Способ изготовления полых заготовок спеременным поперечным сечением
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 835580
Автор: Швайгер



Текст
Союз Советских Социалистических Республик(22) Заявлено 090779 (21) 2792759/25-27с присоединением заявки йо(23) Приоритет -Опубликоваио 070681. Бюллетень Йо 21 В 21 Н 7/14 Государственный комитет СССР по делам изобретений и открытий.67 (088.8) Дата опубликования описания 070681(72) Автор изобретения А.М.Швайгер сФ Челябинский политехнический институт им. Ленинского комсомола(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЗАГОТОВОК С ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ Предлагаемое изобретение относитсяк обработке металлов давлением, кон. -кретнее к процессам изготовления заготовок деталей типа сосудов с переменным очертанием наружной поверхности.Известен способ изготовления полыхзаготовок с переменным поперечнымсечением путем протяжки на оправкепредварительно прошитых заготовок вкалибрах, образованных неприводнымивалками переменного радиуса 11.Технологические возможности такого способа, определяемые максимально допустимыми эа один переход степенями деформации, ограничены ресурсами пластичности металла в протянутой стенке,Пластичность деформируемого металла определяетсяего механическимисвойствами и схемой напряженно-деформированного состояния в очаге дефор. -мации, .Преобладающая при протяжкерастягивающая схема напряжений резкоснижает возможности значительногоформоизменения заготовки,Интенсификация режимов протяжкипутем увеличения вытяжки приводит кискажению или проколу дна заготовки, илик недопустимому утонению ее стенки.стенки. Искривление дна заготовки иа ЗО блюдается иногда и в тех случаях, когда боковая Фасонная поверхность заготовки оформляется достаточно качественно.Целью изобретения является повышение точности заготовок и увеличение допустимых степеней деформации.Это достигается тем, что к торцевой поверхности заготовки со стороны дна прикладывают усилие противодавления, а к ее противоположной торцевой поверхности прикладывают переменное осевое усилие подпора, причем усилие противодавления выбирают из условия максимального диаметра заготовки, а величина усилия подпора пропорциональна разности диаметров наружной и внутренней поверхностей заготовки.На чертеже приведена схема осуществления предлагаемого способа:Предварительно прошитая заготовка 1 протягивается пуансоном 2 в калибре, образованном неприводными валками переменного радиуса 3, Под действием деформирующих сил и сил трения валки вращаются, образуя на поверхности" заготовки заданный переменный профиль. К поверхности заготовки со стороны дна прикладывают усилиепротиводавления Р, а к торцевой поверхности заготовки прикладывают переменное осевое усилие подпора Р . Величины Р,Р и Р 1 задают такими, чтобы процесс протяжки осуществлялся при схеме напряженного состояния, близкой к схеме всестороннего нерав-. номерного сжатия.Деформация происходит за счет технологического усилия и усилия подпора на торце заготовки. Сжимающая схема напряжений в очаге деформации при незначительных растягивающих или даже сжимающих напряжениях в протянутой части заготовки обеспечивается усилием подпора Р, силами трения на пуансоне, усилием противо- давления и активными силами трения на валках в зоне отставания.Необходимость регулирования величины подпора Р объясняется следующими, факторами. При определенных соотношениях геометрических размеров деформируемой заготовки и валков при малых коэффициентаХ вытяжки усилие подпора может оказаться достаточным для проталкивания заготовки в валки. При этом возможны отход дна заготовки от пуансона, нарушение кинематикипроцесса (иэменение величины опережения) и, следовательно, несоответствие действительных размеров заготовки расчетным. С другой стороны, усилие подпора регламентированной постоянной величины может оказаться недостаточным для создания высокого уровня гидростатического давления, необходимого при Формообразовании участков заготовки с большими степенями деформации.Максймальные величины усилия подпора Р ограничивают значениями, определяющими момент потери устойчивости верхней частью заготовки и возможность ее осадки. Оптимальные значения величины подпора, допустимые заданными коэффициентами вытяжки по участкам заготовки, могут быть определены теоретически или опытным путем. Предельные расчетные значения удельного усилия противодавления принимаются равными истинному сопротивлению деформации металла при температурно-скоростных условиях деформирования. Оптимальные значения усилия противодавления устанавливают экспериментально из условия качественного оформления данной поверхности заготовки.Увеличение гидростатического дав. ления в очаге деформации повышает йластичность металла и допустимые . степени деформации. Усилие противо- давления совместно с усилием подпора Р создают сжимающую схему напряже-, ний в донной части заготовки и способствуют ее четкому оформлению в пределах заданных геометрических размеров. Рассмотрим приближенный примеррасчета основных параметров предлагаемого способа.Протяжке подвергается полая цилиндрическая заготовка, имеющая наружный диаметр Оцд 123 мм и высотуН=190 мм. Максимальный диаметр заготовки после протяжки ОС,=122 мм,а минимальный диаметр 0=109 мм.Диаметр пуансона 0=85 мм, Материалзаготовки - сталь 45, температурадеформации 1100 С, среднее значениеистинного сопротивления деформации6 =8 кг/ммПредельное значение противодавления Я, принимаем равным сопротивле нию деформации бд =8 кг/мм.Полное усилие противодавлениях О оам -32Р = Р 10 =8- 0 785122 х-з " 4х 10 =94, 5 т.Максимальное удельное усилие подпора Р , определим из расчета наосадку кольца с размерами:наружный диаметр Он =00=123 мм,внутренний диаметр Ов =0=85 мм.25 Известно (.Тарковский Н.Я., Ганаго О.А. и др. Теория обработки металлов давлением, М., Металлургиздат,1963, с.216-236), что удельное усилие осадки кольцаЯщ,= 1,08+0,18 ( -1)Ч 13 с,вмгде Ь - текущее значение половинывысоты кольца;35 коэффициент, учитывающий влияние контактного трения итекущие размеры кольца.Принимаем Ь=-" НО=95 мм; =0,4;Ф=8 7( - -)кГф ммПолное максимальное усилие подпора2 245 Р 2 пах Р 2 7 (и йвн )ьРщ= 8,7 3,14 (б 1,5 -42,У) 10=61 т.При протяжке участков заготовкис наружным диаметром Одс=122 мм усилие подпора не имеет. практическогозначения и может быть снижено до О,Таким образом, усилие подпора можетизменяться в пределах от 0 до 61 т,Полное усилие протяжки, без учета55, влияния подпора складывается наусилия протяжки через валки и усилияпротиводавлеяия.Р=Р +Р1заготовки и возможностью искривленияили прокола ее дна.Усилие протяжки в роликовых валкахможет быть рассчитано по известнымФормулам,Для участка заготовки с наружнымдиаметром О =109 мм усилие протяж.835580 1ки Р" =45;5 т. Полное усилие протяжки Р=45,5+94,5=140 т.В настоящее время предлагаемый способ находится на стадии теоретических и экспериментальных исследований. Исследованиями установлена возможность увеличения на 15-20 допустимых за один переход степеней деформации при повышенной точности заготовок.Ожидаемый годовой экономический эффект от использования предлагаемого способа при фасонной протяжке полых заготовок с максимальным на-. ружным диаметром 125 мм в расчете на программу одного гидравлического пресса составляет 50-60 тыс.рублей. 15 Источники информации,принятые во внимание при экспертизе12 О , Авторское свидетельство СССРР 538755, кл. В 21 Н 7/14, 04.01.74.,Формула изобретения Составитель Д,Даниловтехред И. Голинка РедактоЗаказ 2.Зубков К тор С. Шекмар 3/1 тираж 740 ВНИИПИ Государственного по делам изобретений 113035,Иосква, Ж, РаПодпнсномитета СССРоткрытийская наб., д4/5 филиал ППП фПатентф, г.ужгород, ул,Проектная, 4 Способ изготовления полых заготовок с переменным поперечным сечением путем протяжки на оправке исходнойзаготовки в калибрах, образованныхнеприводными валками переменного радиуса, о т л и ч а ю щ и й с я тем,что, с целью повышения точности иувеличения допустимых степеней деформации, к торцевой поверхности заготовки со стороны дна прикладывают усилиепротиводавления, а к противоположнойее торцевой поверхности прикладываютпеременное осевое усилие подпора, причем усилие противодавления выбираютиз условия максимального диаметразаготовки, а величина усилия подпорапропорциональна разности диаметровнаружной и внутренней поверхностейзаготовки.
СмотретьЗаявка
2792759, 09.07.1979
ЧЕЛЯБИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТИМ. ЛЕНИНСКОГО КОМСОМОЛА
ШВАЙГЕР АЛЕКСАНДР МИХАЙЛОВИЧ
МПК / Метки
МПК: B21H 7/14
Метки: заготовок, полых, поперечным, сечением, спеременным
Опубликовано: 07.06.1981
Код ссылки
<a href="https://patents.su/3-835580-sposob-izgotovleniya-polykh-zagotovok-speremennym-poperechnym-secheniem.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полых заготовок спеременным поперечным сечением</a>
Способ контроля температуры поверхности заготовок в нагревательных печах

Номер патента: 488998
Опубликовано: 25.10.1975
Авторы: Зражевский, Изгорев, Недужий, Прядкин, Пяткова
МПК: G01K 5/56
Метки: заготовок, нагревательных, печах, поверхности, температуры
...фурмьс помешают пирометр 3 селект)нного поглощения, работаюсций на длине во иы поглощения трехатомпого газа,(.ш иа 1 иирометра подают на втореснсьсеприбор 4, По газопроводу 5 исдают сжа -сьсй :)Оздух дпя обдува пирометра, а по1 зоироводу 6 - лучепоглошаюшпй газ,преимущественно трехатомпый, например,гсми)е 1 ар или двуокись углерода. Этотг:1, вс,стекая из газовых сопел 2, Обра.)ует сВд заготовкой 7 экраиирукицу)о за 1)ес:у, ссогсиса)сопеую излучение кладки 8.В,)ивсоилости от высоты размещения пиС Олс ) ре) ИОГПО)СЕВЕТСЯ бОПЬШая ИЛИ МЕНЬШаяи)с;сь элер ии излучения факела, Так какс иЮлс.етр работает на длине волны ногпо -1)еха томных газов) 1 есг) Вторичс Ом приборе регистрируют температуру по) ЕХИСТИ ЗГИОТОВОК,сл)О.и) то 1...
Устройство для вихретокового контроля поверхностей заготовок

Номер патента: 670877
Опубликовано: 30.06.1979
Авторы: Васильев, Власов, Жаворонков, Лисицын, Мужицкий, Петропавловский, Шапошников, Широков
МПК: G01N 27/86
Метки: вихретокового, заготовок, поверхностей
...подвижной планкой 13, которая имеет ролик 14, Узел перемещения карсток 8 выполнен в виде диска 15 с двумя концентрпчными направляющими канавками 16 и 17 и двумя переключающими стрелками 18, 19 с электромагнитным приводом (на черт. не показан), установленными на диске дпамет 670877рально противоположно. Внутри барабана 5 размещен токосъемник 20. Вращение барабану передается от электродвигателя 21 через клино-ременную передачу 22, редуктор 23 и шестерню 24. Узел 25 уравновешивания шарнирно закреплен на ползуне 3. Управление подъемом и опусканием ползуна осуществляется пневмоцилиндром 2 б от фото- датчиков 27, 28.Устройство работает следующим образом. При прохождении контролируемой заготовки 29 через баоабан в направлении стрелки В...
Способ доводки плоских поверхностей заготовок

Номер патента: 1641594
Опубликовано: 15.04.1991
МПК: B24B 37/04
Метки: доводки, заготовок, плоских, поверхностей
...т,е,Апр Апр ГтзпрА-1- = с илиАдет Дет "тр " 1 детгде Ртр, - сила трения между заготовкой ипритворам;1 пр, дет - длина пути относительно перемещения заготовки и притира в области 1-гопояска за один оборот относительного вращения притира.Выражая длину пути относительных перемещений конкретными величинами длинДуГ, ГДЕ 1 пр= ЖО 1, а 1 дет=, а 1,1, 1должны получить равенствот 01с Ф, Фсопвта 1однако равенства не может быть, так какжСотношение не может быть величинойа 1постоянной по причине того, что длина дугиа 1 и величина О 1 изменлются по. разным законам и зависят от формы обрабатываемойповерхности заготовки, размеров рабочейчасти притира, а также ат взаимного расположения заготовки и притира. Для сохранения равенства, как необходимого...
Станок для шлифования плоскопараллельных поверхностей заготовок

Номер патента: 126034
Опубликовано: 01.01.1960
Автор: Блассен
МПК: B24B 37/04, B24B 7/17
Метки: заготовок, плоскопараллельных, поверхностей, станок, шлифования
...целью последовательного повышения чистоты обработки поверхностей заготовки по мере ее радиального перемещения под действием центробежных сил,2, Станок по п. 1, отлич а ю щи й с я тем, что, с целью регулирования режимов обработки противоположных поверхностей заготовок по направлению и по скорости, для вращения сепаратора применен привод, независимый от привода вращения шлифовального круга,9 й 3 7 Ф Ю"й ий при Совете Министров СССР1" р ):1 н Комитет по делам изобретенийдантор Р. Л Гальцева от ни й отдел,Зан 27 б:1(нформанионно-иадатсОбъем 0,17 и. л. и"ьппография Комитета по делам изобретений и открытий при Совете Министров СССР Москва, Петровка, 14.Постепенное сужение раоочего зазора 6 в направлении движения заготовок приводит к тому, что...
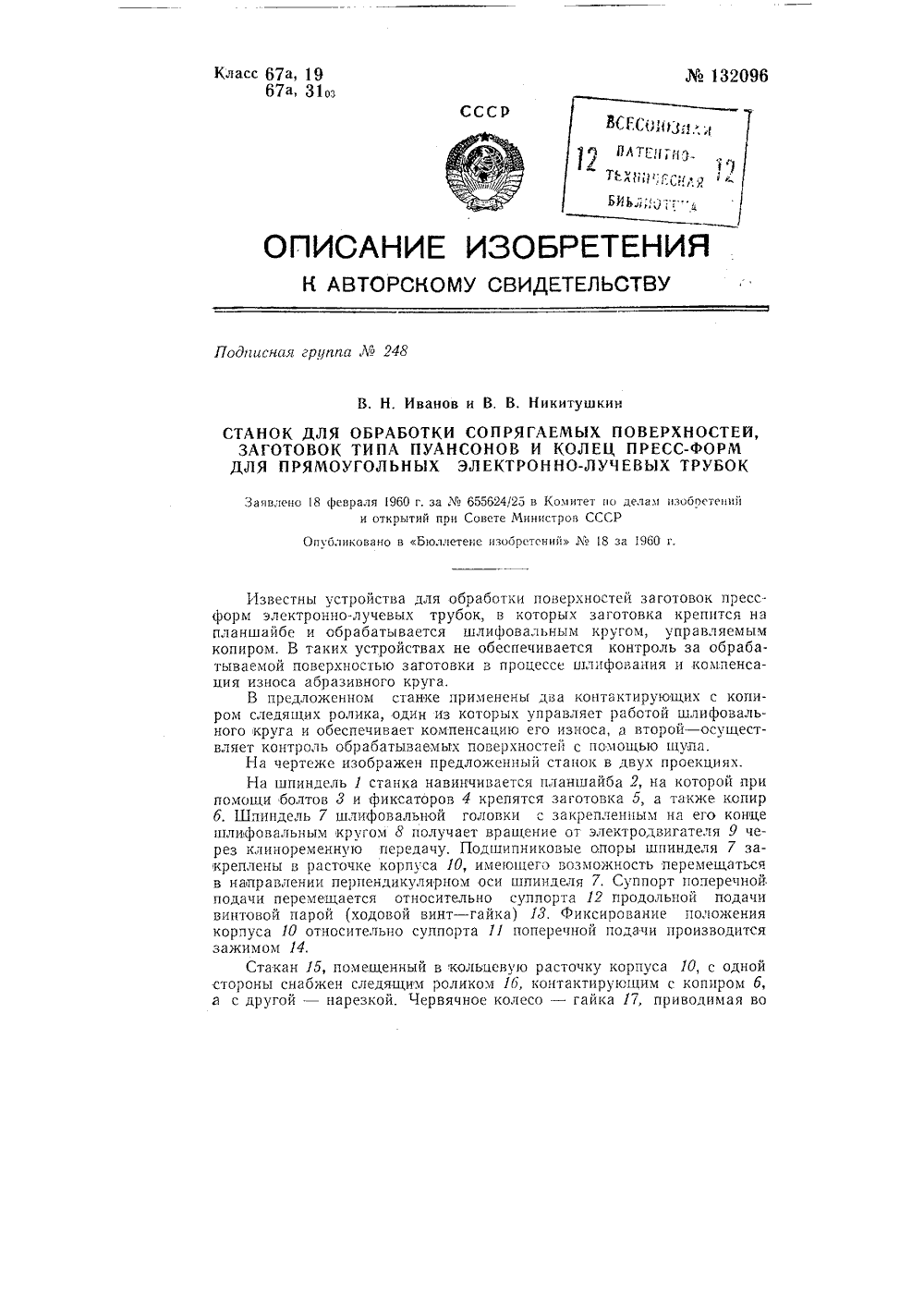
Станок для обработки сопрягаемых поверхностей заготовок типа пуансонов и колец пресс-форм для прямоугольных электронно-лучевых трубок
Номер патента: 132096
Опубликовано: 01.01.1960
Авторы: Иванов, Никитушкин
МПК: B24B 19/20
Метки: заготовок, колец, поверхностей, пресс-форм, прямоугольных, пуансонов, сопрягаемых, станок, типа, трубок, электронно-лучевых
...19 и коробки скоростей 20 за счет пары шестерня - рейка 21, Контактирование ролика 16 с копиром 6 обеспечивается пружинами 22.В корпусе 23 измерительного прибора закреплен шпиндель 24 с настроечной гайкой 25. Следящий ролик 26, посаженный на шпиндель 24, прижимается к копиру 6 пружиной 27. Вокруг оси 28, закрепленной в шпинделе, может поворачиваться рычаг 29, несущий на одном конце щуп 30 для обрабатываемой, поверхности, прижимаемый к ней пружиной 31, и воздействующий вторым концом на индикатор 32.Перед началом работы измерительный прибор настраивается, т, е. устанавливается строго фиксированное взаимное положение щупа 30 и следящего ролика 26, а шкала индикатора ставится на нулевое деление. В этом положении разница размеров...
Предыдущий патент: Линия для производства изделий перемен-ного сечения
Следующий патент: Рабочая клеть стана поперечной прокаткитруб
Случайный патент: Способ получения гяляс-диацетата 16а-метил-5а-прегнен-17