Механизированная линия изготовления форм методом электрофореза для литья по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
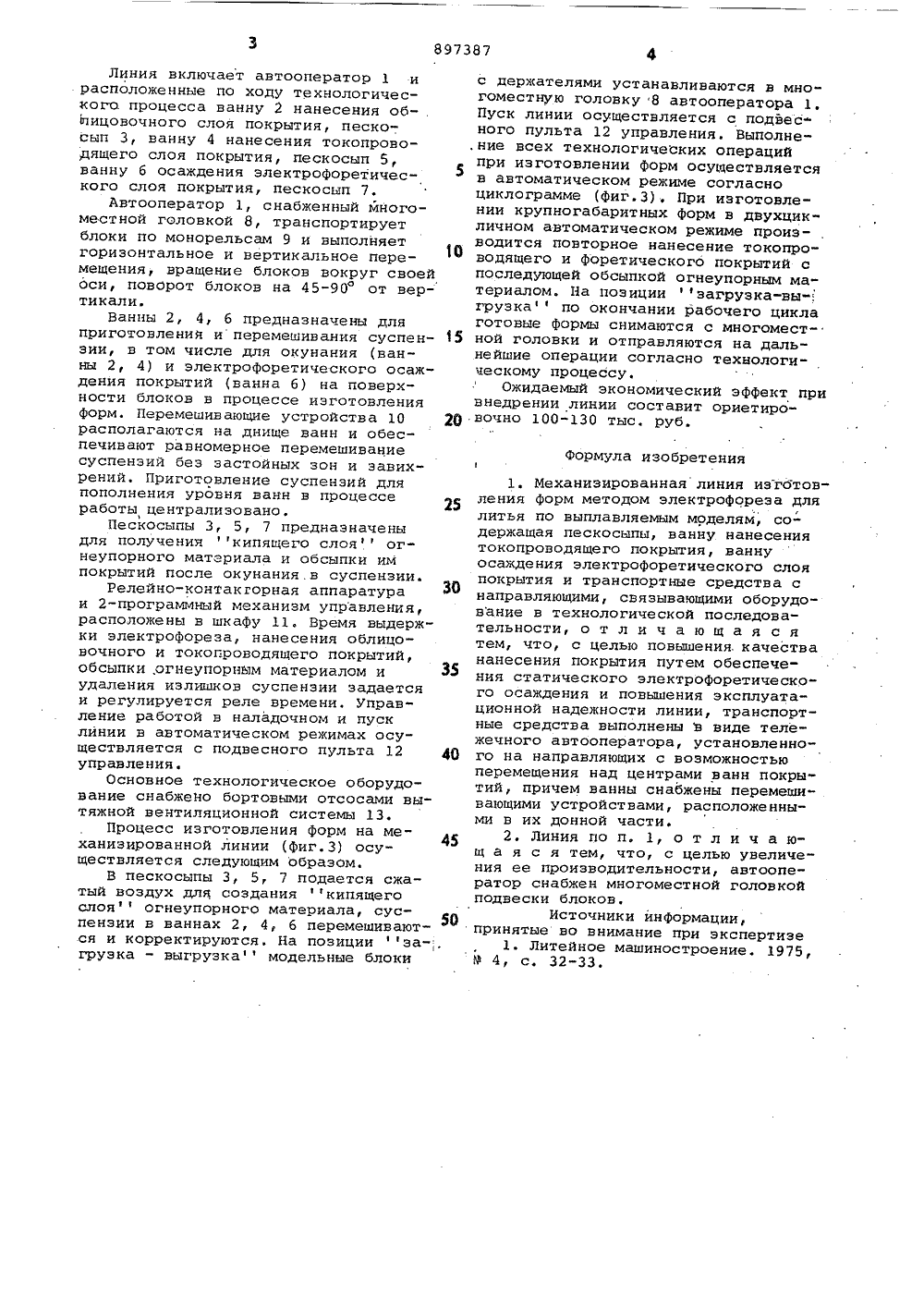
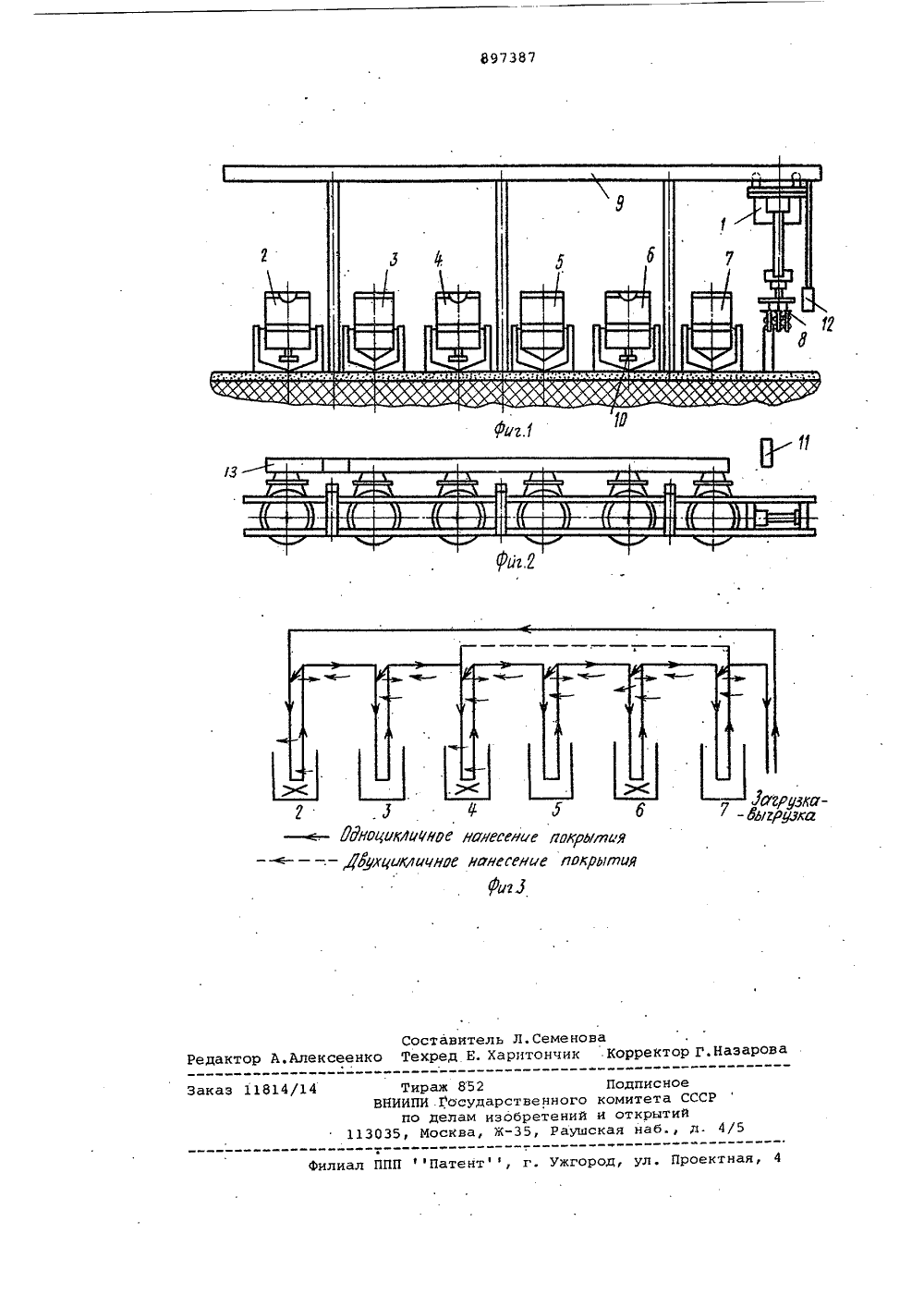
Союз Советских Социалистических Республик(22) Заявлено 090480 (21) 2906633/22 "02 с присоединением заявки Ио В 22 С 9/04В 22 С 25/00 Государствеииый комитет СССР ио дедам изобретеиий и,открытий.(23) Приоритет Опубликовано 15,0182, Бюллетень ЙЯ 2 Дата опубликования описания 15. 01. 82(54) МЕХАНИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ФОРМ МЕТОДОМ ЭЛЕКТРОФОРЕЗА ДЛЯ ЛИТЬЯ ПО ВИПЛАВЛЯЕМЫМ МОДЕЛЯМИзобретение относится к литейномупроизводству и может быть использовано для механизированного изготовления форм с использованием электрофоретического метода Формированияоболочки при производстве литья повыплавляемым моделям,Наиболее близкой к предлагаемойпо технической сущности является механизированная линия для изготовления Форм точного литья комбинированным способом: методом электрофорезаи послойным нанесением покрытий, состоящая из замкнутого конвейера непрерывного действия, выполняющего ,1 зтранспортно-технологические Функции,и расположенных по ходу процесса установок нанесения облицовочного итокопроводящего слоев покрытий модели бА 67, установки электрофоретического формообразования, сушильной камеры и установки нанесения жидкостекольного слоя покрытия моделибА 67 11 .Недостатками конструкции этой линии являются значительные габариты истоимость, большая емкость и несовершенство узла перемешивания электрофоретической ванны, невозможностьполной реализации метода электрофо реза вследствие электрофоретического осаждения в движении, использование дополнительного оборудования для сушки и последующего нанесения жидко- стекольного покрытия,изготовленные Формы для отливок только малого развеса.Цель изобретения - повышение качества нанесения покрытия путем обеспечения статического электрофоретического осаждения и повышение эксплуатационной надежности линии. Поставленная цель достигается тем, что транспортные средства выполнены в виде тележечного автооператора, установленного на направляющих с возможностью перемещения над центрами ванн покрытий, причем ванны снабжены перемешивающими устройствами, расположенными в их донной части.Кроме того, с целью увеличения производительности линии автооператор снабжен многоместной головкой подвески блоков.На Фиг.1 изображена механизированная линия электрофореза; на фиг.2 то же, вид сверху; на фиг.З - циклограмма работы линии в автоматическом режиме.25 30 35 4 О 45 50 Линия включает автооператор 1 ирасположенные по ходу технологического процесса ванну 2 нанесения об- .лицовочного слоя покрытия, пескосып 3, ванну 4 нанесения токопроводящего слоя покрытия, пескосып 5,ванну б осаждения электрофоретичес"кого слоя покрытия, пескосып 7.Автооператор 1, снабженный многоместной головкой 8, транспортируетблоки по монорельсам 9 и выполняетгоризонтальное и вертикальное перемещения, вращение блоков вокруг своейоси, поворот блоков на 45-90 от вертикали.Ванны 2, 4, б предназначены дляприготовлений и перемешивания суспенэии, в том числе для окунания Нванны 2, 4) и электрофоретического осаждения покрытий (ванна б) на поверхности блоков в процессе изготовленияформ. Перемешивающие устройства 10располагаются на днище ванн и обеспечивают равномерное перемешиваниесуспензий беэ застойных зон и завихрений, Приготовление суспензий дляпополнения уровня ванн в процессеработы централизовано.Пескосыпы 3, 5, 7 предназначеныдля получения кипящего слоя огнеупорного материала и обсыпки импокрытий после окунания.в суспензии.Релейно-контакгорная аппаратураи 2-программный механизм управления,расположены в шкафу 11. Время выдержки электрофореза, нанесения облицовочного и токопроводящего покрытий,обсыпки огнеупорным материалом иудаления излишков суспензии задаетсяи регулируется реле времени. Управление работой в наладочном и пусклинии в автоматическом режимах осуществляется с подвесного пульта 12управления,Основное технологическое оборудование снабжено бортовыми отсосами вытяжной вентиляционной системы 13.Процесс изготовления форм на механизированной линии Нфиг.3) осуществляется следующим образом,В пескосыпы 3, 5, 7 подается сжатый воздух для создания кипящегослоя огнеупорного материала, суспензии в ваннах 2, 4, б перемешиваются и корректируются. На позиции загрузка - выгрузка модельные блоки с держателями устанавливаются в мно" гоместную головку 8 автооператора 1, Пуск линии осуществляется с подвес" ного пульта 12 управления. Выполнение всех технологических операций при изготовлении форм осуществляется в автоматическом режиме согласно циклограмме Нфиг.3). При изготовлении крупногабаритных форм в двухцикличном автоматическом режиме производится повторное нанесение токопроводящего и форетического покрытий с последующей обсыпкой огнеупорным материалом. На позиции загрузка-вы": грузка" по окончании рабочего цикла готовые формы снимаются с многоместной головки и отправляются на дальнейшие операции согласно технологическому процессуОжидаемый экономический эффект при внедрении линии составит ориетиро" щ вочно 100-130 тыс. руб. Формула изобретения1. Механизированная линия изготовления форм методом электрофореза длялитья по выплавляемым моделям, содержащая пескосыпы, ванну нанесениятокопроводящего покрытия, ваннуосаждения электрофоретического слояпокрытия и транспортные средства снаправляющими, связывающими оборудование в технологической последовательности, о т л и ч а ю щ а я с ятем, что, с целью повышения. качествананесения покрытия путем обеспечения статического электрофоретическо"го осаждения и повышения эксплуатационной надежности линии, транспортные средства выполнены в виде тележечного автооператора, установленного на направляющих с воэможностьюперемещения над центрами ванн покрытий, причем ванны снабжены перемешивающими устройствами, расположенными в их донной части.2, Линия по п. 1, о т л и ч а ющ а я с я тем, что, с целью увеличения ее производительности, автоопе"ратор снабжен многоместной головкойподвески блоков.Источники информации,принятые во внимание при экспертизе1. Литейное машиностроение. 1975,9 4, с. 32-33,- бырузка 2 Составитель Л. СеменоваРедактор А.Алексеенко Техред Е. Харитончик Корректор Г.Наэаро 4/5 илиал ППП Патент, г. Ужгород, ул. Проектная, 4 3 нсцядцЧнве нанесениеД 3 уциуицнсе нонешниеЬг 3 Заказ 11814/14 Тираж 852 ВНИИПИ.Государственного по Делам изобретениЙ 113035, Москва, Ж, Раушрутг.я куипия Подписноеомитета СССоткрытийая наб., д.
СмотретьЗаявка
2906633, 09.04.1980
ПРЕДПРИЯТИЕ ПЯ В-8772
ИСТОМИН ИГОРЬ КОНСТАНТИНОВИЧ, ДЕСЯТОВ БОРИС СЕМЕНОВИЧ, КУИМОВ СЕРГЕЙ ДМИТРИЕВИЧ, ПУШКАРЕВ АЛЕКСАНДР АЛЕКСЕЕВИЧ, МУХАНОВ НИКОЛАЙ ИВАНОВИЧ, ТАРАСОВА ЗОЯ НИКОЛАЕВНА, РЫЖКОВ ИВАН ВАСИЛЬЕВИЧ, СЫЧ БОРИС ИВАНОВИЧ, КАШИРИН БОРИС АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, линия, литья, методом, механизированная, моделям, форм, электрофореза
Опубликовано: 15.01.1982
Код ссылки
<a href="https://patents.su/3-897387-mekhanizirovannaya-liniya-izgotovleniya-form-metodom-ehlektroforeza-dlya-litya-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Механизированная линия изготовления форм методом электрофореза для литья по выплавляемым моделям</a>
Линия для обжига эмалевого покрытия на изделиях

Номер патента: 1384899
Опубликовано: 30.03.1988
Авторы: Болтышев, Гончаров, Гофферт, Лукьянов, Могельницкий, Паршин, Плетнев, Терехов, Хайтин
МПК: F26B 13/02
Метки: изделиях, линия, обжига, покрытия, эмалевого
...крышки камеры обжига,Линия содержит камеру сушки 1,охлаждения 2, обжига 3, связи между 15камерами 4,5, крышки 6-8 камеры сушки, камеры обжига, камеры охлаждения соответственно промежуточную камеру 9 подставки 10, трубчатые электронагреватели 11, керамические изоляторы 12, 13, потолочные 14 и боковые 15 электронагреватели, свод 16, пяты 17, захваты 18,стягивающий болт 19, съемную обшивку20, воздушный змеевик 21, водяныезмеевики 22, 23, конвейер 24 со стойками 25, подставку с обжиговым инструментом 26, роботы-манипуляторы 27,28, тяговую цепь 29, привод 30, натяжное устройство 31, планку 32, сис- З 0тему вдува 33, систему отсоса 34,сопла 35, изделие 36, песочные затворы 37,Линия работает следующим образом,Робот-манипулятор 28 наносит...
Способ изготовления печатных схем путем прессования нанесенного ровным слоем на основание с термоадгезивным покрытием медного порошка нагретой рельефной матрицы, с последующим удалением неиспользованного порошка

Номер патента: 134292
Опубликовано: 01.01.1960
МПК: H05K 3/02
Метки: матрицы, медного, нагретой, нанесенного, неиспользованного, основание, печатных, покрытием, порошка, последующим, прессования, путем, рельефной, ровным, слоем, схем, термоадгезивным, удалением
...основание пз гетинакса, текстолита и т. п. через металлическое сито путем продазливания ракелем насыпается ровный слой порошка, состоящего из 80 - 907 о медного и 10 - 20 во оловянного порошков. Затем к плате прижимается нагретая рельефная матрица с зеркальным изображением рисунка печатного монтажа. Порошок под большим давлением спрессовывается выступаюгцим рисунком матрицы, клей размягчается, порошок вдавливается в него и прочно соединяется с основанием. Неиспользо. ванный порошок отряхивается и вновь идет в производство. Клей на плате подвергается полимеризации, например, в термостате, после чего производится горячее покрытие печатных проводников пр 14 поем. Покрытие припоем приводит к дальнейшему снижению электрического сопротивления...
Машина для нанесения защитных слоев дорожных покрытий

Номер патента: 1625913
Опубликовано: 07.02.1991
Авторы: Барыбин, Бусел, Евреинов, Ковалев, Федоров
МПК: E01C 23/03
Метки: дорожных, защитных, нанесения, покрытий, слоев
...покрытию (направление движения указано на фиг.1). Во время 40 движения базового средства 1 органическое вяжущее, нагретое до рабочей температуры нагревательными элементами 5, из емкости 4 насосом 13 по материалопроводу 7 подается к газонасы щающему активирующему приспособлению 8, Одновременно к последнему от баллона 2 через вентиль 3 по газопроводу 5 подают азот, который через штуцер 19 поступает в полость между трубой 16, стаканом 18 из прессованного порошка и заглушками 17, Органическое вяжущее, выходящее из трубопровода 7 попадает во внутреннюю полость ста 9кана 18 через пористые стенки котоВ5 рого проникает азот, вызывая гаэонасыщение и предварительную активацию органического вяжущего, Вяжущее, насьшенное гаэообразньгч азотом,...
Устройство одновременного нанесения нескольких слоев жидкого состава на движущийся ленточный материал

Номер патента: 650523
Опубликовано: 28.02.1979
Автор: Фритц
МПК: G03C 1/74
Метки: движущийся, жидкого, ленточный, материал, нанесения, нескольких, одновременного, слоев, состава
...14, на который наносится покрытие. В этом устройстве регулируется взаимное положение отдельных блоков.Таким образом, четыре из пяти слоев перед их соединением имеют открытую поверхность, так что возможные дефекты могут с успехом устраняться. При традиционпом пятислойном каскаде все слои текли бы друг на друга, так что только самый верхний слой имел бы открытую поверхность, в результате чего практически затруднялось бы устранение дефектов. При помощи устройства, показанного на фиг. 1, удается изготовлять пятислойный полив за одну рабочую операцию со значительно меньшими дефектами полива, чем с традиционным пятислойным каокадотм.Устройство, показанное на фиг. 2, рассчитано также для пяти слоев и содержит три основных блока 28, 2 и...
Вакуумная установка для нанесения электрофотографических слоев на цилиндрические подложки

Номер патента: 374387
Опубликовано: 01.01.1973
Авторы: Биктагиров, Броницкий, Исл, Казакова, Колосов, Коньков, Негод, Подвигалкин, Рейцман, Тутова, Шнейдман
МПК: C23C 14/12
Метки: вакуумная, нанесения, подложки, слоев, цилиндрические, электрофотографических
...1, внутские подль 4.ановлены ритель 4 тх чашек куумнои камерь ены цилиндриче и 3 и испарите подложки 2 уст орах б, а испа вательно надет ри кото ложкиЦиль на вра выполи Изобретение относится к нанесению покрытий в вакууме,Известна вакуумная установка дния электрофотографических слоевщая вакуумную камеру, внутри коположены цилиндрические подложватели и испаритель,Однако в известной установке нерно использован объем камеры и низводительность.Цель изобретения - увеличениедительности работы установкиПредлагаемое устройствоо нагреватели установленыащающихся опорах внутридложек, а испаритель выпотельно надетых чашек на б на трубчатую печь 7 и расположен по оси камеры.В чашки б загружается испаряемое вещество. Цилиндрические подложки 2,...
Предыдущий патент: Противопригарное покрытие для поддонов и кокилей
Следующий патент: Комплексная автоматизированная линия для изготовления стержней
Случайный патент: Способ изготовления алюминиевой капиллярно-пористой структуры тепловой трубы