Токарный автомат
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
щение при токарной обработке черезкоробку скоростей 4 от электродвигателя 5,главного привода, либо с помощью зубчатой муфты 6 с червячнымколесом 7 делительной передачи цепи обката. В последнем случае шпиндель 1 оказывается включенным в цепьобката и вращается при зубофрезерова-.нии от привода распределительного вала автомата через цепную передачу 8с бесшумной зубчатой цепью, фрикционно-зубчатую муфту 9 с втулкой,коническую зубчатую пару 10, гитаруделения со сменными колесами 11 и12 и делительную червячную передачус червяком 13 и колесом 7. На валахцепи обката установлены Маховики 14. 15Муфтой 9 и втулкой 15 с муфтами 2 и6 управляет установленный на распределительном валу 16 автомата кулачок 17 через трехплечий рычаг 18,причем плечо этого рычага, переме- Щщающее втулку 15 подпружинено. Влевом положении втулки 15 при замкнутой муфте 9 одновременно со шпинделем 1 получает вращение в цепи обката шпиндель 19 червячной Фрезы 20 25через коническую зубчатую передачу21, 22, шарнирно-телескопическийвал 23, конические зубчатые пары24 и 25 и пару шевронных колес 26,Установка червячной фрезы 20 на требуемый угол относительно оси шпинделя 1 производится поворотом корпуса 27 зубофрезерной головки с последуюшим закреплением его с помощьюразрезной обоймы 28, установленнойна суппорте 29. Поперечной подачей З 530 суппорта 29 на глубину нарезаемого зуба управляет кулачок 31 распределительного вала 16 через рычаг32 и зубчатую передачу 33. Осевойпродольной подачей 34 суппорта 29, Щобеспечивающей профилирование зубьевна обрабатываемой детали червячнойФрезой 20 по всей ширине зубчатоговенца, управляет сменный кулачок 35через рычаг 36 и тягу 37. Плечо рычага 36, перемещающее тягу 37, выполнено регулируемым по величинес помощью винта 38, что обеспечиваетточную регулировку величины 5 осевой подачи 34 на один оборот шпинде- рля 1 при постоянной величине подъемакривой профиля кулачка 35, Приводраспределительного вала 16, несущегокулачок 35, осуществляется от электррдвигателя 39 через редуктор 40,червяк которого связан с валом элект 1 ХЬдвигателя 39, и участок 41 кинематической цепи, включающей гитаруподач 42. На втором конце вала электродвигателя 39 сидит ведущая звездочка цепной передачи 8 привода кине- ЬОматической цепи обката при зубофрезеровании . Таким образом, кинематическая цепь обката через вал электродвигателя 39 имеет жесткую кинематическую связь с распределительным 65 валом 16, несущим кулачок 35 осевойподачи червячной Фрезы 20, и самаполучает одновременно привод от тогоже электродвигателя 39. При разжкании муфты 9 кинематическая цепь обката оказывается отключенной от привода. Наличие указанной жесткой кинематической связи обеспечивает при зубофрезеровании постоянство величины 5 продольной осевой подачи червячной фрезы 20 на один оборотшпинделя 1 и тем саьнм повышение точности нарезаеьмх по методу бездифференциальной настройки гитары делвнаякосозубых колес,Работа автомата после окончания всей или части токарной обработки заготовки осуществляется следующим образом.По команде с распределительного вала отключается с помощью электромагнитных муфт коробки скоростей 4 привод шпинделя 1 от электродвигателя 5. Одновременно кулачок 17 поворачивает рычаг 18 против часовой стрелки.При этом плечо рычага 18 с упругим звеном в начале поворота рычага 18 перемещает втулку 15 влево по скользящей шпонке шпинделя 1, отключая шпиндель 1 от шкива 3, приводившего его при токарном переходе обработки детали, и замыкает зубчатую муфту 6, включая, таким образом, шпиндель 1 в цепь обката, обеспечивающую кинематически согласованныевращения червячной фрезы 20 и шпинделя 1.Дальнейший поворот рычага 18 против часовой стрелки после замыМкания муфты 6 сопровождается сжатиемупругого звена плеча переключения муфты 6. В конце поворота рычаг 18 замыкает фрикционно-зубчатую муфту 9, причем сочленяет сначала ее фрикционные диски и этим приводит во вращение вал ведущей конической шестерни 10 от постоянно вращающейся ведомой звездочки цепной передачи 8, вслед за тем осуществляется кинематическое замыкание муфты 9 эа счет соединения ее зубчатых полумуфт. Такимобразом, кинематическая цепь обкатаполучает привод от электродвигателя39 распределительного вала 16. Послеэтого кулачок 31 через рычаг 32 и зубчатую реечную передачу 33 перемещает зубофрезерный суппорт 29 перпендикулярно оси шпинделя 1, осуществляяпоперечную подачу 30 для врезаниячервячной фрезы 20 на высоту зуба нарезаемого колеса. Вслед за этим кулачок 35 через рычаг 36 и тягу 37перемещает суппор 29 вдоль оси шпинделя 1, осуществляя осевую подачу 34червячной фрезы 20 для профилирования зубьев на всей ширине зубчатого венца, После завершения зубообработки суппорт 29 возвращается в исходное положение пружинами рычагов 32 и 36 по кулачкам 31 и 35. Вслед за этим884897 ВНИИПИ Заказ 10381/16 Тираж 1151 Подписное илиал ППП "Патент", г. Ужгород,ул.Проектная, 4 кулачок 17 позволяет пружине рычага 18 вернуть его в исходное положение. При этом разьикается муфта 9, отключая кинематическую цепь обката от привода со стороны электродвигателя 39,разьыкается муфта б, отключая шпиндель 1 с прутком заготовки от цепй обката; замыкается муфта 2, соединяя шпиндель 1 со шкивом 3главного привода. Наконец, по команде распределительного вала 1 б включаются муфты коробки скоростей 4 и шпиндель 1 получает врашение от электродвигателя 5, что позволяет автомату завершить токарную обработку и отрезку готового колеса от прутка.Использование автомата дает 15 возможность повысить кинематическую точность и направление зубьев, нарезаевах кор 5 зубых колес, сократить вРемя отделочной обработки шевингования), снизить себестоимость 26 продукции, расширить номенклатуру зубчатых деталей, изгатавлнваеьщх в автоматическом цикле.Формула изобретенияТокарный автомат поавт. св. Р 715244, о т л и ч а ю щ и й с я с я тем, что, с целью повышения точности нарезания косозубых зубчатых колес, механизм переключения автомата для нарезания зубьев снабжен дополнительной фрикционно-зубчатой муфтой с втулкой, а рычаг, управляющий основной муфтой, выполнен трехплечим, одно из плеч которого установлено с возможностью взаимодействия с втулкой дополнительной Фрикционно-зубчатой муфты, причем привод механизма переключения кинема" тически связан с распределительным валом.Источники информации, принятые во внимание при экспертизе1. Авторское свидетельство СССР У 715244, кл. 8 23 Г 17/00, 1976.4
СмотретьЗаявка
2892730, 10.03.1980
КИЕВСКИЙ ОРДЕНА ЛЕНИНА ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. 50 ЛЕТИЯ ВЕЛИКОЙ ОКТЯБРЬСКОЙ СОЦИАЛИСТИЧЕСКОЙ РЕВОЛЮЦИИ
ОСТАФЬЕВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, БАРАБОЛЯ СТЕПАН ЯКОВЛЕВИЧ, ЛЕВ ЧАРЛЬЗ ЯКОВЛЕВИЧ, ТУРОВСКИЙ АРНОЛЬД САМУИЛОВИЧ, ЗУБАРЕВ МИХАИЛ ПАВЛОВИЧ, МАЙКИФЕР ГРИГОРИЙ ЛЬВОВИЧ, БУТУЗОВ ВАЛЕНТИН ВАСИЛЬЕВИЧ, ВОВК ВЛАДИСЛАВ ИВАНОВИЧ, КИРИЧЕНКО ВАСИЛИЙ ВАСИЛЬЕВИЧ, РАЙКОВ ВЛАДИМИР ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B23F 17/00
Опубликовано: 30.11.1981
Код ссылки
<a href="https://patents.su/3-884897-tokarnyjj-avtomat.html" target="_blank" rel="follow" title="База патентов СССР">Токарный автомат</a>
Способ обработки зубчатых реек червячной фрезой

Номер патента: 1824262
Опубликовано: 30.06.1993
Авторы: Ткачик, Туцкий, Шушкевич
МПК: B23F 17/00
Метки: зубчатых, реек, фрезой, червячной
...рейки, Поступательное перемещение в продольном и поперечном направлениях осуществляется по циклам. Первоначально осуществляют поперечную подачу заготовки с прореэанием канавки зубьев рейки на высоту, равную глубине т по всей длине червячной фрезы. Так как фреэа является скошенной под углом вот впадины зубьев к их вершине, то прорезание канавки на глубине резания, равной высоте зуба, будет только на крайнем зубе рейки по месту наибольшего нескошенного диаметра червячной фрезы, В дальнейшем по мере уменьшения диаметра фрезы в сторону подачи глубина прорезания будет уменьшаться так, что на наименьшем диаметре фрезы прорезания может не быть, Перемещение заготовки при поперечной подаче осуществляется под червячной фреэой на выход по ходу...
Зубчатая муфта шпинделя прокатной клети

Номер патента: 1103915
Опубликовано: 23.07.1984
Авторы: Ильин, Один, Тиунов, Цыкаленко
МПК: B21B 35/14
Метки: зубчатая, клети, муфта, прокатной, шпинделя
...втулку 2, которая перемещается вдоль шлицевого соединения 3, при этом зубья 4 втулки 2 перемещаются на неизношенный участок зубьев 5 полумуфты б. Постоянное перемещение зубьев 4 втулки 2 на новые неизношенные участки зубьев 5 полумуфты б, обусловленное износом упора 12; обеспечивает повышение долговечности зубчатого зацепления. Расчет интенсивности износа упора показал, что в условиях работы зубчатого шпинделя клети непрерывного листово 30 Изобретение относится к обработке металлов давлением и может бытьиспользовано в устройствах для передачи крутящего момента к рабочемувалку прокатной клетиШироко известны зубчатые муфты 5для передачи крутящего момента отпривода к рабочим валкам прокатнойклети. Одним иэ основных недостатков...
Зубчатая муфта привода прокатного стана

Номер патента: 1773521
Опубликовано: 07.11.1992
МПК: B21B 35/14, F16D 3/04
Метки: зубчатая, муфта, привода, прокатного, стана
...возможностей,Поставленная цель достигается тем, что в устройстве, содержащем ведущую и ведомую зубчатые полумуфты и связанный с ними промежуточный зубчатый вал, причем зубья каждой полумуфты размещены на двух противолежащих участках и имеют взаимно параллельные оси, плоскости зацепления полумуфт разнесены вдоль продольной оси на расстояние, превышающее длину полумуфты, а вершины зубьев и ответные по 1773521верхности их очерчены дугами с центром на продольной оси муфты,На фиг, 1 изображена предлагаемая зубчатая муфта, вид сбоку; на фиг. 2 - то ке, вид сверху; на фиг, 3 - сечение А-А на фиг, 2.Зубчатая муфта привода прокатного стана содержит ведущую 1 в ведомую 2 зубчатые полумуфты и связанный с ними промежуточный зубчатый вал 3,...
Способ изготовления сборных зубчатых изделий в виде вала с зубчатым венцом
Номер патента: 1815027
Опубликовано: 15.05.1993
Автор: Галиуллин
МПК: B23F 17/00
Метки: вала, венцом, виде, зубчатым, зубчатых, сборных
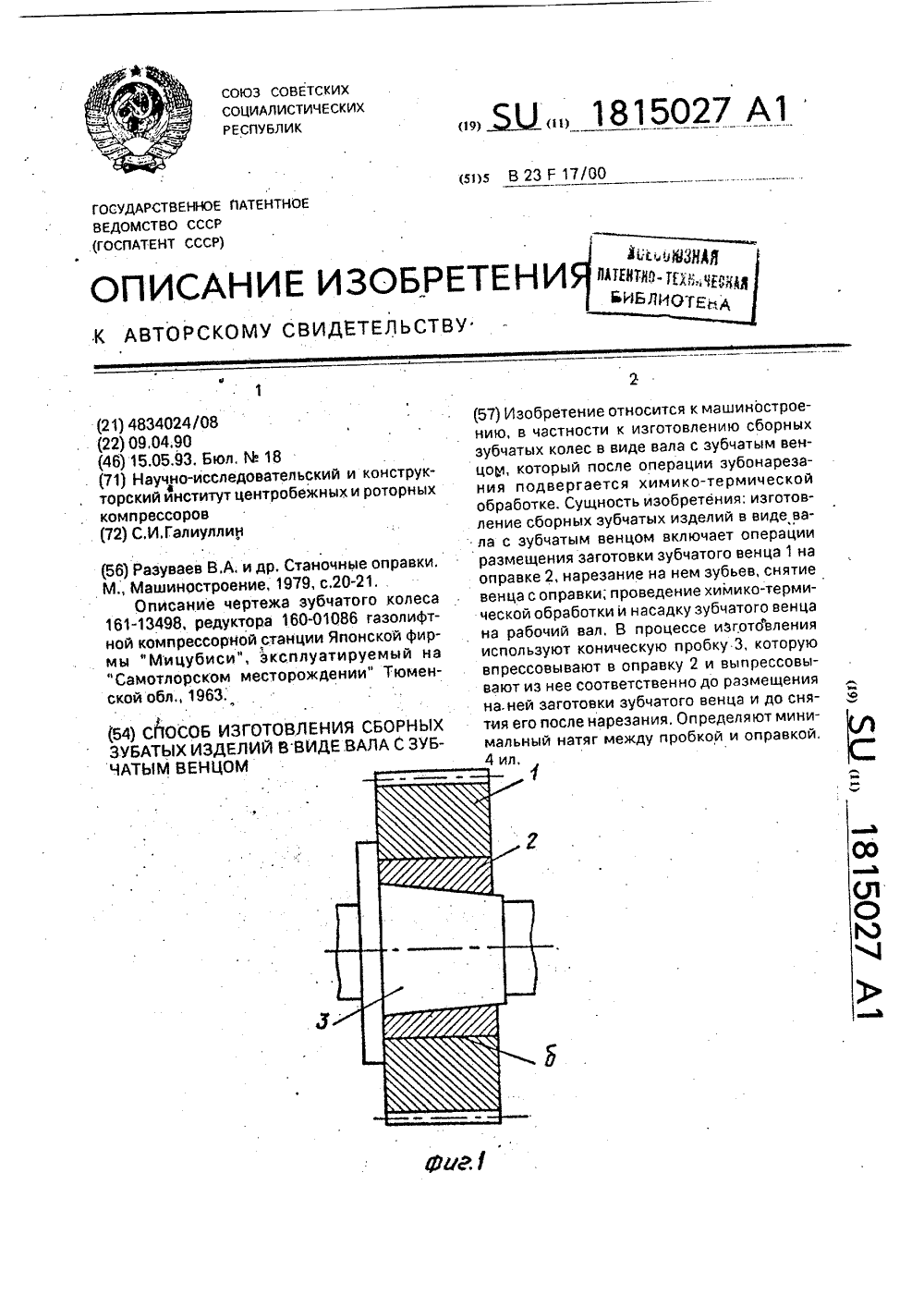
...послеконической пробки, мм,На фиг,1 показан зубчатый венец изделия после операции насадки его на оправкуи нарезания зубьев; на фиг.2 - оправка после операции впрессовки в нее коническойпробки; на фиг,З - зубчатый венец изделияпосле операции нарезания зубьев и выпрессовки конической пробки; на фиг,4 -зубчатое изделие после операции химикотермической обработки зубчатого венца инасадки его на рабочий вал,После насадки зубчатого венца на рабочий вал с рабочим натягом - д происходитувеличение диаметра зубчатого венца. Дляисключения влияния указанного явления наточность изготовления изделия нарезку зубчатого венца выполняют после насадки егона оправке с тем же рабочим натягом.из вк то где Нпь - минимальный натяг между оправкой и...
Устройство для смазки зубчатой муфты

Номер патента: 482591
Опубликовано: 30.08.1975
МПК: F16N 7/38
Метки: зубчатой, муфты, смазки
...3 и охладитель 4,Насос 1 установлен во внутренней полостиобоймы 5 и крепится, например, на торце од 10 ного из рабочих соединяемых валов 6. Насосснабжен рычажной системой, включающейкачающийся рычаг 7 и упор 8, закрепленныена внутренних торцах зубчатых втулок 9 и 10.Один всасывающий трубопровод 2 насоса15 помещен в зону нахождения во время работыкольца смазки 11, а второй трубопровод 12соединен с охладителем 4 через полость 13,выполненную в теле рабочего вала. Охладитель 4 выполнен в виде змеевика, опоясывающего наружную поверхность обоймы 5, и соединен в свою очередь с нагнетающим трубопроводом 3, который помещен в зону работызубчатого зацепления.При работе в условиях перекоса или параллельного смещения осей соединяемых валов 6...
Предыдущий патент: Зубообрабатывающий станок
Следующий патент: Червячная фреза
Случайный патент: Способ получения виноградного сиропа