Способ изготовления кодирующих дисков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
Союз СоветскихСоциалистическихРеспублик ОП ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 1 и 935997(51) М. Кл. 608 С 9/00 ЭВуАарстеаиаб кюмвтет СССР ае доем юебуоенкй в етхрмтвй(72) Авторы изобретения К, Г, Казиев о Знамени сесоюэнт синтетичвскнх 6 рмтный институт йо-кхимической промы Ордена Трудового Красног иссле довательский институ иссле довательский н проек автоматизации нефтяной и ый,научно+ф,ол. н Научно-ощлекснойпенности(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОДИРУЮЩИХ ДИСКОВ Изобретение отн ческому изготовпе ментов дпя бесконт теней угловых пере именно к способам рующих дисков Известен фото готовпения кодир гированных стекпоплосится к технологивию кодирующих элеактных преобразовамещений в код,.а изготовления кодиособ изхимический сп уюших дисковастика и г кой са (11ОПж этом способе изготовпения са.ми заготовки - фопьгированные стекло- текстолит и гетинакс, исэа повьппенной нормы величины коробления не обеспечивают получение кодирующего диска с необходимой нормой точности по торцевому биению. Дпя обеспечения надежности работы кодирующего устройства ипения оптимальной массы диска на листов фопьгированного мате- . риала должна быть не более 1 мм, что снижает жесткость диска и щаводнт к повышенноьщ коробпению. Наиболее близким по своей технической сущности к предпогаемому способу является способ изготовления облегченных коднрукипих дисков для бесконтактных преобразователей путем приклеивания к изготовленной точением несущей подложке из легкого материала двух сторон кодовых масок, изготовленных фотохимическим способом на фопьгированном диэлектрике. В качестве несущей подложки используют выточенные из жесткого пенопопиуретана диски 2 1 .Недостатками этого способа изготовления кодйрующих дисков являются: малая производительность, связанная с необходимостью вытачивать несущие диски иэ легкого материалщ большой расход материала при механическом изготовлении несчпих дисков; отсутствие возможности механизации процесса изготовления коднруюших дисков; низкая точность изготовления, вызываечвя робпением диска иэ-за неравномернЙМ 9 усадки клеевого слоя при его полимеризацнивЦель изобретения - повышение точности изготовления кодируюших дисков.Поставленная цель достигается засчет того, что в способе изготовлениякодируюших дисков, заключающемся всоединении несущей полиуретановой подложки с прямой и обратной кодовымимасками из фольгированного диэлектрика, на дне формы, нагретой до 305 ОС,помещают обратную кодовую маску, устанавливают осевую втулку, заливают вформу попиуретановый компаунд, помещают на компаунд прямую кодовую мас- . 15ку и закрывают форму крышкой, затемформу нагревают до 80+30 С, выдерживают при этой температуре 20-30 мин,после чего форму охлаждают до комнатнойтемпературы и извлекают кодирующий уфдиск.На чертеже приведен пример реализации способа изготовления кодируюшихдисков.На чертеке показаны: прямая и обратная кодовые маски 1 и 2, втулка 3,форма 4 с крышками 5 и 6 и полиуретановый компаунд 7. Крышка 5 является дном формы 4,Способ осуществляется следующим зообразом. Дпя точного воспроизведения поверхности дисков и придания им необходимой жесткости кодовые маски 1 и 2 изготавливаются из фольгированной стеклотквни или фльгированной бумаги толщиной не более 0,1 мм, а толщина слоя полиуретановой подложки выбирается в пределах 3-5 мм. Маски 1 и 2 вырубаются в виде диска с отверстием для оси в центре, Достаточная центровка диска достигается установкой в форме в фиксированном положении центральной втулки 3, высота которой на 0,15-0,20 мм меньше общей толщины диска. Втулка 3 ф 5 спужит одновременно фиксатором средней частипрямой и обратной масок, прижимая их к поверхности крышек 5 и 6 формы 4, и препятствует затеканию попиуретвна на рабочую поверхность кодирующего дис ф ка. Наружная сторона масок помещается свободно в кольцевой выемке формы 4.Заливка компаунда в количестве, рассчитанном в зависимости от объема формы,. осуществляется в центр формы на осевую 55 втулку 3. Вспениввюшвя масса движется о,центра к перифериидиска, разглаживая маски и прижимая их к поверхности фовфмы. Воздух, звполняюший форму, выходит через ее неплотности, и вспениввюшая масса компаунда заполняет всю внутреннюю попость. После выдержки при определенных условиях изделие извлекают нз формы.Операции изготовления кодирукших дисков производят в следующем порядке,В металлическую форму 4, нагретую до ЗОФ 5 ОС, вставляют осевую втулку 3, обратную маску 2 помещают на дно ормы 4 так, чтобы края осевого отверстия маски прииимапись к форме этой втулкой 3.Перемешивают в металлическом стаканчике объемом 10 мл 25 г.компонента А полиуретановой композиции, состоящего из 75 % оксипропилированного глицерина молекулярной массы 500 (Лапро.па 503); 17% Й 1 М 1 й Я-тетраоксипропилэтилендиамина (Лампрвмола 294);1% кремнеорганического стабилизатора пень; 1,5% диметилэтанопамина и хладона 11, а также 2,5 г компонента Б-полин зоцианата. Для перемешивания используется пропеллерная мешалка с числом оборс тов 3000-3500 в мин.Смесь выливают в форму 4 в районе втулки 3 и вставшпот прямую маску 1, крьппку 5 формы 4 и зажимают форму 4 болтами. Через 2-3 мин форму помешают в термостат, нагретый до 80 С. Через 20-30 мин форму вынимают из термостатв, охлаждают до 30-50 С, и вынимают кодирующий диск.Плотность несущей подложки составляет при этом 100-200 кг/м.3Полученный кодовый диск имеет от клонение от плоскости не более 0,03 мм и осевое биение не более 0,1 мм. Сохранность свойств диска не менее 5 лет.Использование способа изготовления кодовых дисков обеспечивает по сравнению с существуюшими способами следующие преимушества. позволяет эксплуатировать кодовые датчики давления в. течение 3-.5 лет без изменения их характеристиктогда квк датчики, изго товленные из фольгированного стекло- текстолита, требуют замены через 3-9 месяцев; получение дисков не требует применения специальных клеев, легко механизируется количество отходов сведено к минимуму, что улучшает условия работы и уменьшает загрязнение окружающей среды, Экономический эф038007 6вый компаунд, помешают на компаундпрямую кодовую маску и закрываютформу крышкой, затем форму нагреваютдо температуры 80+ЗА С, выдерживаютпри этой температуре 20-30 мин, послечего форму охлаждают до комнатнойтемпературы и извлекают кодирукицийдиск. 5фект от использования способа изготовления коднрующих дисков обусловлен его техническими преимуществами,формула изобретения Способ изготовления коднрующих дисков, закгпочающийся в соединении несущей полнуретановой подложки с прямой и обратной кодовыми масками из фольгированного диэлектрика,. о т л и ч а ющ и й с я тем, что, с целью повьпцения точности изготовления кодирующнх диоков, на дно формы, нагретой до температуры 305 С, помещают обратную кодовую маску, устанавливают осевую втулку, заливают в форму полиуретаноИсточники информации16 прпщтые во внимание при экспертизе1. Жигалов А. Т. и др. Конструированне и технология печатных плат. М.,"Высшая школа", 1973, с. 90-98.2. Казиев К. Г. Конструктивно.гех 1 . нологические пути повышения точностикодовых датчиков давления типа ДДК.- За технический прогресс, 1977, М 6Заказ 4217/54ВНИИ ПИ Тираж 642 Подпнсно Государственного комитета СССР по делам изобретений и открытий 13035, Москм, Ж, Раушская наб д.
СмотретьЗаявка
2986501, 17.09.1980
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ВСЕСОЮЗНЫЙ НАУЧНО ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ СИНТЕТИЧЕСКИХ СМОЛ, НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ ПО КОМПЛЕКСНОЙ АВТОМАТИЗАЦИИ НЕФТЯНОЙ И ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
КАЗИЕВ КУРБАН ГАБИБУЛЛА-ОГЛЫ, ВАХТИН ВЛАДИСЛАВ ГЕОРГИЕВИЧ
МПК / Метки
МПК: G08C 9/00
Метки: дисков, кодирующих
Опубликовано: 15.06.1982
Код ссылки
<a href="https://patents.su/3-935997-sposob-izgotovleniya-kodiruyushhikh-diskov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления кодирующих дисков</a>
Устройство для автоматического совмещения подложки с маской

Номер патента: 291387
Опубликовано: 01.01.1971
МПК: H05K 7/12
Метки: маской, подложки, совмещения
...плите 7винтами и контактной сваркой. Плита 7 вывешена в основании 8 с помощью четырех изогнутых тонких пластинчатых Х-образных пружин 9, одна сторона которых укреплена 10 на плите 7, а другая - на основании 8. В основание 8 запрессованы два штифта 10 с шаровыми фиксирующими головками. Штифты служат для фиксации подложкодержателя по конусному отверстию и призматическому па зу. Штифт 11 играет роль третьей опоры иобеспечивает размещение различных подложкодержателей в идентичном положении, Основание 8 установлено в гнезде диска 12 маскодержателей и удерживается в нем с по мощью планок 18 и пружин 14.После транспортировки подложкодержате.ля на требуемую позицию диски 8 и 12 сближаются, и в результате подложкодержатель коническим...
Способ изготовления термоэлементов из термобиметаллов в форме сферических дисков

Номер патента: 2001129
Опубликовано: 15.10.1993
Авторы: Викторов, Смакович, Улановский, Фрид
МПК: C21D 8/12
Метки: дисков, сферических, термобиметаллов, термоэлементов, форме
...вцентре диска путем его деформации в направлении активного слоя со степенью деформации 20-50 приводит к возникновению в центре диска выпуклости малого диаметра, порядка 1 мм. Данная деформация расширяет диапазон использования термоэлемента от -200 до -550 С.Данные опытного опробования термоэлементов приведены в табл.2.Как видно из приведенных данных лучшие результаты показывают примеры 3-5, соответствующие параметрам и редложенного спОсоба. Данные примеры свидетельствуют, что в термоэлементах значительно снижается допуск на термочувствительность и разброс температуры срабатывания, По получении стабильной структуры свидетельствует максимальный прирост прецизионного предела упругости Л Оо,осе= 30-35 .Экономическая эффективность...
Устройство волынина для укладки абразивной массы в форму “дум-в-мм

Номер патента: 614953
Опубликовано: 15.07.1978
Автор: Волынин
МПК: B28B 13/02
Метки: абразивной, волынина, дум-в-мм, массы, укладки, форму
...лопасти 6.У пнтзтеля 1 внутрн корпуса установленаперфорированная рубашка 7 для аэрацннмассы, Форма установлена на тележке н может опускаться н подниматься от гидропрн.вода 8.,инделе 2 закреплен конус 9, к торго прикреплены серповидные ножи рпусепнтателя нмеется дно 11 с ым разгрузочным отверстнем,611 ЩЗ Формула изобретения 4 Ъе. ФРедактор Г.МозжечковЗаказ 38201 Составитель Л. МалТекред О. Лутоваигараж 683)кина Корректор Д. Мельннченко Иочпнсное ПИ Государственного коннтета Совета Мнннстроа СССР но делам нзобретен нй н от кр ьанй П 3035, Москва, Ж 35, Раунгская наб, д. 45 янал 1 Н 1 П кПатента, г. Ужгород, уа.проектная, 4Устройство работает следующим образом, Отвещенная для изготовления одного круга масса высыпается в питатель 1. Форма от...
Форма для определения текучести полимерных материалов

Номер патента: 480959
Опубликовано: 15.08.1975
Авторы: Восторгов, Жаров, Калинчев, Петров
МПК: G01N 11/06
Метки: полимерных, текучести, форма
...нахождения ма териала в инжекционном цилиндре к термодеструкции, окислению термопластичных и частичному отверждению термореактивных материалов. Это в свою очередь вызывает ухудшение качества расплава полимера и ис кажение результатов испытаний.Целью настоящего изобретения являетсяповышение точности результатов испытаний по определению текучести полимерных материалов и снижение усилий за пир анин ЗО формы.Это достигается тем, что в предлагаемой форме канал выполнен винтовым и расположен по боковой поверхности цилиндрического пуансона, а матрица выполнена в виде стакана, охватывающего пуансон,При таком выполнении формы усилие запирания не зависит от длины заполнения винтового канала, поскольку площадь литья не изменяется с увеличением...
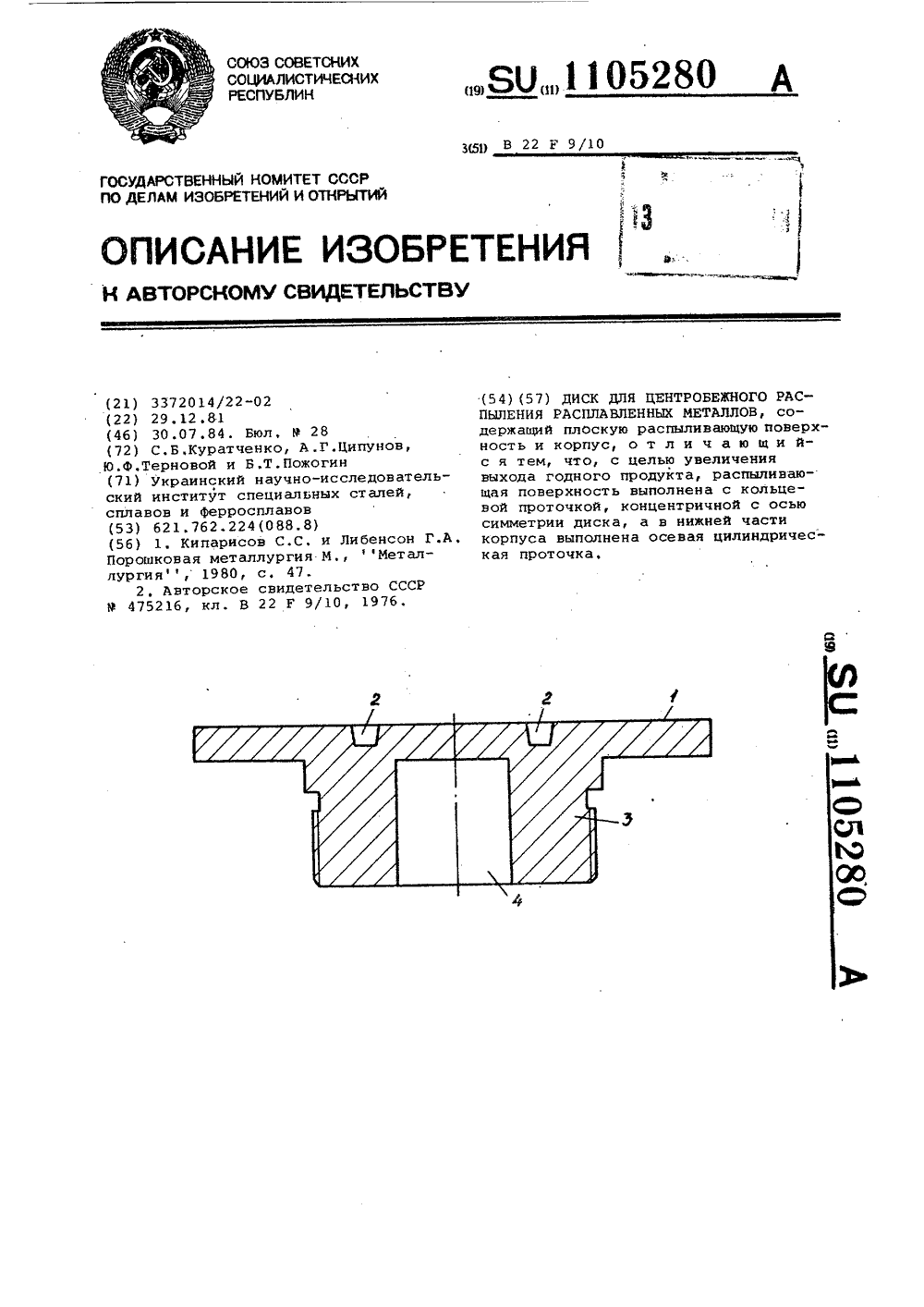
Диск для центробежного распыления расплавленных металлов
Номер патента: 1105280
Опубликовано: 30.07.1984
Авторы: Куратченко, Пожогин, Терновой, Ципунов
МПК: B22F 9/10
Метки: диск, металлов, расплавленных, распыления, центробежного
...металлической ленты (2).25К недостаткам известного устройст -ва относится низкий выход годногопродукта, обусловленный отсутствиемус ловий удержания слоя расплава нараспыли вающей поверхности, зоЦель изобретения - увеличениевыхода годного продукта, т.е. порошка заданного фракционного состава.укаэанную цель достигают тем, чтов, в ,иске для центробежного распылени.: расплавленных металлов, содержащем плоскую распыливающую поверхностьи корпус, распыливающая поверхностьвыполнена с кольцевой проточкой, концентричной с осью симметрии диска,а в нижней части корпуса выполнена осевая цилиндрическая проточка,На чертеже показана схема диска,вертикальное сеч;. ние,Предлагаемый диск для центробежного распыления расплавленных металлов содержит плоскую...
Предыдущий патент: Преобразователь перемещения в код
Следующий патент: Преобразователь перемещения в код
Случайный патент: Цифровой мост постоянного тока