Способ получения металлооболочковых форм
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
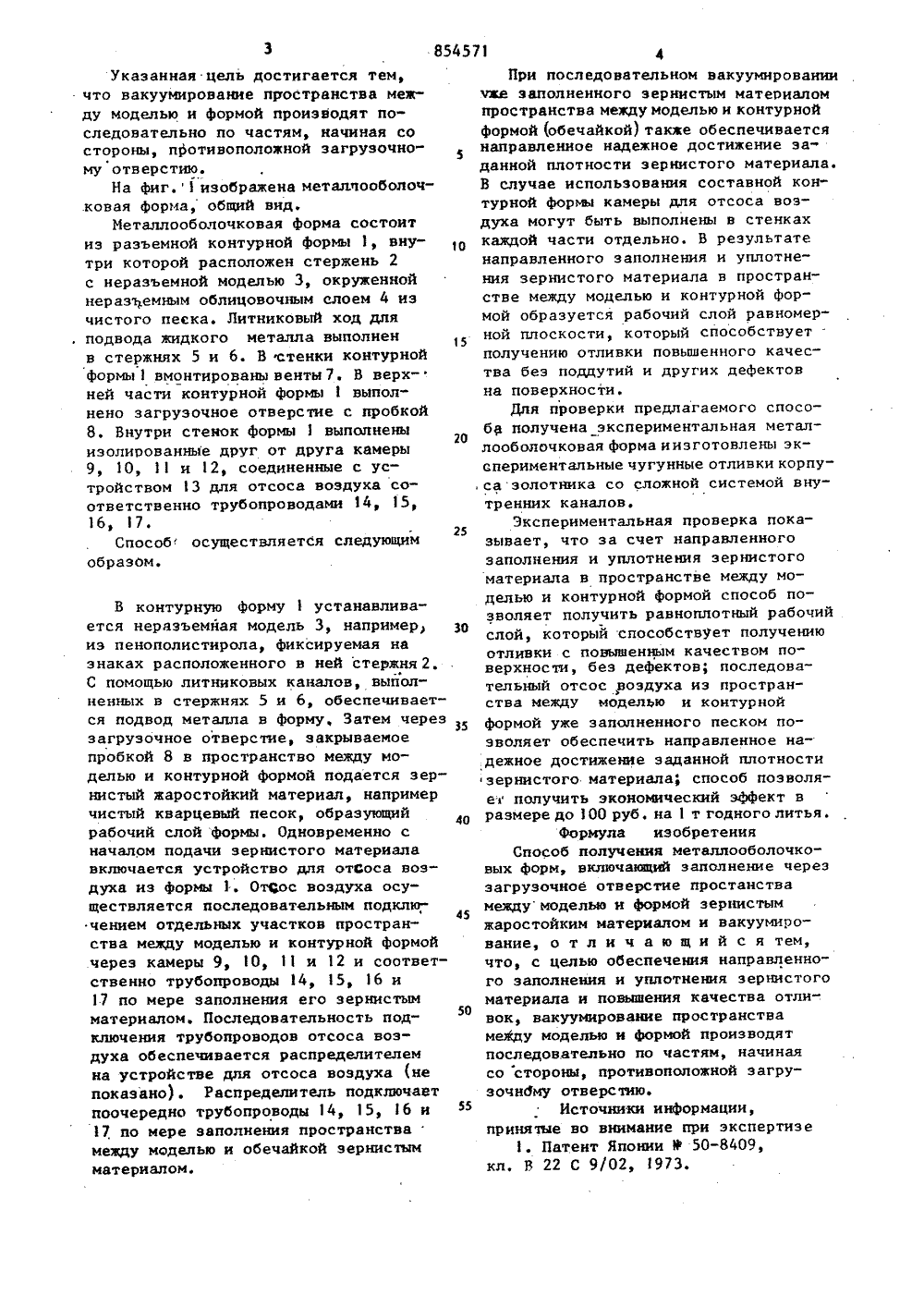
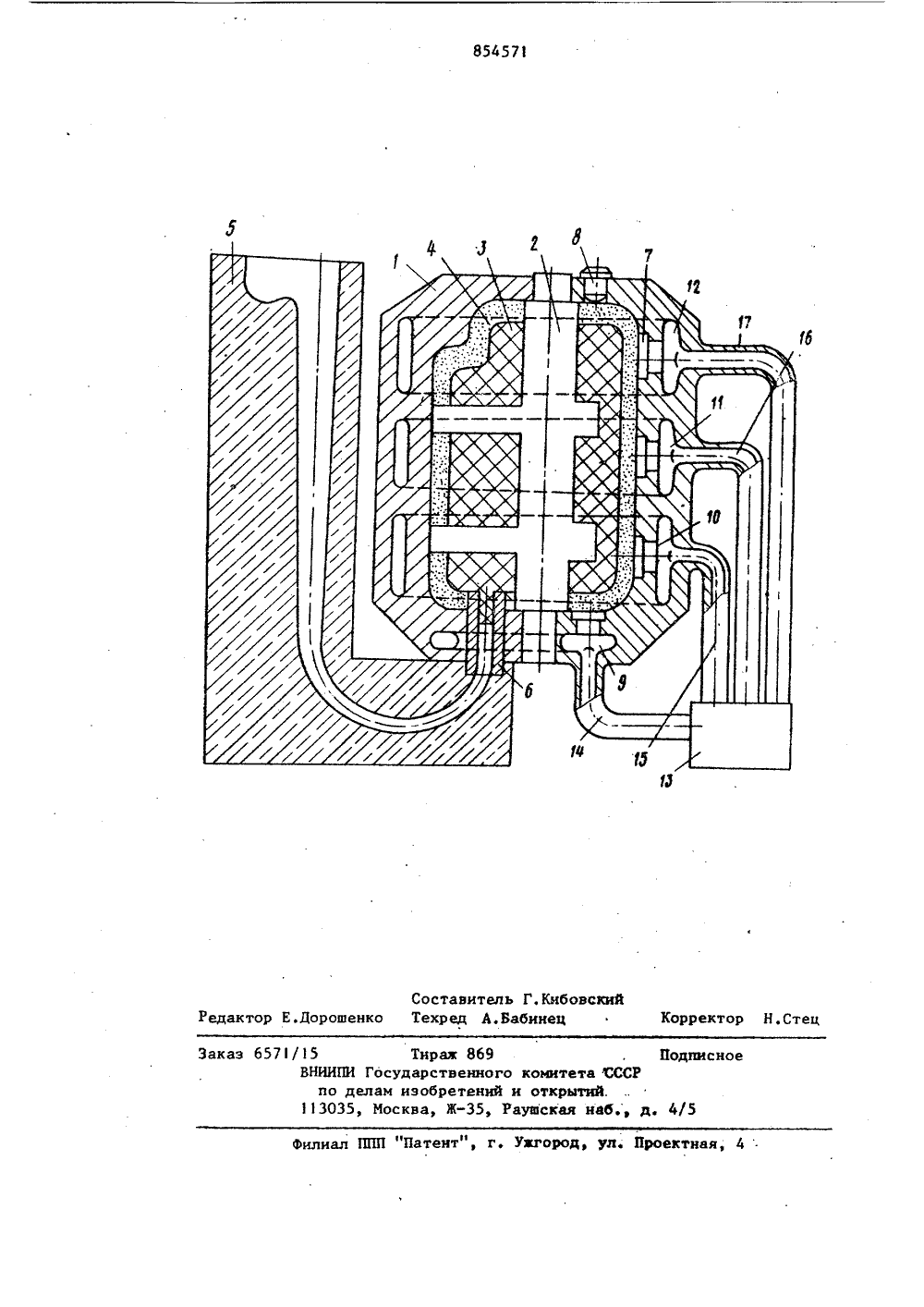
(7) Заявнтел 54 СПОСОБ ПОЛУЧЕНИЯ 1 ЕТАЛЛООБОЛОЧКОВЫХ ФОРМ обретение опроизводствуовано при лиформые Оситс литей"быть ис"аллооболочи мо ье в иопол в Цел чества ленног нистоу Известен способ литья, заключающийся в том, что модель с плотноприкреппенной по ее поверхности пленкой помещается в разъемную форму, со, стоящую, как минимум,иэ двух частей.а Каждую часть формы заполняют жаропро 1 чным зернистым материалом через загрузочные отверстия, закрываемые пробками. После загрузки формы жаростойким зернистым материалом через отверстия, закрытые сетками, н трубы осуществляют отсос воздуха, т.е. вакуумирование полости формы. За счет этого пленка прижимается к зер- . нистому материалу и после удаления модели сохраняет конфигурацию отпечатка модели в зернистом материале, В полученную форму заливается жидкий металл1. Недостатком этого способа являет-. ся то, что заполнение пространства между моделью, покрытой пленкой, и стенками формы зернистым материалом, зерна материала занимают между собой произвольное положение, определяемое свободной загрузкой их, а после включения откоса воздуха для создания вакуума отжимаются пленкой в направлении к внутренним стенкам форйы. Отжим зернистого материала в направлении, отличном от направления укладки его при свободной эа" грузке, приводит к некоторой переупаковкезерен между собой. Это способствует нарушению точности формы эа счет некоторого увеличения размеров в сторону отжима зернистого материала пленкой во время создания в фор-ме вакуумаизобретения - повышение катливок и обеспечение направзаполнения и уплотнения эерматериала.854571 25 40 45 50 55 указанная цель достигается тем,что вакуумирование пространства между моделью и Формой производят последовательно по частям, начиная состороны, противоположной загрузочному отверстию.На Фиг.изображена метаплооболоч.ковая форма, общий вид,Иеталлооболочковая Форма состоитиз разъемной контурной Формы 1, внутри которой расположен стержень 2с неразъемной моделью 3, окруженнойнеразъемным облицовочным слоем 4 иэчистого песка. Литниковый ход для. подвода жидкого металла выполненв стержнях 5 и 6. В стенки контурнойформы 1 вмонтированы венты 7. В верхней части контурной формы 1 выполнено загрузочное отверстие с пробкой8, Внутри стенок формывыполненыизолированные друг от друга камеры9, 10, 1 и 12, соединенные с устройством 3 для отсоса воздуха соответственно трубопроводами 1415,16, 17.Способ осуществляется следующимобразом,В контурную форму 1 устанавливается нераэъемная модель 3, например, из пенополистирола, фиксируемая на знаках расположенного в ней стержня 2, С помощью литниковых каналов, выйолненных в стержнях 5 и б, обеспечивается подвод металла в форму, Затем через загрузочное отверстие, закрываемое пробкой 8 в пространство между моделью и контурной формой подается зернистый жаростойкий материал, например чистый кварцевый песок, образующий рабочий слой Формы. Одновременно с началом подачи зернистого материала включается устройство для отСоса воздуха из Формы 1. Отброс воздуха осуществляется последовательным подклю" чением отдельных участков пространства между моделью и контурной формой .через камеры 9, О, 11 и 12 и соответственно трубопроводы 14, 15, 16 и 17 по мере заполнения его зернистым материалом, Последовательность подключения трубопроводов отсоса воздуха обеспечивается распределителем на устройстве для отсоса воздуха (не показано). Распределитель подключает поочередно трубопроводы 14, 15, 6 и 17 по мере заполнения пространства между моделью и обечайкой зернистым материалом. 4При последовательном вакуумнрованиидщ заполненного зернистым материаломпространства между моделью и контурнойформой (обечайкой) также обеспечивается 5направленное надежное достижение заданной плотности зернистого материала.В случае использования составной контурной формы камеры для отсоса воздуха могут быть выполнены в стенкахкаядой части отдельно. В результатенаправленного заполнения и уплотнения зернистого материала в пространстве между моделью и контурной Формой образуется рабочий слой равномерной плоскости, который способствует .получению отливки повьпденного качества без поддутий и других дефектовна поверхностиДля проверки предлагаемого способа получена экспериментальная металлооболочковая форма ииэготовлены экспериментальные чугунные отливки корпу, са золотника со сложной системой внутренних каналов.Экспериментальная проверка показывает, что за счет направленногозаполнения и уплотнения зернистогоматериала в пространстве между моделью и контурной формой способ позволяет получить равноплотный рабочийслой, который способствует получениюотливки с повьнненным качеством по"верхности, без дефектов; последовательный отсос роэдуха нз пространства между моделью и контурной 55 формой уже заполненного песком позволяет обеспечить направленное надежное достижение заданной плотности зернистого материала; способ позволяе получить экономический эффект вразмере до 100 руб. на 1 т годного литья.формула изобретенияСпособ получения металлооболочковых Форм, включающий заполнение череззагрузочное отверстие простанствамеждумоделью и формой зернистымжаростойким материалом и вакуумирование, отличающийся тем,что, с целью обеспечения направленного заполнения и уплотнения зернистогоматериала и повыщения качества отливок, вакуумирование пространствамежду моделью и Формой производятпоследовательно по частям, начинаясо стороны, противоположной загрузочнбму отверстию.Источники информации,принятые во внимание нри экспертизе854571 з 6571/15 Тирам 8 б 9 ВНИИПИ Государственного комитета СС ко делам изобретений и открытий. 113035, Москва, Ж, Рауюская наб.
СмотретьЗаявка
2656658, 14.08.1978
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
СНЕЖНОЙ РОСТИСЛАВ ЛУКЬЯНОВИЧ, СЕРЕБРО ВЛАДИМИР СЕМЕНОВИЧ, ЧУДНОВСКИЙ АРКАДИЙ РОМАНОВИЧ, ШИНКАРЬ ДАВИД ИЛЬИЧ, НЕТЕС ЛЕОНИД ЯКОВЛЕВИЧ, ГОЙХМАН МАРК ЯКОВЛЕВИЧ, ПЕТРОВ ВАЛЕРИЙ ВИКТОРОВИЧ
МПК / Метки
МПК: B22D 15/00
Метки: металлооболочковых, форм
Опубликовано: 15.08.1981
Код ссылки
<a href="https://patents.su/3-854571-sposob-polucheniya-metalloobolochkovykh-form.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения металлооболочковых форм</a>
Устройство для определения коэффициента трения между отливкой и формой

Номер патента: 925539
Опубликовано: 07.05.1982
МПК: B22D 15/00, G01N 19/02
Метки: коэффициента, между, отливкой, трения, формой
...образом,Производится подготовка системы нанесения покрытия.Затем производится подготовка формь, заключающаяся в следующем. Кольцевая вставка 19 и стакан 20 фиксируются штифтом 31, после чего эксцентриковым валом 30 плиты 27 и 28 нижней подуформы устанавливаются в одну плоскость с кольцевой вставкой. Нижняя полуформа с формодержателем поворачивается вокруг оси 32, занимает вертикальное положение и входит в окно, выполненное в камере 14 распыления. Затем собирается верхняя полуформа, скрепляемая винтом 20, и ставится на отдельную подставку, В,ключается подогрев верхней и нижней полуформ. Нагревательные спирали расположены в пазах ЗЗ и 34. Термопары, контролирующие температуру подогрева; приварены в отверстиях, просверленных в...
Способ футеровки центробежной формы центробежная форма

Номер патента: 501829
Опубликовано: 05.02.1976
МПК: B22D 13/00
Метки: форма, формы, футеровки, центробежная, центробежной
...в торцах корпуса формы и закрепляются герметично.10 Продольные вставки 3 монтируются такимобразом, чтобы они находились поблизости с рабочей поверхностью изложницы пли контактировали с ней. После соответствующей подготовки приводят форму во врашение и про изводят нанесение футеровки 4 в жидкомвиде. Продольные вставки 3 (фиг, 1, 2) расположены по границе контакта футеровки 4 с рабочей поверхностью изложницы 1, при этом оольшей частью вставки 3 находятся в 20 контакте с футеровкой 4 и одновременносвоими торцами сообщаются с внешней средой (атмосферой). После затвердевания жидкой футеровки 4 продольные вставки 3 извлекают из формы.25 В результате этого в центробежной формеобразуется система вентиляционных каналов 5, размеры и формы...
Устройство для смешивания сжатого воздуха с пылевидным материалом

Номер патента: 133758
Опубликовано: 01.01.1960
Автор: Чупов
МПК: F04F 1/18
Метки: воздуха, материалом, пылевидным, сжатого, смешивания
...планкидля крепления устрой стввг, воронки 2 для подачи пылеВидного 1 терна,1, Вне 1 ннеЙ нггсг 1,кп сопла, вьшолненной расширяющейся к выходу и образующей со стенкой корпуса кольцевую щель, торообразной смесительной камеры 4, расН 1- ,1 Оженной Вокру эжектора, воздуховода 5 и клапана 6 рсАгулировки ВО 1- духа.Транспортируемый пылевидный материал через воронку 2 сагпотеком поступает В тороооразную смесигсльно кмер 4. (;Жатыгй Воздух при своем движении из воздуховода 6 ударяется в днище внешней на- СадКИ с 3 СОПЛЭ И С бОЛЬШОЙ СкоростьО ВЬ 1 ХОЛП ссрЕЗ КО;ЬгЕВО ПЬЕЛЬ В устье воронки 2 и торообразнуго смесительную камеру 4. Проходя через устье воронки 2, сжатый воздух уносит с собой в торообразную см" сительную камеру 4 транспортируемый...
Модель для изготовления литейных форм методом вакуумно пленочной формовки

Номер патента: 1022775
Опубликовано: 15.06.1983
МПК: B22C 7/00
Метки: вакуумно, литейных, методом, модель, пленочной, форм, формовки
...отсоса воздуха по всей поверхности модели.Цель изобретения - получение тонкостенных отливок с криволинейной поверхностью типа лопасти за счет одновременного наложения на модель с двух сторон синтетической пленки.Для достижения поставленной цели мо. дель для изготовления литейных форм методом вакуумно-пленочной формовки с отверстиями для подсоединения к вакуумной системе и для присоса к модели синтетической пленки снабжена трубой, которая закреплена по контуру модели, а отверстия выполнены во взаимно перпендикулярных плоскостях на поверхности трубы.На фиг. 1 изображена модель, разрез; на фиг. 2 - то же, в плане; на фиг. 3 - труба с отверстиями, узел 1 на фиг. 1; на фиг.4 - форма с моделью, общий вид. Модель 1 выполнена неразъемной,...
Постоянная модель для изготовления керамических форм

Номер патента: 1296276
Опубликовано: 15.03.1987
Авторы: Афонаскин, Веприс, Киселева, Кузин, Слета
МПК: B22C 7/00
Метки: керамических, модель, постоянная, форм
...керамических форм, и может бытьиспользовано при изготовлении отливок вкерамических формах по постоянным моделям,Цель изобретения - уменьшение бракаформ и повышение производительности приизготовлении керамических форм.На фиг. 1 изображена постоянная модельдля изготовления керамических форм, разрез; на фиг. 2 - вид А на фиг, 1; на фиг. 3 -узел 1 на фиг. 1, крепление пластины к постоянной модели,Постоянная модель для изготовления керамических форм состоит из модели 1 свертикальными стенками 2, вент 3, уста-.новленных в посадочных гнездах проходныхотверстий, размещенных на формообразующей горизонтальной стенке 4 модели 1,вент 5, установленнь 1 х в посадочных гнездах проходных отверстий, размещенных поконтуру вертикальных стенок 2,...
Предыдущий патент: Устройство для центробежного литья
Следующий патент: Металлооболочковая форма
Случайный патент: Электролит для создания защитного титанового покрытия