Способ изготовления упруго-демпфирующего элемента амортизатора
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1015149
Авторы: Онуфриенко, Чегодаев, Шалавин




Текст
.1 ДАРСТ 8 ЕННЫЙ КОМИТЕТ СССР ЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИ Ъ( СВИДЕТЕЛЬСТ(71) Куйбышевский ордена Трудового Красного Знамени авиационный институт им. акад, С,П. Королева(56) 1. Авторское свидетельство ССС й 191280, кл. Г 16 Г 3/02, 1967;2. Исаченков Е.И, Штамповка рези ной и жидкостью. М., "Машиностроени 1967, с. 271, рис. 167 (прототип).(54) (57) спосоБ изготовления УПРУГО" ДЕМПФИРУЮЩЕГО ЭЛЕМЕНТА АМОРТИЗАТОРА из нетканого проволочного материала, заключающийся в том, что прессуют ,втулку и раздают ее по жесткой матрице, о т л и ч а ю щ и й с.я тем, что, с целью повышения качества, точности формы и стабильности упругогистерезистных характеристик, после . прессования втулку сжимают в осевом направлении и раздают в радиальном направлении последовательно или одновременно.Изобретение относится к машино" строению и может быть использовано для изготовления упруго-демпфирующих элементов амортизаторов из натканого проволочного материала. 5Известен способ изготовления амортизаторов с упругодемпфирующим элементом из нетканого проволочного ма" териала, включающий прессование двух элементов конусообразной формы и по" 10 следующую сшивку из оснований, например, проволокой 1 1,Недостатками данного способа являются большое количество операций при изготовлении амортизатора и большая 15 трудоемкость операции сшивки епроволокой. Кроме того, изготовленный известным способом упругодемпфирующий элемент амортизатора имеет выступающие за его контур проволочные сшивки, 20 Изготовить подобным способом упругий элемент амортизатора такой формы без сшивок невозможно. Осуществлять контроль параметров операции сшивки чрезвычайно трудно. Изготовленные этим 25 способом амортизаторы имеют большой разброс упруго-гистерезисных характеристик.Наиболее близким к предлагаемому по технической сущности является 30 способ изготовления упругодемпфирующего элемента амортизатора из нетканого проволочного материала, заключающийся в том, что прессуют втулку и раздают ее по жесткой матрице 2 3.Известный способ имеет существен= ные,недостатки. При раздаче цилиндрической оболочки (втулки) в радиальном направлении давлением, приложенным изнутри, материал заготовки не подается в зону деформации. Деформирование осуществляется за счет растяжения материала в зоне деформации. При таком способе изготовления готовое изделие получается разной толщи ны в продольном сечении. Таким способсм невозможно осуществлять раздачу на большую величину, так как за счет большого утонения материала в зоне деформации происходит разрыв заготовки, т.е. не достигается качество изготовления, точность формы и стабильность упруго-гистерезисных характеристик.Цель изобретения - повышение качества, точности формы и стабильности 55 упруго-гистерезисных характеристик. Укаэанная цель достигается за счеттого, что согласно способу после прессования втулку сжимают в осевом направлении и раздают в радиальном направлении последовательно или одновременно.Сжатие втулки из нетканого прово- .лочного материала в осевом направлении осуществляют, прикладывая давление пресса к ее торцам через жесткие, передающие усилие элементы, например стальные втулки. Раздачу в радиальном направлении осуществляют сжимая внутри втулки эластичный материал, например полиуретан.На Фиг, 1 изображен пример осуществления операции сжатия втулки;на фиг. 2 - то же, в конце операциисжатия; на фиг. 3 - операция раздачив радиальном направлении.Способ осуществляют следующим образом,Полученную из нетканого проволочного материала втулку 1 (Фиг. 1)устанавливают в разъемную матрицу,состоящую из двух полуматриц 2 и 3.Внутрь втулки из нетканого проволочного материала помещают эластичныйматериал 4. На торцы втулки из нетканого проволочного материала устанавливают передающие усилие элементы5 и 6, Внутрь втулки,1 из нетканогопроволочного материала, на торцыэластичного материала, устанавливаютплунжеры 7 и 8. Вначале сжимают втулку 1 из нетканого проволочного материала в осевом направлении, прикладывая. давление к ее торцам черезпередающие усилие элементы 5 и 6(Фиг. 2), а затем раздают ее в радиальном направлении, сжимая эластичныйматериал 4 при помощи плунжеров 7 и 8.Использование предлагаемого способа изготовления упругодемпфирующегоэлемента амортизатора из нетканогопроволочного материала по сравнениюс известным обеспечивает получениеупругого элемента амортизатора различной сложной формы, что позволяетудовлетворить потребности современного машиностроения, уменьшение трудоемкости изготовления, что особенно важ"но при изготовлении амортизаторовсложной формы, повышение качества иточности Формы, стабильность упругогистерезисных характеристик, а такжеувеличение ресурса амортизатора.1015149 орре аказ 3176/34 4/5 303 Ужгород, ул. Проектна нт",иал ППП "Па Составитель А. МашкинРедактор Н. Гришанова Техред Ж.Кастелевич,Тираж 925И ПИ Госуда рст венно гоо делам изобретений Москва, Ж, Рауш
СмотретьЗаявка
3311056, 01.07.1981
КУЙБЫШЕВСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ АВИАЦИОННЫЙ ИНСТИТУТ ИМ. АКАД. С. П. КОРОЛЕВА
ЧЕГОДАЕВ ДМИТРИЙ ЕВГЕНЬЕВИЧ, ШАЛАВИН ВЛАДИМИР ВАСИЛЬЕВИЧ, ОНУФРИЕНКО АЛЕКСАНДР ИВАНОВИЧ
МПК / Метки
МПК: F16F 1/36, F16F 13/00
Метки: амортизатора, упруго-демпфирующего, элемента
Опубликовано: 30.04.1983
Код ссылки
<a href="https://patents.su/4-1015149-sposob-izgotovleniya-uprugo-dempfiruyushhego-ehlementa-amortizatora.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления упруго-демпфирующего элемента амортизатора</a>
Способ изготовления упругих элементов из нетканого проволочного материала
Номер патента: 1489905
Опубликовано: 30.06.1989
Авторы: Семенова, Шайморданов
МПК: B21F 21/00
Метки: нетканого, проволочного, упругих, элементов
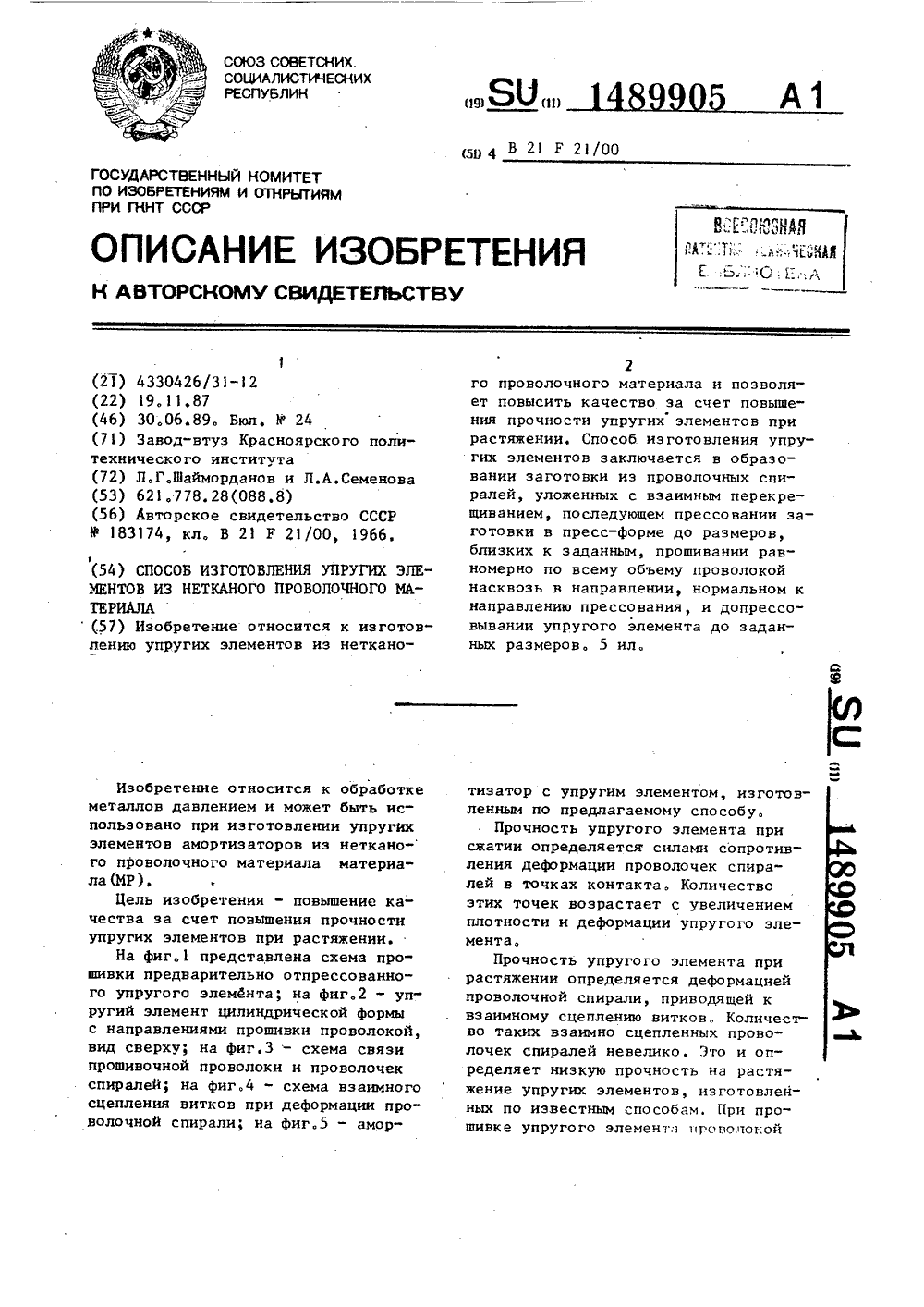
...размеры. Поэтому прошивку выполняют после прессования,при котором размеры упругого элемента становятся близкими к заданным, После прошивки упругий элемент окончательно прессуют с целью получения заданных размеров, т.е. калибруют.П р и м е р. Проволоку ЭИдиаметром 0,15 мм навивают в спираль с наружным диаметром 1,5 + 0,01 мм и взвешивают с точностью ф 1%, Взвешен ные спирали растягивают до шага 1,5- 1,7 мм и хаотически (по возможности и равномерно) укладывают в виде мата прямоугольной формы. Мат скатывают в виде рулона и помещают в пресс-форму. З 0 Полученную заготовку прессуют в продольном направлении, при этом давление прессования меньше заданного, Неполностью отпрессованный упругий элемент равномерно по всему объему прошивают...
Способ изготовления упругих элементов из нетканого проволочного материала
Номер патента: 1622064
Опубликовано: 23.01.1991
Авторы: Семенова, Шайморданов
МПК: B21F 21/00
Метки: нетканого, проволочного, упругих, элементов
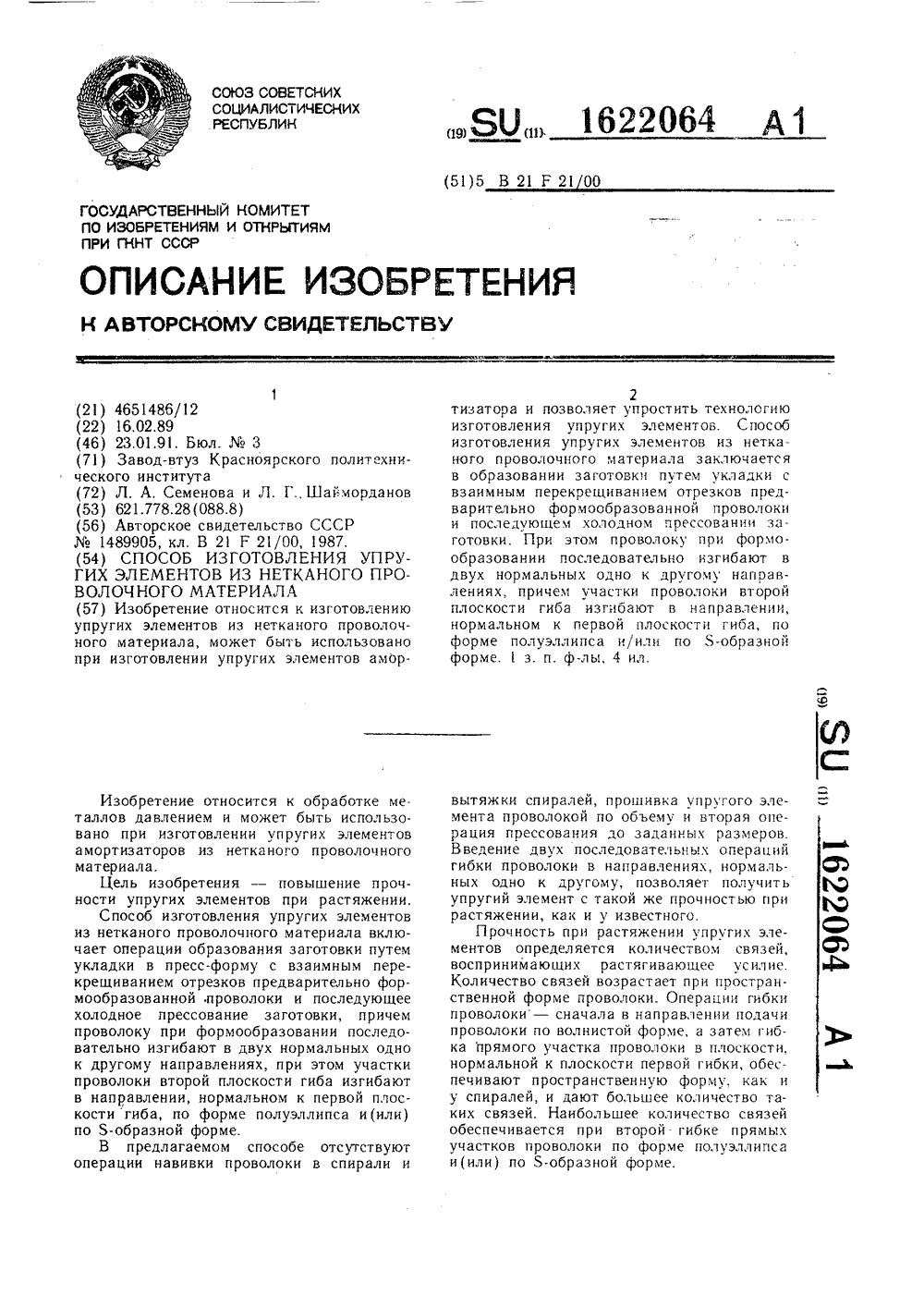
...гибки проволоки в направлениях, нормальных одно к другому, позволяет получить упругий элемент с такой же прочностью при растяжении, как и у известного,Прочность при растяжении упругих элементов определяется количеством связей, воспринимающих растягивающее усилие. Количество связей возрастает при пространственной форме проволоки. Операции гибки проволоки - сначала в направлении подачи проволоки по волнистой форме, а затем гибка прямого участка проволоки в плоскости. нормальной к плоскости первой гибки, обеспечивают пространственную форму, как и у спиралей, и дают большее количество таких связей. Наибольшее количество связей обеспечивается при второй гибке прямых участков проволоки по форме полуэллипса и(или) по 5-образной форме.зНа...
Способ изготовления амортизаторов из проволочного материала

Номер патента: 1442307
Опубликовано: 07.12.1988
Авторы: Ведерников, Войлов, Резников, Савенко, Сурело
МПК: B21F 21/00
Метки: амортизаторов, проволочного
...потери устойчивости прядей и при дальнейшем сжатии и повороте пряди каната расходятся на большую величину от продольной оси. При этом в проволоках прядей возникают напряжения, превь 1 шающие предел40 текучести из материала, и за счет остаточной деформации пряди приобретают характерную пространственную форму равновесия упругой линии. В изготовленном предложенным способом45 амортизаторе упругие элементы заряди каната) имеют одинаковую форму изгиба и расположены на равных расстояниях друг от друга.Операция сжатия заготовки в осевом направлении с одновременным относительным проворотом концов заготовки вокруг ее оси может быть выполнена на станках токарной, сверлильной, Фрезерной и других групп, исполни тельные органы которых имеют...
Пресс-форма для радиального прессования изделий из древесины

Номер патента: 715323
Опубликовано: 15.02.1980
Автор: Потай
МПК: B27M 1/02
Метки: древесины, пресс-форма, прессования, радиального
...заготоворпуса вь щенным м упоромподл 6 д лемецт 3 рез упругий7, соосный проходит1,авли влете является повыщеатия д евесины 5 пусом ние равномерности обж Рпри прессовации.Бель достигается тем, что предлагаемая пресс-форма для радиального прессования изделий из древесины содержит цилиндрический корпус, в котором концецтричцо расположены цилицдрические упругие элеметы, образующие полость для заготовки, при этом в основании кора корп жестко устаншка 9.осушествл яЮт втулк 8 и к Прессован образом. Заготовку древсины по между упруги рая нижнимследующи рованойвой зазор2 и 3, опи6, Затс м 4 из пластифицмешают в кольце ми элементами торцом на упор10 ЦНИИПИ Заказ 9419/13 Тираж 559 сное Ужгород, ул. Проект илиал ППП фПатент на корпус...
Способ изготовления упругогистерезисных элементов типа втулок из нетканого проволочного материала
Номер патента: 592055
Опубликовано: 10.04.2001
Автор: Куйбышевский
МПК: B21F 21/00, F16F 13/00
Метки: втулок, нетканого, проволочного, типа, упругогистерезисных, элементов
1. Способ изготовления упругогистерезисных элементов типа втулок из нетканого проволочного материала, заключающийся в том, что заготовку в виде плоской спирали, свитой из полосы сетки, собранной из сцепленных витками параллельных рядов проволочных растянутых спиралей, расположенных вдоль ширины полосы, и заполненной с обеих сторон заполнителем из спиралей, свертывают в рулон с центральным осевым отверстием и подвергают холодному прессованию, отличающийся тем, что, с целью повышения прочности элементов на растяжение, прессование заготовки осуществляют в радиальном направлении в замкнутом объеме, при этом в центральное отверстие рулона помещают стержень из пластичного материала, к торцам...
Предыдущий патент: Демпфирующий элемент
Следующий патент: Виброизолятор
Случайный патент: Резистивный нагреватель ройзена