:(0,35-0,8) . Объем пирамиды с одной стороны (0,3объема параллелепипеда) ограниченцелесообразностью использования,так кйк, если масса части отливкив верхней полуформе менее 0,3 массы части отливки в нижней полуформе, реакционная камера обычной формы (параллелепипеда) достаточноэффективна, а с другой стороны равен объему параллелепипеда, так какмасса отливки в верхней полуформеобычно не превышает 0,5 общей массы отливки.Отношение площадей большегои меньшего оснований пирамиды объясняется следующим,Площадь меньшего основания пирамиды ограничена с одной стороны(0,35 площади большего основания),тем, что высота спок при массовомвыпуске машиностроительных отливок не превышает 1 м, а с другой.стороны (0,8 площади большего основания) - целесообразностью исполь,зования, так как, если высота части отливки в верхней полуформе не"значительна эйли меньше 0,2 высотыверхней полуформы), достаточно эффективна реакционная камера обычной формы. П р и м е рДля получениясравнительных результатов используют модельную оснастку, позволяющую изготавливать корпусную отливкус прибылью общей массой 200 кг извысокопрочного чугуна методом модифицирования в литейной форме. Высота опок 500 мм. Высота отливкис прибылью 600 мм, причем часть еевысотой 150 мм Формируют в нижней 1 О полуформе, а 350 мм - в верхней,Масса части отливки, располагавшейся в нижней полуформе, составляет 80, а верхней 120 кг, Литни"ковая система обеспечивает запол нение формы расплавом в течение35-40 с, т.е. со средней массовойскоростью заливки 5 кг/с.Для модифицирования железокремнемагниевая лигатура (7 М), име О ющая фактор растворимости модификатора равный 0,045 кг/сфсм в количестве 1,0 Ъ от металлоемкостиФормы, что составляет 2,0 кг приобъеме 400 см.25Заливку формы осуществляют расплавом чугуна, имеющим следующийхимический состав, Ъ: углерод 3,52кремний 1,93; марганец 0,56 и сера 0,021.Температура расплава при заливке составляет 1420 ф 10 С, Из полученных отливок разрезают три образца (1- из нижней части отливки, 2 - из верхней части отливки, 3 - из области разъема полуформ). Исследуют структуру чугуна, содержание магния и механические свойства,Результаты испытаний представле ны в таблице. Механические свойстваЗаказ 9441/12 Тираж 813 Подписное ВНИИПИ 1 осударственного комитета СССР по делам изобретений и открытий 1.13035, Москва, Ж, Раушская наб., д. 4/5Филиал ППП Патент , г, Ужгород, ул. Проектная, 4 Полученные результаты свидетель= ствуют о неравномерности структуры и свойств металла отливки, получаемой при использовании известной литниковой системы. Несмотря на имеющее место перемешивание жидкого металла в полости отливки и некоторое усреднение химического состава, можно отметить неравномерностью распределения остаточного магния и, как следствие, неравномерность структуры - свойств металла отливки, что может привести к поломке детали при эксплуатации.Ожидаемый экономический эффект составляет 50 000 руб. в год.
СмотретьЗаявка
3416258, 06.04.1982
БЕЛОРУССКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
МИЩЕНКО ЮРИЙ ВЛАДИМИРОВИЧ, ХОРОШКО ИГОРЬ ВИКТОРОВИЧ, ЛЕКАХ СЕМЕН НАУМОВИЧ, ДУРАНДИН ВИКТОР ФЕДОРОВИЧ, ПИРОГ ВСЕВОЛОД АЛЕКСАНДРОВИЧ, ОФИЦЕРОВ ЕВГЕНИЙ МАКСИМОВИЧ, ГОЛЬДШТЕЙН ВЛАДИМИР АРОНОВИЧ
МПК / Метки
МПК: B22C 9/03
Метки: внутриформенного, литниковая, модифицирования, чугуна
Опубликовано: 30.11.1983
Код ссылки
<a href="https://patents.su/4-1057167-litnikovaya-sistema-dlya-vnutriformennogo-modificirovaniya-chuguna.html" target="_blank" rel="follow" title="База патентов СССР">Литниковая система для внутриформенного модифицирования чугуна</a>
Ступенчатая литниковая система для заливки металла

Номер патента: 1222398
Опубликовано: 07.04.1986
Автор: Галдин
МПК: B22C 9/08
Метки: заливки, литниковая, металла, ступенчатая
...9 и10, начинает их сжигать, При этом нсоответствии с длиной (высотой ) вставок первой сгорает вставка 10 у среднего питателя, открывая, тем самым,путь жидкому металлу иэ стояка в рабочую полость, Короткий промежутоквремени полость 4 заполняется одновременно через нижний и средний питатели, Затем сгорает вставка 9 у Изобретение относится к литейному производству, н частности к литниковым системам для заливки метал 222398 3нижнего питателя, шар 8 из полости.7, падая вниз, перекрывает этот питатель и полость заполняется толькочерез средний питатель,5 К моменту подхода металла в полости к верхнему питателю сгорает вставка 12 у верхнего питателя и короткийпромежуток времени полость 4 запол-.няется одновременно через средний и10...
Способ заливки металлом вакуум-пленочных форм

Номер патента: 1177033
Опубликовано: 07.09.1985
Автор: Галдин
МПК: B22C 9/08
Метки: вакуум-пленочных, заливки, металлом, форм
...рабочую, полость отводной прибыли 6 уста- з 0навливают насадку 8, концевая часть которойзакрыта пористой керамической пробкой 7,Насадка 8 через манометр 9 соединена трубопроводом 10, имеющим вентиль для перекрытия и сообщения с атмосферой, с автономным вакуум-проводом,. В момент началазаливки, перед поступлением первых порцийметалла в стояк 3, вентиль на трубопроводе10 открывают и рабочую полость 5 формысообщают с автономным вакуум-проводом,устанавливая в ней остаточное давление порядка610 - 680 мм рт, ст, После окончания заливкиавтономную вакуум. систему перекрывают и прибыль 6 через трубопровод 10 сообщают с атмосферой, что улучшает питание отливки,Установленное таким образом в рабочей35полости формы остаточное давление,...
Устройство для заливки металлом формы прокатного валка

Номер патента: 1222399
Опубликовано: 07.04.1986
Авторы: Котешов, Лесной, Меняйло, Селегей, Фруль, Хрычиков
МПК: B22C 9/28, B22D 25/06, B22D 35/00
Метки: валка, заливки, металлом, прокатного, формы
...должен заканчиваться на уровне границы полостей бочки и верхней шейки потому, что устройство должно обеспечивать вращение металла только в бочке, а не в шейке и прибыли. Расположение расширенной части питателя в полости нижней шейки обусловлено необходимостью предотвращения разбрызгивания металла и размытия песчано-глинистой формы при падении струи металла с верхней части питателя. Кроме этого, придание510 15 мы. Это позволяет получить устойчи 20 25 30 35 40 вращательного движения металлу внижней шейке способствует более интенсивному вращению его в полости бочки, При этом неметаллические включения более интенсивно оттесняются в осевую зону и всплывают в прибыль.Наиболее рациональна треугольная форма питателя, так как в процессе...
Литниковая система для заливки форм металлом

Номер патента: 328981
Опубликовано: 01.01.1972
МПК: B23K 31/02
Метки: заливки, литниковая, металлом, форм
...дме зобретенн Литпиковая система для заливки форм металлом, включающая чашу, стояк, питатели и конусный стопор с приводом для его персмещення в вертикально 11 плоскости, отличаюи,аяся тем, что, с целью регулирования скорости заливки форм, стояк Выполнен коническим и в нем с зазором установлен стопор. сится к литейному произ 1 ть применено при заливпод напором стояка из преимущественно при изи средних отливок в пес ких формах. Известно устройство для регулирования скорости заливки металла в форму, включающее литниковую ча 1 пу, конусньш стопор с 10 приводом для псрсмстцения стопора и стояк. Стопор запирает входное (верхнее) отверстие в стояке, а скорость заливки регулируется благодаря подъему стопора, привод- щсму к увеличению живого...
Устройство для заливки металлом керамических форм, получаемых по выплавляемым моделям

Номер патента: 745354
Опубликовано: 30.06.1980
МПК: B22D 27/16
Метки: выплавляемым, заливки, керамических, металлом, моделям, получаемых, форм
...17 и 18, образующих ограждения от брызг расплавленного металла, которые приводятся в движение от пневмоцилиндров.Камера 9, загрузочное устройство 3 соединены с помощью трубок 19-21 с вакуумными насосами, с помощью которых осуществляется откачка воздуха. 4других загрязнений в центральной части тигля 2. Под действием пониженного давления в камере 9 расплавленный металл входит в помещенную вертикально литейную форму 25. После того как металл затвердеет в полостях литейной формы, но в стояковом канале 27 он еще находится в расплавленном состоянии, открытый конец 26 выдерживается ниже уровня поверхности расплавленного металла, и при повышении давления в камере 9 в результате подачи через трубку 19 аргона, а также под действием силы...
Предыдущий патент: Пресс-форма для литья по выплавляемым моделям
Следующий патент: Слиток
Случайный патент: Грузовой трюм судна-контейнеровоза