Станок для обработки сопрягаемых поверхностей заготовок типа пуансонов и колец пресс-форм для прямоугольных электронно-лучевых трубок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 132096
Авторы: Иванов, Никитушкин
Текст
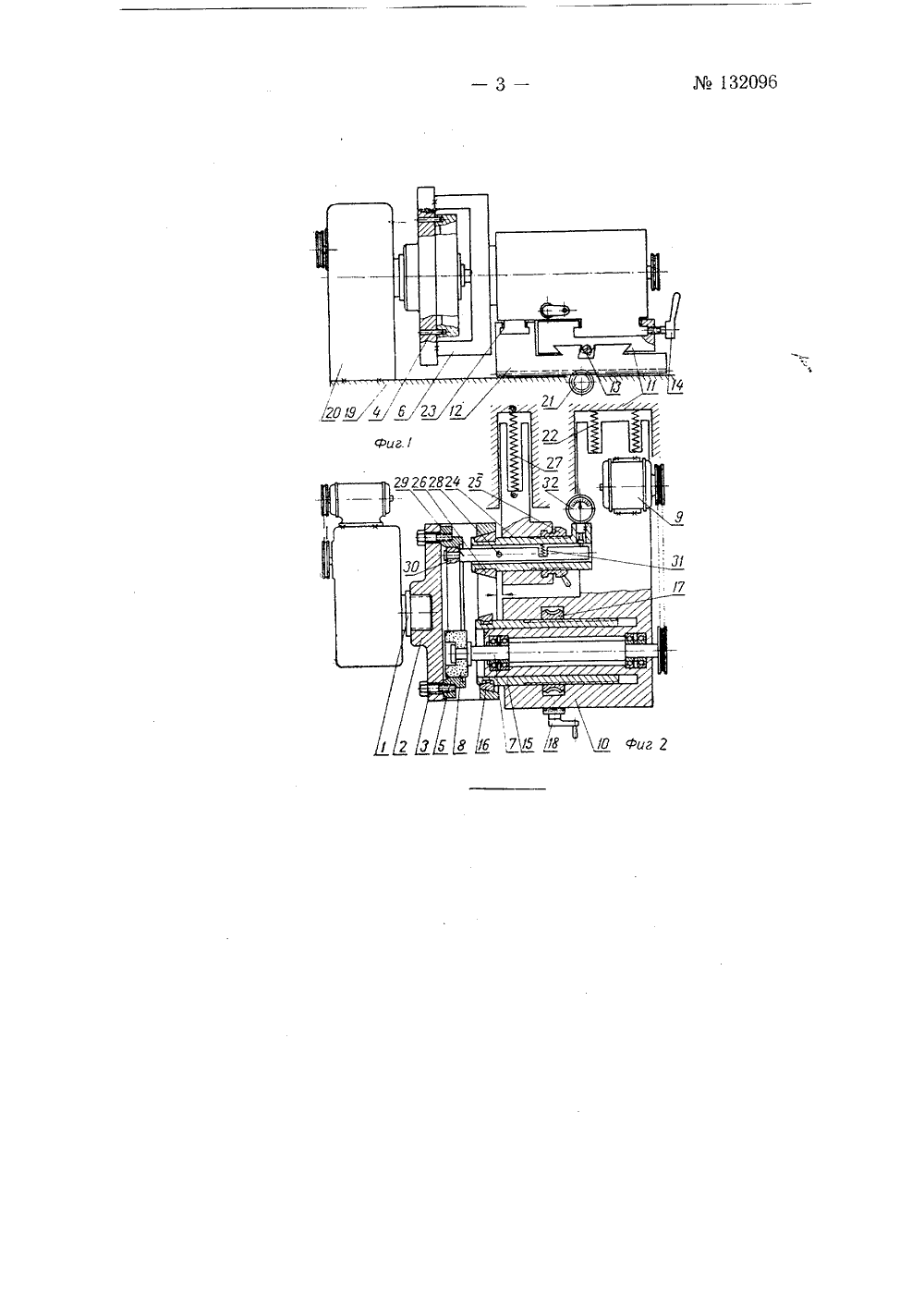
132096 Класс 67 а, 1967 а, 31 ов СССР СГСИЧ 1 Д 11,.1) ъ ПЯП 11-,11 иТ.л 1111, 1,ир оБй Б 1,) -" ОБРЕТЕНИЯИДЕТЕЛЬСТВУ ОПИСАНИЕ К АВТОРСКОМ Подписная гр 1 ппа Ло ванов и В, В. Никитушки СТАНОК ДЛЯ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ТИПА ПУАНСОНОВ И КОЛЕЦ ПРЕСС-ФОРМ ДЛЯ ПРЯМОУГОЛЬНЫХ ЭЛЕКТРОННО-ЛУЧЕВЫХ ТРУБОКявлено 18 февраля 1960 г. за655624/25 в 1(омитет но делам изобретений и открытий нри Совете Министров СССР Боллетене изобретений8 за 1960 г пуоликова Известны устройства для обработки поверхностей заготовок прессформ электронно-лучевых трубок, в которых заготовка крепится напланшайбе и обрабатывается шлифовальным кругом, управляемымкопиром. В таких устройствах не обеспечивается контроль за обрабатываемой поверхностью заготовки в процессе шлифования и комгпенсация износа абразивного круга.В предложенном станке применены два контактирующих с копиром следящих ролика, один из которых управляет работой шлифовального круга и обеспечивает компенсацию его износа, а второй - осуществляет контроль обрабатываемых поверхностей с помощью щупа.На чертеже изображен предложенный станок в двух проекциях.На шпиндель 1 станка навинчивается планшайба 2, на которой припомощи болтов о и фиксаторов 4 крепятся заготовка 5, а также копирб. Шпиндель 7 шлифовальной головки с закрепленным на его концешлифовальным кругом 8 получает вращение от электродвигателя 9 через клиноременную передачу. Подшипниковые опоры шпинделя 7 закреплены в расточке корпуса 10, имеющего возможность перемещатьсяв направлении перпендикулярном оси шпинделя 7. Суппорт поперечнойподачи перемещается относительно суппорта 12 продольной подачивинтовой парой 1 ходовой винт - гайка) 13. Фиксирование положениякорпуса 10 относительно суппорта 11 поперечной подачи производитсязажимом 14,Стакан 15, помещенный в кольцевую расточку корпуса 10, с однойстороны снабжен следящим роликом 16, контактирующим с копиром б,г с другой - нарезкой. Червячное колесо - гайка 17, приводимая во13209 бвращение червяком рукояткой 18, перемещает за нарезку стакан 15 в осевом направлении, чем обеспечивается компенсация износа шлифовального круга.Суппорт 12 продольной подачи перемещается относительно станины 19 и коробки скоростей 20 за счет пары шестерня - рейка 21, Контактирование ролика 16 с копиром 6 обеспечивается пружинами 22.В корпусе 23 измерительного прибора закреплен шпиндель 24 с настроечной гайкой 25. Следящий ролик 26, посаженный на шпиндель 24, прижимается к копиру 6 пружиной 27. Вокруг оси 28, закрепленной в шпинделе, может поворачиваться рычаг 29, несущий на одном конце щуп 30 для обрабатываемой, поверхности, прижимаемый к ней пружиной 31, и воздействующий вторым концом на индикатор 32.Перед началом работы измерительный прибор настраивается, т, е. устанавливается строго фиксированное взаимное положение щупа 30 и следящего ролика 26, а шкала индикатора ставится на нулевое деление. В этом положении разница размеров радиуса ролика 26 и щупа 30 соответствует разнице абсолютных размеров копира и окончательно обработанной заготовки.Обработка зоготовок на станке производится следующим образом.В положении корпуса 10, обеспечивающем заход шлифовального круга внутрь обрабатываемого кольца, он фиксируется зажимом 14. Затем стакан 15 с следящим роликом 16 перемещается в левое положение, обеспечивающее номинальный зазор между шлифовальным кругом и обрабатываемой новерхностью после того, как суппортами 11 и 12 следящий ролик 16 войдет в контакт с копиром 6. Затем корпус 10 освобождается от зажима относительно суппорта 11 и приводится во вращение планшайбе 2 с заготовкой. Шлифовальный круг производит обработку заготовки по контуру, соответствующему контуру копира 6, так как следящий ролик 16, контактирующий с копиром 6. управляст его движением. Врезание шлифовального круга на величину припуска осуществляют вращением рукоятки 18,При обработке щуп 30, опирающийся на проверяемую поверхность заготовки, смещается на величину неснятого припуска и эта величина отсчитывается на индикаторе 32, позволяя тем самым контролировать и направлять процесс ооработки,При обработке заготовок типа пуансонов необходимо произвести некоторую переналадку станка, сохраняющего при этом все принципиальнее особенности, описанные выше,Предмет изобретенияСтанок для обработки сопрягаемех,поверхностей заготовок типа пуансонов и колец пресс-форм для прямоугольных электронно-лучевых труоок с использованием вращающейся планшайое для крепления заготовки и кольцевого копира, управляющего шлифовальным кругом, о т л и ч а ю щ и й с я тем, что применены два одновременно контактирующих с копиром, следящих ролика, из которых управляющий шлифовальнем кругом ролик посажен на .стакан, получающий независимое осевое перемещение от пропущенного через его полость шпинделя круга для компенсации износа последнего, а второй следягций ролик посажен на шпиндель измерительного прибора, через полость которого пропущен рычаг, несущий на одном конце оцуп для обрабатываемой поверхности и воздействующий вторым концом на индикатор с целью обеспечения активного контроля по всему контуру заготовки в процессе шлифования.
СмотретьЗаявка
655624, 18.02.1960
Иванов В. Н, Никитушкин В. В
МПК / Метки
МПК: B24B 19/20
Метки: заготовок, колец, поверхностей, пресс-форм, прямоугольных, пуансонов, сопрягаемых, станок, типа, трубок, электронно-лучевых
Опубликовано: 01.01.1960
Код ссылки
<a href="https://patents.su/3-132096-stanok-dlya-obrabotki-sopryagaemykh-poverkhnostejj-zagotovok-tipa-puansonov-i-kolec-press-form-dlya-pryamougolnykh-ehlektronno-luchevykh-trubok.html" target="_blank" rel="follow" title="База патентов СССР">Станок для обработки сопрягаемых поверхностей заготовок типа пуансонов и колец пресс-форм для прямоугольных электронно-лучевых трубок</a>
Способ косвенного измерения износа шлифовального круга

Номер патента: 340935
Опубликовано: 01.01.1972
Авторы: Маханов, Равна, Резников, Ройтбург
Метки: износа, косвенного, круга, шлифовального
...поперечной подачи на последнем ходу испытаний и учитывают его при вычислении износа круга. Образец подводят к кругу до касания ишлифуот без поперечной подачи до тех пор, пока съем с детали за один ход ие будет равен иу.по. Этот процесс называют выхажива иием. Иокд выхаживания включают поперечную подачу с фиксированным для испытаний шагом и шлифуют образец в течение Лт ходов, причем Л ходов выбирают большим 10 - 15, так ак этому времени деформации в сис- О .теме стабилизирулотся. За Л онтрольных ходов регистрируют силу Рх на последнем ходу по показаншо ддтчпка перемещения детали под действием круга, д такуаде показани датчпкд перемещения шлифуемой поверхности 5 после окончания выхаживания до подачи 1 о,а после Лт-го хода - 1 л. По...
Устройство для крепления планшайбы алмазного круга на конической части шпинделя станка

Номер патента: 1212769
Опубликовано: 23.02.1986
Авторы: Рудник, Рыбицкий, Седлецкий, Шевченко
МПК: B24B 45/00
Метки: алмазного, конической, крепления, круга, планшайбы, станка, части, шпинделя
...частью шпинделя 2, находясь с ними в условиях постоянногоконтакта. Соединительные элементы,выполненные в виде плоского волнообразного элемента 6, размещены в пазах 7, выполненных открытыми в сторону крепежных элементов 3 - 5 соответственно в планшайбе 1, на конической части шпинделя 2 и образую. щих плоскость,Устройство работает следующим45образом,Вращение шпинделя вызывает вследствие собственных деформации сопрягаемых поверхностей планшайбы 1 иконической части шпинделя 2 станканеравномерное распределение нормальных и касательных напряжений, атакже деформации по длине соединения. Возникают зоны упругого пласти 769 1ческого контакта, способствующие появлению местного микропроскальзывания. Плоские волнообразные элементы 6,...
Компенсатор износа шлифовального круга

Номер патента: 1184652
Опубликовано: 15.10.1985
Авторы: Кароткиян, Тарасюк-Васильев
МПК: B24B 49/08
Метки: износа, компенсатор, круга, шлифовального
...7 регулятораскорости вращения шлнфовального круга. На дополнительном суппорте 1 размещен измеритель износа, состоящий 25иэ подвижной каретки 8, на которойс воэможностью вращения установленролик 9Каретка 8 соединена со штоком гидроцилиндра 10, являющегосядатчиком положения каретки относи- ЗОтельно дополнительного суппорта 1.В бесштоковой полости гидроцилиндра10 установлена пружина 11. Штоковаяполость гидроцилиндра 10 связана гидравлически с бесштоковой полостьюгидроцилиндра привода клинового устройства 5. На каретке 8 измерителяразмещено устройство компенсации износа ролика 9 измерителя, включающееползун 12 с роликом 13. Ползун 12 щосоединен с штоком гидроцилиндра 14 -датчика положения полэуна 12 относительно каретки 8. В бесштоковой...
Компенсатор износа шлифовального круга

Номер патента: 1371796
Опубликовано: 07.02.1988
Автор: Тарасюк-Васильев
МПК: B23B 49/00
Метки: износа, компенсатор, круга, шлифовального
...и 3 .3 и 0,итс,1. ного цолцрл жининого шток;, рд см(ис нного с возмцжнктьк ос( вцго цер(чс нсния в осночном, на лнн)лнит(,ьцоч н 10 к р;3(л 1 снс. нь( ролик и цц;3 нружинс ннь(й рыча, н 0,вч КОН С КИТОРИГ( Р с 1:3 ЛСНН Р )Г И К Л.151 3(с И- молсиствия с сввцым рог)ко 1,; Нд лрл- ГОЧ К)тсс 0 К,151 из)ИЛ)ОЛСИСТ 1 И 51 С ЦСНц 3- шям штоком.,.1 зтс(ик бис)1)И Чцжг о)ть Р)3 с 1(,1(ж(.11 И 13 с 3 0 СНОВ(ОЛ 1 Нс,оно.Н 11(Н)10 Л Ц 0 К кзк основного, тдк и лонолнильвп и (л)срителя износа.В нр(ни ссс обработки Нлифовд.ьцый круг 6 ностоянн изндшивдстся, п лидчер Л ЛС)НЬН 1 с 3 ТСя. 11 с 0,яц(И И 51 В НОСТ 051 Н 0 Ч контакте с рабоче)Й НО 3(рноськ кргс своим рцликол 9 шток 7 цнуск(Тся сц скорктью, равной скорости и (нося Фгд,+,цк 13 изменяет свк...
Устройство для непрерывного контроля износа шлифовального круга

Номер патента: 663539
Опубликовано: 25.05.1979
Авторы: Гринберг, Гродзинский
МПК: B23Q 11/00
Метки: износа, круга, непрерывного, шлифовального
...круга 1 и электрически соединенный со шпинделем 4 станка, Провод 2 расположен симметрично относительно оси симметрии шлифовального круга двумя отрезками спиралей Архимеда, исходящих иэ точки С, лежащей на оси симметрии на расстоянии максимально допустимого износа шлифовального круга, Для уменьшения угла наклона проводника" (провода) 2 к рабочей поверхности круга (что.необходимо для повьааения точности замера) расстояние АВ между концами проводника уста663539 5 Формула изобретения 70 Подпи Заказ 1419/48 " Ти ППП "Патент", г.ужгоро фили Проектн навливают минимально возможным, равнйм в йределе нулю. В этом последнем случае круг 1 подвергают предварительному износу на величину, рав ную толщине прохода, с тем, чтобыобеспечить его...