Станок для доводки отверстий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
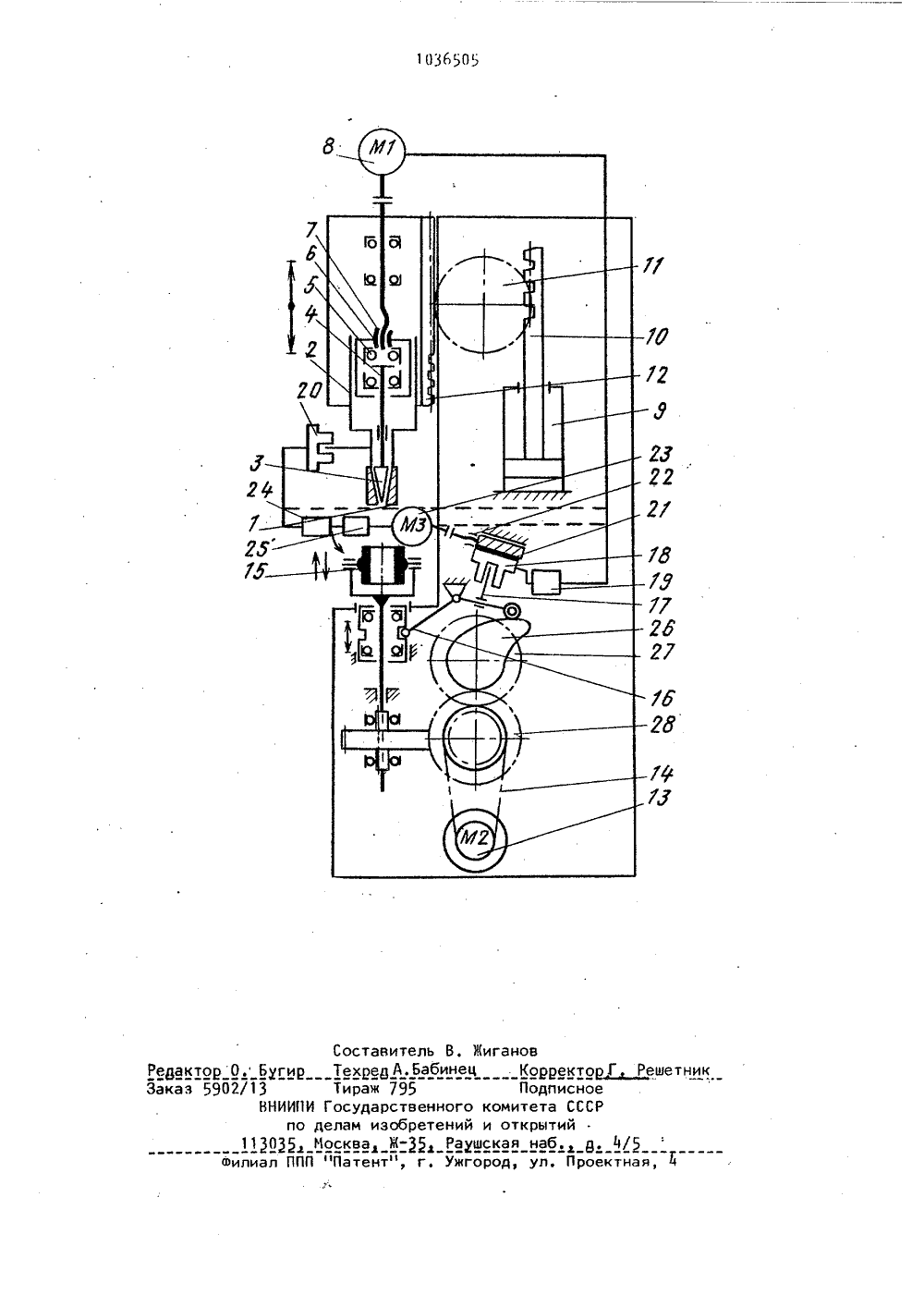
СОЮЗ .СОВЕТСНИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК о В 24 В 3 /О ЕТЕН СТВ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЬП ПИСАНИЕ И ВТОРСИОМУ СВИДЕ(71) Центральный научно-исследовательский и конструкторский институт топливной аппаратуры автотракторных истационарных двигателей(56) 1. Панин Г,И., Фефелов Н.А. Иеханизация и автоматизация процессов обработки прецизионных деталей. Л., "Машиностроение", 1972, с. 140.(54)(57) 1. СТАНОК ДЛЯ ДОВОДКИ ОТВЕРСТИИ, содержащий двигатель разжимаинструмента, электрически связанныйчерез переключатель со следящей системой по крутящему моменту, и механизмвозвратно-поступательного движения детали, о т л и ч а ю щ и й с я тем, что, с целью упрощения конструкции и повышения точности обработки, станок снабжен включенным в цепь питания двигателя разжима инструмента конечным выключателем, управляющим элемент которого закреплен на одном из звеньев механизма возвратно-поступательВного движения детали, причем исполнительнь 1 й элемент конечного выключателя установлен с возможностью смещения относительно управляющего элемента от реверсивного электродвигателя.2. Станок по и. 1, о т л и ч а ющ и й с я тем, что, с целью повышения производительности обработки, реверсивный электродвигатель электричес- Е ки связан с. переключателем посредством последовательно соединенных блока сравнения и командного блока. С"1 1036Изобретение относится к точномумашиностроению и может быть использовано в станках для окончательнойобработки отверстий.Известны станки, в которых двигатель разжима инструмента электрическисвязан со следящей системой в зависи"мости от измеренной величины крутящего момента, управляющей двигателемразжима инструмента, соединенным с 10разжимным устройством через двухсту"пенчаты й редуктор, обеспечивающийускоренную и рабочую скорости разжима инструмента, причем раЬочая ско"рость может изменяться за счет сменных шестерен редуктора ступенчато 11.Недостатком этой конструкции является то, что рабочая скорость разжимапритира настраивается ступенчато, ипри реально существующем наборе из 20трех пар шестерен трудно получитьжелаемую геометрическую орму, высокую точность и производительность.процесса доводки, так как настраиваемая по результатам предварительных экспериментов усредненная постоянная скорость разжима притираобычно не обеспечивает оптимальноготечения процесса обработки - онаоказываегся или больше оптимальнойпри этом паста быстро плавится, вытекает из зоны резания, образуютсяприхватывания притира и т.д.) илименьше при этом снижается жесткостьпритира и уменьшается сьем в единицу времени), следствием чего являет 35ся снижение точности и производительности обработки, а также повышениешероховатости обработанных поверхностей, Кроме того, наличие двух 40скоростного редуктора в станке усложняет кинематику станка.Цель изобретения - упрощение конструкции станка, повышение точностии производительности обработки.Поставленная цель достигается тем,что станок снабжен включенным в цепьпитания двигателя разжима инструмента конечным выключателем, управляющий элемент которого закреплен наодном из звеньев механизма возвратно апоступательного движения детали,причем исполнительный элемент конецного выклочателя установлен с возможностью смещения относительно управляющего элемента от реверсивного элек-.55, тродвигателя,Кроме того, реверсивный электродвигатель электрически связан с переключателем посредством последовательно соединенных блока сравнения и командного блока.На чертеже показана электромеханическая схема станка.Притир 1 жестко связан в осевом направлении со шпинделем 2.Коническая оправка 3 соединена со штоком 4, который через упорные подшипники 5 и винтовую пару гайка 6 - винт 7) связан с электродвигателем 8 для разжима инструмента. Указанные составные части смонтированы в виде единого узла доводочной головки, находящегося в верхней части-станка и имеющего возможность совершать установочное движение. В стойке, смонтированной на столе станка, расположен пневмоцилиндр 9 с рейкой 10, зубчатым колесом 11, соединенным с рейкой 12 доводочной головки. В нижней части станка расположен электродвигатель 13 связанный через клиноременную передачу 14 с редуктором механизма возврат-; но-поступательного движения обрабатываемой детали 15. На рычаге 16 возвратно-поступательногого движения установлен управляющий элемент 17, например флажок или кулачок конечного выключателя 18, электрически связанного через блок 19 импульсной подачи, и переключатель 20 следящей системы, с цепью питания двигателя 8 разжМа инструмента.Конечный выключатель 18 закреплен на подвижной платформе 21, соединенной через винтовую пару 22 с реверсивным электродвигателем 23Цепь питания электродвигателя 23 через в в ) блок 24 сравнения и командный блок 25 электрически соединена с переключателем 20, следящим за процессом доводки и расположенным на кронштейне до-. водочной головки. При включении станка доводочная головка, связанная с пневмоцилиндром через зубчатые рейки 10, 12 и зуЬчатое колесо 11, опускается, и притир 1 вводится в обрабатываемую деталь 15. После этоговключается двигатель разжима 8, который через винтовую пару 6-7, шток 4и оправку 3 производит ускоренный разжим притира 1 до его касания со стенками доводимого отверстия обрабатываемой детали 15. В момент касания притиром стенок отверстия срабатывает следящая по крутящему моменту система, имеющаяся на станке, и через переклочатель 20 запитывает блок 19Э 10365 импульсной подачи и конечный выклочатель 18,- который по команде закрепленного на рычаге управляющего элемента 17. начинает выдавать на каждый двойной ход детали импульсные сигналы на выключение и включение двигателя 8, в результате чего непрерывная ускоренная подача прекращается и начинается прерывистая (импульсная) подача, величина которой регули о руется изменением относительного расположения выключателя 18 и управляющего элемента 17. Рычаг 16 получает колебательное движение от кулачка 26, получающего вращение через пару конических шестерен 27 и 28.При возникновении отклонений крутящего момента от оптимального значения следящая система через переключатель 20, блок 2 М сравнения и командный блок 25 выдает команду на включение реверсивного электродвигателя 23, который через винтовую пару 22 перемещает подвижную платформу 21 и закрепленный на ней конечный выключатель 18, изменяя его положение относительно управляющего элемен 05 4та 17 и тем самымменяя длительность импульса, т.е. величину рабочей скорости разжима инструмента. В результате осуществляется автоматическое регулирование величины рабочей ско" рости разжима и ее поддержание на уровне, обеспечивающем оптимальное течение. процесса доводки независимо от отклонений геометрической формы обрабатываемых поверхностей отверстий, их микротвердости, колебаний температуры, состава и консистенции пасты, а также других случайных факторов.Схема работы станка позволяет обойтись без редуктора разжима притира и осуществить разжим инструмента в заранее заданном месте вдоль образующей обрабатываемого отверстия, С помощью этой схемы осуществляется бесступенцатое регулирование ско" рости разжима и ее адаптация к кон кретным .условиям обработки, что позволяет значительно повысить качество обработки, обеспечить оптимальные режиме резания и производительность труда.гг Тех Тир ещетник СССР ид ВдПроек ю У ная,Репактоо О. Бчг ж ааюеЗаказ 5902/13 ВНИИПИ Госу по делам 110 д Иосквилиал ППП "Па авитель В. ец А. Бабинец ж 195 арственного изобретений д Ж-Я Рау нт", г. Ужг игановКоррект Подп комитета и открыт ская наб УЮ О 77
СмотретьЗаявка
2537269, 27.10.1977
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И КОНСТРУКТОРСКИЙ ИНСТИТУТ ТОПЛИВНОЙ АППАРАТУРЫ АВТОТРАКТОРНЫХ И СТАЦИОНАРНЫХ ДВИГАТЕЛЕЙ
ПАНИН ГЕЛИЙ ИВАНОВИЧ, МЕЛЬНИК ВАСИЛИЙ ПАВЛОВИЧ, АКСЕЛЬРУД ИЛЬЯ ДАВИДОВИЧ, СЕМЕНОВА ВАЛЕНТИНА ВАСИЛЬЕВНА, ОРЛОВ АЛЕКСАНДР ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B24B 37/02
Метки: доводки, отверстий, станок
Опубликовано: 23.08.1983
Код ссылки
<a href="https://patents.su/4-1036505-stanok-dlya-dovodki-otverstijj.html" target="_blank" rel="follow" title="База патентов СССР">Станок для доводки отверстий</a>
Устройство для разжима инструмента хонинговального или доводочного станка

Номер патента: 676424
Опубликовано: 30.07.1979
Авторы: Гончаренко, Плотник, Приблуда
МПК: B24B 33/06
Метки: доводочного, инструмента, разжима, станка, хонинговального
...двигателя 11 привода вращения инструмента.Определение высшей точки обрабатываемой поверхности производится в начале цикла при движении инструмента вдоль 20 детали на установочной скорости. При ускоренном разжиме инструмента на вход сравнивающего устройства 8 от задатчика мощности 9 подается напряжение задания, соответствующее мощности холостого хода 25 привода вращения инструмента и напряжение с выхода датчика 10, соответствующее фактической мощности двигателя вращения инструмента.После касания брусками инструмента об рабатываемой детали (на чертеже не пока676424 разжим инструмента, и включает рабочу:о скооость движения инструмента вдоль детали,Поперечное положение брусков будет со ответствовать высшей точке обрабатываемой...
Способ управления траекторией относительного движения инструмента и обрабатываемой детали

Номер патента: 240452
Опубликовано: 01.01.1969
Авторы: Вульфсон, Кудинов, Левин, Ныс
МПК: B23B 39/14
Метки: движения, детали, инструмента, обрабатываемой, относительного, траекторией
...может быть получена на 20 экране осциллографа. Перемещая грузы 15вручную ц наблюдая изменение траектории, можно в результате изменения динамической податливости системы в разных направлениях, зависящей от момента инерции различных 25 главных фсрм колебаний, получить требуемуюпо техническим условиям форму траекторш, от которой зависит некруглость обрабатываемой поверхности в сечении, перпендикулярном оси вращения инструмента. Такая настройка ЗО может осуществлятьгя на заводах-изготовцтелях специальных станков, работающих при постоянном числе оборотов с целью получения минимальной некруглости.Для универсальных станков, работающих при различных числах оборотов шпинделя и обрабатывающих изделия разной массы различным инспрументом...
Токарный станок для обточки колесных пар

Номер патента: 2002592
Опубликовано: 15.11.1993
МПК: B23B 5/32
Метки: колесных, обточки, пар, станок, токарный
...в центральной вертикалькой плоскости 43 станка.Оси 44, 45 и 46, 47 пар фрикционных роликов 35, 36 и 37, 38 каждого из приводов 13 и 14 расположены параллельно и симметрично осям 41 и 42 платформ 39 и 40.На продольных осях 41 и 42 платформ 39 и 40 на определенном расстоянии соответственно размещены шарнирные опоры 48, 49 и 50, 51, в которых закреплены попарно вертикальные цилиндрические направляющие 52, 53 и 54, 55, размещенные в станинах 5 и 6,Поджим фрикционных роликов 35, 36 и 37, 38 к обрабатываемым колесам 27 и 28 нары 29 осуществляется шарнирно связанными с держателями прижимными устройствами 56, 57 и 58, 59, попарно расположенными у каждого узла и создающими вращающие моменты М 1, Мг, Мз и М 4.Прижимные устройства 56-59...
Гидравлический привод главного движения протяжного станка

Номер патента: 124279
Опубликовано: 01.01.1959
Авторы: Гутин, Жилинский, Козлов
МПК: B23D 41/08, B23Q 5/06
Метки: гидравлический, главного, движения, привод, протяжного, станка
...иную сторону канал 16 через проточку К и канавку Е сообщается либо с канавкой М, либо с канавкой Р 1. При этом в полость А цилиндра 17 масло подается или под давлением, или через трубопровод; эта поло ть сообщается со сливом 19. Таким ооразом, давление в полости А цилиндра 17 определяется относительным положением выступаЛ и канавки Е.Втулка 18 несет на себе червячную шестерню 20 с механизмом выборки люфта в зацеплении. Шестерня 20,:цепляясь с червяком 11 вращает втулку 18 со скоростью, соотвегствующей настроенной скорости движения каретки. Распределительная ось 21 вращается со скоростью, соответствующей действительной скорости каретки. Таким образом, поворот канавки Е относительно выступа Л, а следовательно, и давление в полости А...
Устройство для автоматического регулирования силы давления инструмента на поверхность детали с переменным радиусом кривизны

Номер патента: 1328172
Опубликовано: 07.08.1987
Авторы: Лего, Макрушин, Мирющенко, Порфильев
МПК: B24B 39/00
Метки: давления, детали, инструмента, кривизны, переменным, поверхность, радиусом, силы
...режима обработки. Детали задается вращение и платформой 2 подводится инструмент 6 к поверхности детали 10. Исполнительным механизмом 3 создается необходимое давление инструмента 6 на обрабатываемую поверхность детали. Включается автоматическая подача платформы 2 и начинается обработка детали, в процессе которой сигналы от датчиков 8 и 9 поступают на сумматор 11 и блок 12 вычитания. Из сумматора 11 суммированный сигнал поступает во второй сумматор 13, а из блока 12 вычитания разностный сигнал поступает на блок 16 модуля, с выхода которого на вход корректирующего блока 17 поступает сигнал, равнныи абсопютной "сличине сигнала, поступившего на вход блока 16 модуля.В корректирующем блоке 17 сигнал корректируется на определенную величину и...
Предыдущий патент: Устройство для галтовки деталей
Следующий патент: Устройство для определения абразивной способности
Случайный патент: Способ осветления растворов сернокислого титана