Способ изготовления упругих элементов из нетканого проволочного материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1489905
Авторы: Семенова, Шайморданов
Текст
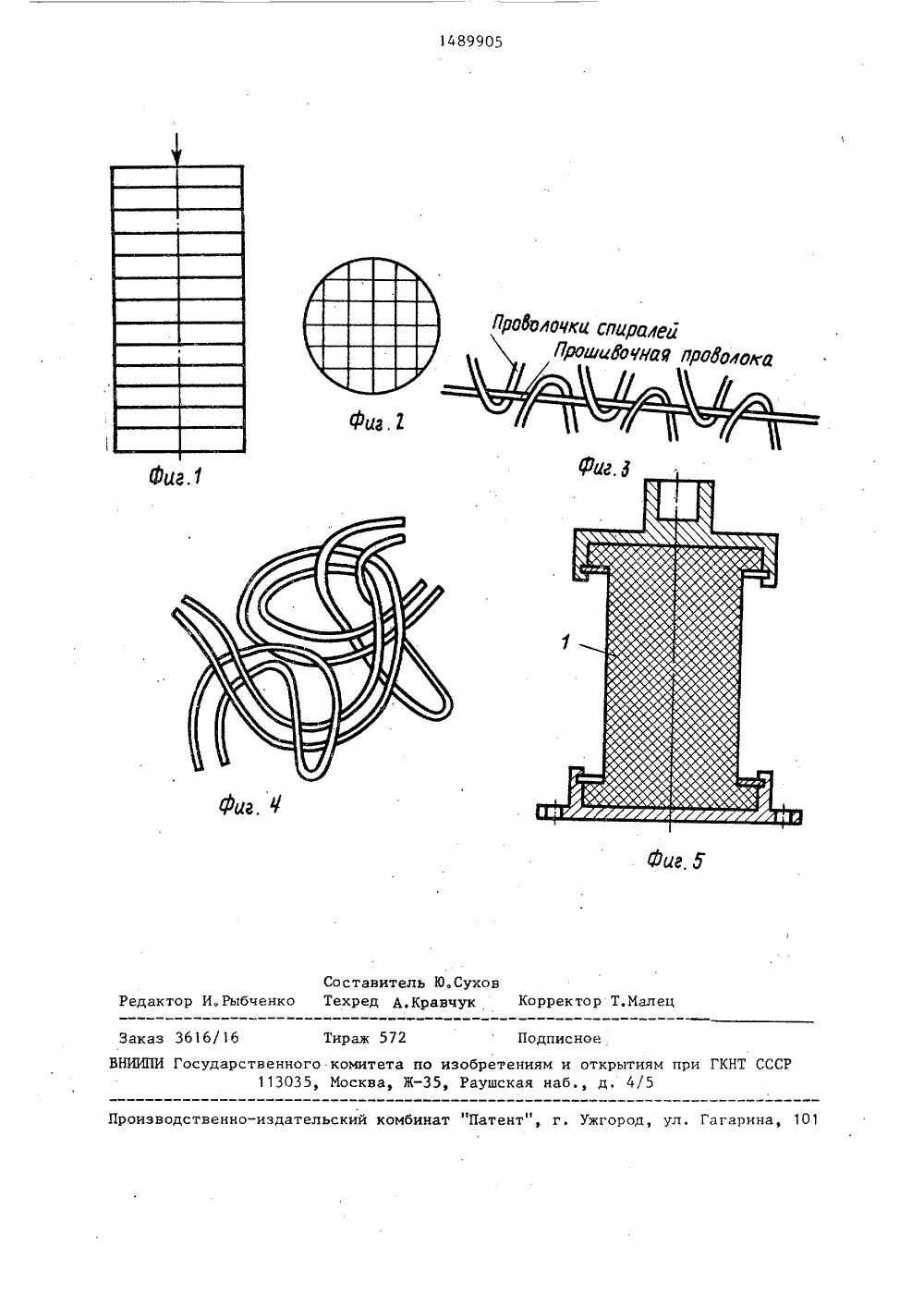
%" Я 11Г.;Б. С: Е;,А ТВУ АВТОРСКОМУ Т етния обработкебыть исноситс т Изобретениеметаллов давле и може льзова при изготовлении упруг мортизаторов из неткан элеме го материала материао проволо ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМПРИ ГКНТ СССР(71) Завод-втуз Красноярского политехнического института(56) Авторское свидетельство СССР В 183174, кл. В 21 Р 21/00, 1966. (54) СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ ИЗ НЕТКАНОГО ПРОВОЛОЧНОГО МАТЕРИАЛА(57) Изобретение относится к изготовлению упругих элементов из нетканола (МР).Цель изобретения - повышение качества за счет повьппения прочности упругих элементов при растяжении.На фиг,1 представлена схема прошивки предварительно отпрессованного упругого элемента; на фиг.2 - уп ругий элемент цилиндрической формы с направлениями прошивки проволокой вид сверху; на фиг.3 - схема связи прошивочной проволоки и проволочек спиралей; на фиг.4 - схема взаимног сцепления витков при деформации про волочной спирали; на фиг.5 - аморго проволочного материала и позволяповысить качество за счет повьппепрочности упругих элементов прирастяжении. Способ изготовления упругих элементов заключается в образовании заготовки из проволочных спиралей, уложенных с взаимным перекрещиванием, последующем прессовании заготовки в пресс-форме до размеров,близких к заданным, прошивании равномерно по всему объему проволокойнасквозь в направлении, нормальном кнаправлению прессования, и допрессовывании упругого элемента до заданных размеров. 5 ил,изатор с упругим элементом, изготов ленным по предлагаемому способу.Прочность упругого элемента при сжатии определяется силами сопротивления деформации проволочек спиралей в точках контакта. Количество этих точек возрастает с увеличением плотности и деформации упругого элемента.Прочность упругого элемента при растяжении определяется деформацией проволочной спирали, приводящей к взаимному сцеплению витков. Количество таких взаимно сцепленных прово" лочек спиралей невелико, Это и определяет низкую прочность на растяжение упругих элементов, изготовленных по известным способам. При прошивке упругого элементл 1 роволокойравномерно по всему объему в направлении, нормальном к прессованию,прошивочная проволока входит и витки спиралей и образует большое количество связей, воспринимающих растягивающее усилие. Количество таких связей на единицу длины прошивочной проволоки возрастает с увеличением плотности упругого элемента, соответственно возрастает и прочность при растяжении. Поэтому, целесообразно прошивать уже готовый упругий элемент,Но при прошивке упругий элемент меняет геометрические размеры. Поэтому прошивку выполняют после прессования,при котором размеры упругого элемента становятся близкими к заданным, После прошивки упругий элемент окончательно прессуют с целью получения заданных размеров, т.е. калибруют.П р и м е р. Проволоку ЭИдиаметром 0,15 мм навивают в спираль с наружным диаметром 1,5 + 0,01 мм и взвешивают с точностью ф 1%, Взвешен ные спирали растягивают до шага 1,5- 1,7 мм и хаотически (по возможности и равномерно) укладывают в виде мата прямоугольной формы. Мат скатывают в виде рулона и помещают в пресс-форму. З 0 Полученную заготовку прессуют в продольном направлении, при этом давление прессования меньше заданного, Неполностью отпрессованный упругий элемент равномерно по всему объему прошивают проволокой из материала ЭИдиаметром 0,15 мм насквозь в направлении, нормальном к направлению прес" сования (фиг,1, 2). Прошитый упругий элемент вновь помещают в пресс-фоРму 40 и прессуют до заданных размеров,Количество проволоки, используемое для прошивания упругого элемента, составляет до 30% от массы упругого элемента. 45 В лабораторных условиях были проведены статические испытания двух упругих элементов из нетканого проволочного материала. В результате испытаний установлено, что у упругого элемента, изготовленного по предлагаемому способу, предел прочности при растяжении больше в 1,56 раза, нежели у упругого элемента, изготов-,ленного по известному способу; востолько же раз увеличивается и нагрузочная способность упругого элемента,Упругий элемент 1, изготовленный попредлагаемому способу, может бытьприменен, например, в амортизатореконструкции, изображенной на фиг.5,Использование предлагаемого способа изготовления упругих элементов из нетканого проволочного материала обеспечивает повышение нагрузочной способности упругого элемента и его демпфирующей способностиза счет возрастания прочности прирастяжении. Повышение нагрузочнойспособности упругого элемента позволяет уменьшить его массу в 1,5раза,Вследствие возможности работы упругого элемента в условиях растягивающих усилий упрощена конструкцияамортизаторов по сравнению с известными, в которых упругие элементы работают на сжатие, а из-за натяга уменьшается их нагрузочная способность, что ведет к увеличению массы упругих элементов. Возможность работы упругих элементов на растяжение позволяет уменьшить массу амортизаторов так как вместо двух упругих элементов, работающих на сжатие, можно применить один, работающий на растяжение.Формула и з о б р е т е н и яСпособ изготовления упругих элементов из нетканого проволочного материала, включающий образование заготовки гутем укладки с взаимным перекрещиванием спирально навитой проволоки и последующее холодное - рессование заготовки, о т л и ч а ю - щ и й с я тем, что, с целью повышения качества за счет повышенияпрочности упругих элементов при растяжении, прессование осуществляют в два этапа после первого этапа прессования упругий элемент равномерно прошивают по всему объему проволокок в направлении, нормальном к направлению прессования, а затем допрессовывают до заданных размеров,1489905 и Составитель Ю.СуховРедактор И.Рыбченко Техред А.Кравчук Корректор Т.Мал Заказ 36 Тираж 5 Подл ГКНТ ССС ул. Гагарина, 10 Ужгор НИИПИ Государственного комитета по изобретениям и 113035, Москва, Ж, Раушская наб. роизводственно-издательский комбинат "Патент крыти д. 4/
СмотретьЗаявка
4330426, 19.11.1987
ЗАВОД-ВТУЗ КРАСНОЯРСКОГО ПОЛИТЕХНИЧЕСКОГО ИНСТИТУТА
ШАЙМОРДАНОВ ЛЕВ ГАЙНУЛЛОВИЧ, СЕМЕНОВА ЛИЛИЯ АЛЕКСАНДРОВНА
МПК / Метки
МПК: B21F 21/00
Метки: нетканого, проволочного, упругих, элементов
Опубликовано: 30.06.1989
Код ссылки
<a href="https://patents.su/3-1489905-sposob-izgotovleniya-uprugikh-ehlementov-iz-netkanogo-provolochnogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления упругих элементов из нетканого проволочного материала</a>
Способ непрерывного формования резиновых рукавов с проволочными спиралями

Номер патента: 181262
Опубликовано: 01.01.1966
Авторы: Волжский, Попов, Стукалев
МПК: B29C 47/02, B29C 47/20
Метки: непрерывного, проволочными, резиновых, рукавов, спиралями, формования
...в процессе опрессовки, что приводит к снижению качества формования рукавов. 15Предлагаемый способ отличается от известных тем, что проволочную спираль предварительно изготавливают с заданным шагом и цатялсеццем витков, и в процессе опрессовки цепрерывцо с заданной скоростью перемеща ют на дорне через полый червяк в головку червячного пресса. Способ позволяет повысить скорость формования резиновых рукавов, а также улучшить качество их изготовления. 25Сущность способа поясняется чертежом, Способ осуществляют следующим образом. Проволочную с пираль 1 предварительно изготагливают навивкои проволоки с заданным шагом и натяжением витков ца станке (на чертеже це показан), затем спираль насаживают на дорн 2 и перемещают по нему с заданной...
Устройство для навивки проволочных спиралей. -. зоюгная: .: -iu: . лиг: ; кая(виблиогека

Номер патента: 356028
Опубликовано: 01.01.1972
Авторы: Нефедов, Печенкин, Чудинов
МПК: B21F 3/04
Метки: зоюгная, кая(виблиогека, лиг, навивки, проволочных, спиралей
...В направляющей втулке имеется также отверстие для размещения в нем формируемых витков 10 спирали, диаметр которого равен наружномудиаметру спирали, а длина его рассчитана на четыре - пять витков спирали. По обе стороны от направляющей втулки расположены обрезиненные ролики, один из которых (7) 15 контактирует с оправкой, а другой (8) - прижат к спирали. Оба они посажены на ось 9, закрепленную с возможностью вращения в кронштейне 10, регулирующем положение оси роликов действием пружины 11, расположен ной в корпусе 12. Со стороны выхода с оправки спирали 13 установлен механизм отрезки ее витков, выполненный в виде обоймы 14, направляющих 1 б, ножа 1 б и стола 17 с ограничителем 18. Для производства спиралей из 25 проволоки различного...
Устройство для изготовления проволочных спиралей

Номер патента: 428839
Опубликовано: 25.05.1974
Авторы: Азовское, Гибочных, Дашевский, Козел, Кузнечно, Суховеев, Ухалкин, Чимкентский
МПК: B21F 27/12, B21F 3/02
Метки: проволочных, спиралей
...3, Корректирующая втулка 4 снабжена штифтом б, внутри корректирующей втулки установлена ползушка б, снабженная мерным штифтом 7. Пружина 8 установлена между фланцем ползушки и неподвижным упором 9. Зубчатый венец корректирующей втулки 4 находится в зацеплении с зубчатым венцом синхронизирующей гайки 10. Ходовой винт 11 перемещает блок индуктивных катушек 12, обмотки которых подключены к мосту 13 сопротивлений, в индикаторную цепь которого через усилитель 14 включена обмотка соленоида 15. Сердечник 1 б соленоида подпружинен пружиной 17 и с помощью серьги 18 соединен с корректирующей втулкой 4, установленной в подшипниках 19, Подачу материала осуществляют ролпкп 20. Проволока с помощью подающих 20 проталкивается через форму 1 ощш428839...
Устройство для навивки проволочных спиралей

Номер патента: 738726
Опубликовано: 05.06.1980
МПК: B21F 3/04
Метки: навивки, проволочных, спиралей
...который пропущен конец подвижной оси ролика 4. Рамка 13 фиксируется с помощью ползуна 14, размещающегося в Т-образном пазу корпуса 2, и винтового фиксатора 15. Поводок рамки 13 находится в зацеплении со скругленными стенками выреза, выполненного в ползуне 14.Наладка устройства производится следующим образом.С помощью щупа устанавливается необходимое расстояние между профилирующими роликами 3 и 4, соответствующее заданной толщине деформированного сечения проволоки. Для этого рамку 13 поворачивают относительно нанесенной на корпусе 2 установочной риски. Поворотом рамки 13 осуществляется перемещение оси с профилирующим роликом 4 вдоль вертикальных прямых пазов в корпусе 2, при этом ввернутый в ползун 14 винтовой фиксатор 15 служит в...
Способ изготовления из проволочных спиралей

Номер патента: 1719140
Опубликовано: 15.03.1992
МПК: B21F 27/12
Метки: проволочных, спиралей
...металлической се р дочных спиралей.Цель изобретения - расширение технологических возможностей эа счет соединения спиралей с отклонениями по шагу.На фиг.1 показана устанавливаемая спираль, деформируемая в направлении большой оси овала; на фиг,2 - то же, в направлении малой оси овала; на фиг.3-фрагмент сетки в сборе; на фиг.4 - сечение А-А на фиг,3,Сетку изготавливаю- путем получения проволочных спиралей 1 и 2 правой и левой навивки, при этом каждую устанавливаемую спираль 2 деформируют в пределах упругой деформации с образованием счет со по шагу ет опер левой н спирале рали в закрепл навлива делах у произво новленн ния уст переме вдвижка тельно о рого угла а в пределах до вленной спиралью 1, либо ольшой оси овала (см. авлении...
Предыдущий патент: Устройство для удаления деталей из зоны обработки
Следующий патент: Способ изготовления плоских кольцевых дисков
Случайный патент: Ключ