Способ управления процессом прессованиядеталей из термореактивного материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
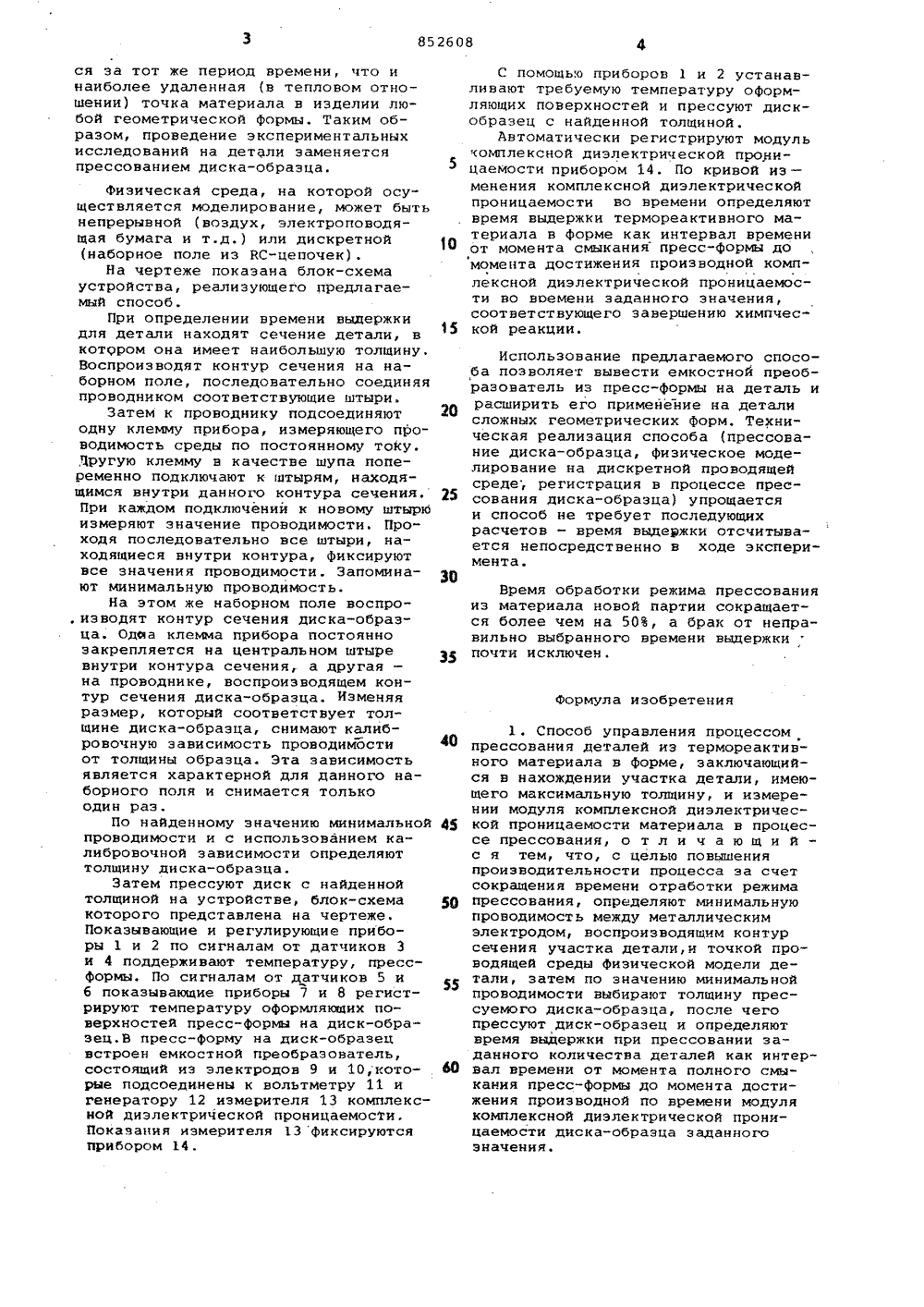
Союз Соеетскик Соцнаюктически к Республик(23)Приоритет ГосударственнмЯ комитет СССР яо делам изобретеииЯ я открытиЯ.(65) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ, ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ТЕРМОРЕАКТИВНОГО МАТЕРИАЛА Изобретение относится к областиавтоматизации процессов переработкипластмасс и может быть использованов процессах переработки термореактивных пластмасс методом прессования.Известен способ управления процессом прессования деталей из термореактивного материала в форме, заключающийся в изменении времени выдержки деталей в зависимости от величинымодуля комплексной диэлектрическойпроницаемости материала в процессепрессования 11),Однако известный способ обладаетограниченными возможностями в отношении повышения производительностипроцесса из-за того, что оптимальнаявеличина производительности получается при переработке стеклонаполненных реактопластов, изменение диэлектрических характеристик которыхимеет экстремальную зависимость.Целью изобретения является повышение производительности процессаза счет сокращения времени отработки режима прессования.Указанная цель достигается тем,что в известном способе управленияпроцессом прессования деталей изтермореактивного материала в форме,заключающемся в нахождении участкадетали, имеющего максимальную толщину, и измерении модуля комплекснойдиэлектрической проницаемости материала в процессе прессования, джтолнительно определяют минимальную проводимость между металлическим электродом, воспроизводящим контур сечения участка детали, и точкой прово- О дящей среды физической модели детали, затем по значению минимальной.ггроводимости выбирают толщину прессуемого диска-образца, после чего прессуют диск-образец и определяют вре мя выдержки при прессовании заданного количества деталей как интервалвремени от момента полного сыюканияпресс-формы до момента достиженияМпроизводной по времени модуля комп лексной диэлектрической проницаемости диска-образца заданного значения. При этом в качестве проводящей среды физйческой модели может быть использовано наборное поле 25 из постоянных резисторов одногоновжн ала.физическое моделирование на проводящей среде позволяет определитьтолщину диска-образца, прогрев срединных слоев которого осуществляет- гся за тот же период времени, что и наиболее удаленная (в тепловом отношении) точка материала в изделии любой геометрической формы. Таким образом, проведение экспериментальных исследований на детали заменяется прессованием диска-образца.Физическая среда, на которой осуществляется моделирование, может бытьнепрерывной (воздух, электроповодящая бумага и т.д.) или дискретной О(наборное поле из ВС-цепочек).На чертеже показана блок-схемаустройства, реализующего предлагаемый способ.При определении времени выдержкидля детали находят сечение детали, вкотрром она имеет наибольшую толщину,Воспроизводят контур сечения на наборном поле, последовательно соединяяпроводником соответствующие штыри.Затем к проводнику подсоединяют 20одну клемму прибора, измеряющего проводимость среды по постоянному тоКу,Другую клемму в качестве шупа попеременно подключают к штырям, находящимся внутри данного контура сечения. 25При каждом подключении к новому штырюизмеряют значение проводимости. Проходя последовательно все штыри, находящиеся внутри контура, фиксируютвсе значения проводимости. Запомина- ЗОют минимальную проводимость,На этом же наборном поле воспро, изводят контур сечения диска-образца. Одюа клемма прибора постояннозакрепляется на центральном штыревнутри контура сечения, а другая -на проводнике, воспроизводящем контур сечения диска-образца. Изменяяразмер, который соответствует толщине диска-образца, снимают калибровочную зависимость проводимостиот толщины образца. Эта зависимостьявляется характерной для данного наборного поля и снимается толькоодин раз,По найденному значению минимальной 4проводимости и с использованием калибровочной зависимости определяюттолщину диска-образца.Затем прессуют диск с найденнойтолщиной на устройстве, блок-схемакоторого представлена на чертеже.Показывающие и регулирующие приборы 1 и 2 по сигналам от датчиков 3и 4 поддерживают температуру, прессформы. По сигналам от датчиков 5 иб показывающие приборы 7 и 8 регистрируют температуру оформляющих поверхностей пресс-формы на диск-образец.В пресс-форму на диск-образецвстроен емкостной преобразователь,состоящий иэ электродов 9 и 10,которые подсоединены к вольтметру 11 игенератору 12 измерителя 13 комплексной диэлектрической проницаемости.Показания измерителя 13 фиксируютсяприбором 14. С помощью приборов 1 и 2 устанавливают требуемую температуру оформляющих поверхностей и прессуют дискобразец с найденной толщиной,Автоматически регистрируют модулькомплексной диэлектрической проницаемости прибором 14, По кривой иэ -менения комплексной диэлектрическойпроницаемости во времени определяютвремя выдержки термореактивного материала в форме как интервал времениот момента смыкания пресс-формы домомента достижения производной комплексной диэлектрической проницаемости во воемени заданного значения,соответствующего завершению химпческой реакции.Использование предлагаемого способа позволяет вывести емкостной преобраэователь из пресс-формы на деталь и расширить его примейение на детали сложных геометрических форм. Техническая реализация способа (прессование диска-образца, физическое моделирование на дискретной проводящей среде; регистрация в процессе прессования диска-образца) упрощается и способ не требует последующих расчетов - время выдержки отсчитывается непосредственно в ходе эксперимента.Время обработки режима прессования иэ материала новой партии сокращается более чем на 50, а брак от неправильно выбранного времени выдержки почти исключен.Формула изобретения1. Способ управления процессом прессования деталей из термореактивного материала в форме, заключающийся в нахождении участка детали, имеющего максимальную толщину, и измерении модуля комплексной диэлектрической проницаемости материала в процессе прессования, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности процесса за счет сокращения времени отработки режима прессования, определяют минимальную проводимость между металлическим электродом, воспроизводящим контур сечения участка детали,и точкой проводящей среды физической модели детали, затем по значению минимальной проводимости выбирают толщину прессуемого диска-образца, после чего прессуют диск-образец и определяют время выдержки при прессовании заданного количества деталей как интервал времени от момента полного смыкания пресс-формы до момента достижения производной по времени модуля комплексной диэлектрической проницаемости диска-обраэца заданного значения.Щомак 1 ректо Подпта СССР н Заказ 5730/36 ВИИкоми и от кая н тийю д4/5 1130 Филиал ППП фПатентеф, г. ужгород, ул. Проектная, 4 2. Способпоп. 1, отличающ и й с я тем, что, в качестве проводящей среды физической модели используют наборное поле из постоянных резисторов одного номинала. Тираж 694 ПИ Государственного о делам изобретений Москва, Х, РаушсИсточники информации,принятые во внимание при экспертизе
СмотретьЗаявка
2796340, 09.07.1979
ПРЕДПРИЯТИЕ ПЯ В-2640, МОСКОВСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГОЗНАМЕНИ ИНСТИТУТ ХИМИЧЕСКОГОМАШИНОСТРОЕНИЯ
БУГРОВ АЛЕКСАНДР ВИКТОРОВИЧ, АЛЕКСЕЕВ ЕВГЕНИЙ ЕВГЕНЬЕВИЧ, ФИЛАТОВ ЕВГЕНИЙ СТЕПАНОВИЧ, ЦЕДИЛИН ВАЛЕНТИН НИКОЛАЕВИЧ
МПК / Метки
МПК: B29F 1/00
Метки: прессованиядеталей, процессом, термореактивного
Опубликовано: 07.08.1981
Код ссылки
<a href="https://patents.su/3-852608-sposob-upravleniya-processom-pressovaniyadetalejj-iz-termoreaktivnogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом прессованиядеталей из термореактивного материала</a>
Автоматический измеритель комплексной диэлектрической проницаемости и времени релаксации молекул растворов

Номер патента: 1318937
Опубликовано: 23.06.1987
Авторы: Войтов, Гольдштейн, Потапов
МПК: G01R 27/26
Метки: автоматический, времени, диэлектрической, измеритель, комплексной, молекул, проницаемости, растворов, релаксации
...Е.25Поскольку в предлагаемом устройстве применена дифференциальная схема измерения, поэтому, используя уравнение (4) для опорного и измерительного резонаторов 18 и 19, можно получитьоп ддб = ---- (5)8,67 Ягде ьс - затухание СВЧ-мощности, выраженное в децибелах; Я- добротность измерительного резонатора 19 в исходном состоянии.В исходном состоянии, когда оба резонатора заполнены,неполярным растворителем, добротности резонаторов приблизительно равны Я , а напряжения на СВЧ-детекторах 20 и 21 устанавливаются одинаковыми. При введении в измерительный резонатор 19 добавки исследуемого вещества, вызывающего дополнительное по отношению к исходному состоянию поглощение СВЧ-мощности, на СРЧ-детекторе 21 появляется приращение напряжения, которое...
Способ получения гофрированных дисков с кольцевыми гофрами пилообразного сечения

Номер патента: 441068
Опубликовано: 30.08.1974
Авторы: Анопов, Варшавский, Чаплюк
МПК: B21D 13/10
Метки: гофрами, гофрированных, дисков, кольцевыми, пилообразного, сечения
...поверхности гофрированного диска, а деформацию ее осуществляют одновременно в точках радиального сечения, соответствующих вершинам гофров, постепенно переходя от одного радиального сечения к другому.На фиг. 1 изображена плоская заготовка; на фиг. 2 - сектор диска с кольцевыми гофрами пилообразного сечения; на фиг, В - разрез по А-А на Фйг. 2.Предлагаемый способ осуществляется следующим образом.Одним из известных способов изготавливается плоская развертка заданной гофрированной поверхности в виде сектора круга (кольца), Выем осуществляется мест - ная деформация загтовки изгибомО 68получения диска (кольца) задан -ного диаметра.ПРЕДМЕТ ИЗОБРЕТЕНИЯСпособ получения гофрированных дисков с кольцевыми гофрамипилообразного сечения путем...
Способ прессования из порошка изделий переменного сечения в жесткой пресс-форме

Номер патента: 1187912
Опубликовано: 30.10.1985
Автор: Купин
МПК: B22F 3/02
Метки: жесткой, переменного, порошка, пресс-форме, прессования, сечения
...справа - окончание прессования ); на фиг. 3 - прессование хвостовика и кольцевого перехода детали (слева - начало прессования; справа - окончание прессования); на фиг. 4 - выталкивание изделия (слева - выталкивание перехода с максимальной пло щадью поперечного сечения; справа- выталкивание хвостовика).В изделии выделяют три перехода: кольцо, основание, хвостовик. Расчетным путем определяют массу навески35 для каждого выделенного элемента М, М, М. Внутриматрицы 1 размещают съемный упор 2 с упругим элементом 3. Матрицу 1 устанавливают на съемный внутренний упор 4, нижние внешний 5 и внутренний 6 пуансоны. В полости, образованные нижними пуансонами и матрицей, засыпают навески для прессования кольца М 1 и основания М 2 (фиг. 1, слева)....
Способ получения фасонного керамического изделия

Номер патента: 1830055
Опубликовано: 23.07.1993
Автор: Иван
МПК: C04B 35/56
Метки: изделия, керамического, фасонного
...продукт реакции окисления продолжает расти в течение времени, достаточного для проникновения в материал наполнителя, окружающий полость отливки, на достаточную глубину,Должно быть понятно, что результирующий поликристаллический материал керамической составляющей может иметь поры, которые могут частично или почти полностью заполнены металлической фазой, в противном случае они присутствуют и распределяются по продукту реакции окисления, а общий объем пор зависит в большей степени от таких факторов, как температура, время, тип исходного металла и концентрация присадок. Обычно в таких поликристаллических керамических структурах кристаллы продукта реакции окисления соединяются друг с другом более чем в одном измерении, предпочтительно...
Комбинированная матрица для прессования полых профилей сложного сечения

Номер патента: 537727
Опубликовано: 05.12.1976
Авторы: Белов, Изаков, Касаткин, Кошурин, Никифоров, Ройтман, Степанов, Супрун, Шевакин, Ядыкин
МПК: B21C 25/02
Метки: комбинированная, матрица, полых, прессования, профилей, сечения, сложного
...отверстием постоянной формы поперечного сечения. Однакоиспользование известной матрицы в процессе прессования не обеспечивает полученияпрофилей с высоким качеством сварного шва.В описываемой комбинированной мацелью повышения качества сварногопоперечное сечение камеры сварки приоде в нее выполнено повернутым на 90 вплоскости, перпендикулярной оси прессования,относительно поперечного сечения камерысварки на выходе из нее.На фиг. 1 представлена описываемая камера сварки в изометрии; на фиг. 2 показанпоследовательный переход от входного сеченк выходному,Описываемая матрица состоит из пологокорпуса 1 и рассекателя 2. Камера свар При прессовании металл рассекается рассекателем 2 на несколько потоков, которые поступают через питающие...
Предыдущий патент: Форма для изготовления изделийиз вспенивающихся материалов
Следующий патент: Устройство для выталкивания червякаиз корпуса червячного пресса
Случайный патент: Тушь