Система циклового программного управления станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
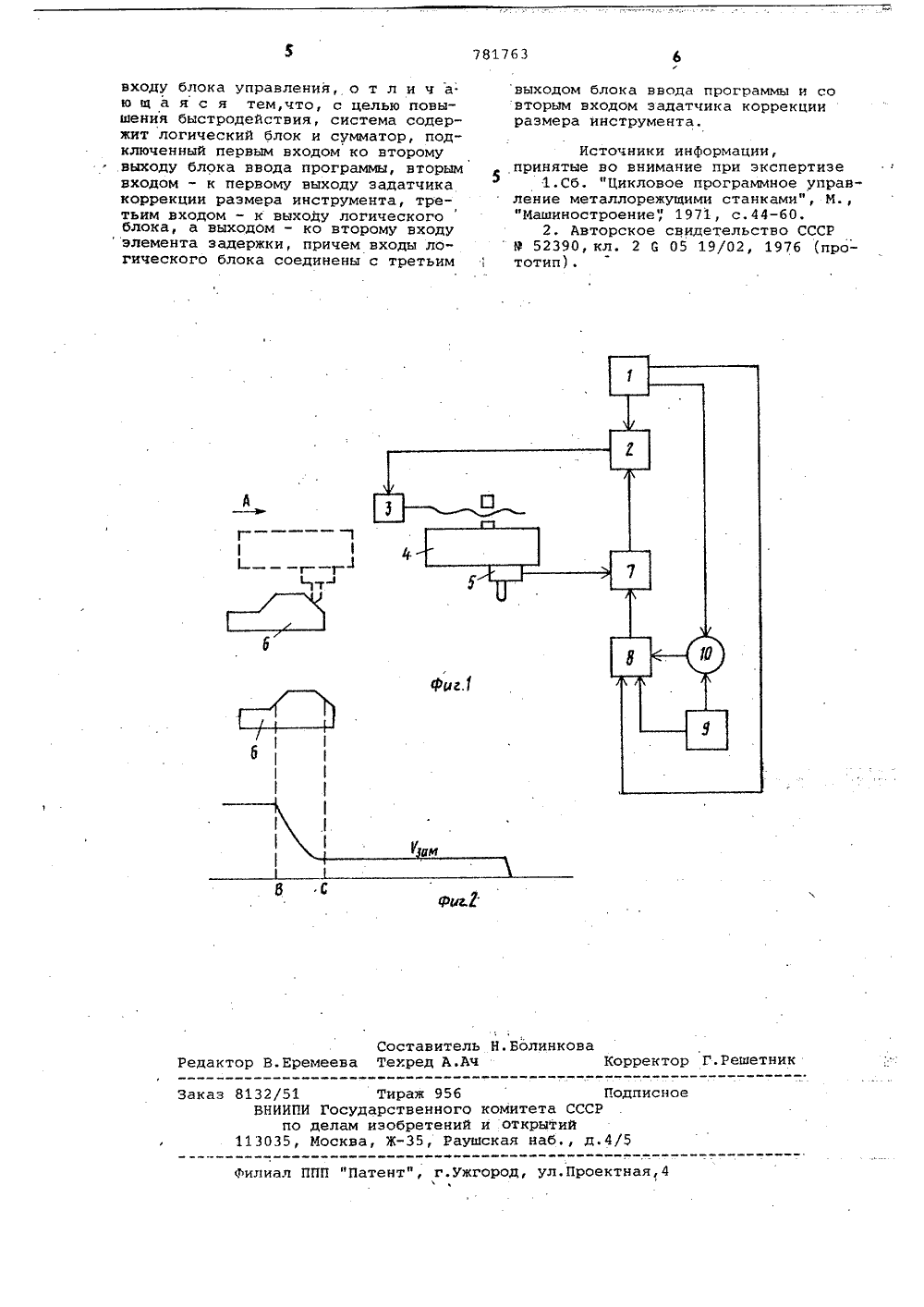
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советских Социалистически я Республик(51) М,(з О 05 В 19/02 Государственный комитет СССР по делам изобретений и открытий(54) СИСТЕМА ЦИКЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКОМ Изобретение относится к автома-., тике, в частности к системам программного управления технологическим оборудованием, и может быть исполь-. зовано для оснащения металлорежущих станков.Известна система циклового программного управления, содержащая блок вводов программы, соединенный. через блок управления с исполнительным двигателем, и путевой выключатель для задания и контроля перемещений, связанный с блоком управления и установленный на рабочем органе 11; 15Недостаток системы - низкая точностьНаиболее близкой по технической сущности к предлагаемому является система, включающая блок ввода программы, соединенный через блок управления с исполнительным двигателем и последовательно включенные блок величины коррекции перемещения, вход которого подключен к выходу блока ввода программы, и блок временной задер-,. жки, управляющий вход которого подключен к путевому выключателя, а выход - к входу блока управления 1.21,:30 Недостаток этой системы - необходимость введения вручную в каждую группу переключателей блока задания величины коррекции пеРемещения при каждой смене или переточке инструмента коррекции на размер инструмента со знаком "+", учитывая изменение размера инструмента и характер обработки, Наличие большого количества кадров в программе, требующих коррекцию перемещения (для станков йреэерной группы, например их количество достигает 15-и и более), значительно увеличивает вспомогательное время на обслуживание системы, связанное с введением в нее коррекции на размер инструмента при его смене или переточке (для станков Фрезерной группы;"например,смена или переточка инструмента производится через 5-6 циклов обработки). Кроме того, увеличение числа групп переключателей в блоке задания величины коррекции перемещения ведет к усложнению системы и увеличению габаритов пульта управления, а уменьшение их количества ограничивает технологические воэможности механизма, оснащенного данной системой.40 Цель изобретения - повышение быстродействия .системы за счет автома" тического ввода в каждом кадре программы в величину коррекции перемещения коррекции размера инструментаодним задатчиком, расположенным напульте управления, и расширение технологических возможностей за счетвеличины коррекции перемещения (принеобходимости в каждом кадре) непо.средственно в программе обработки(в блоке ввода программы).Поставленная цель достигаетсятем, что система циклового программного управления станком, содержащаязадатчик коррекции размеров инструмента и последовательно соединенные 15блок ввода программы, блок управления и привод, а также переключательскорости, подсоединенный выходом кпервому входу элемента задержки, выход которого подключей ко второму 20входу блока управления, содержит логический блок и сумматор, подключенный первым входом ко второму выходублока ввода программы, вторым входомк первому выходу эадатчика коррекцииразмера инструмента, третьим входом -к выходу логического блока, а выходом - ко второму входу элемента задержки, причем входы логического блокасоединены с третьим выходом блокаввода программы и со вторым выходомэадатчика коррекции размера инструментаНа Фиг,1 представлена блок-схемапредлагаемой системы; на фиг.2график изменения скорости рабочегооргана при позицировании.Система содержит блок 1 вводапрограммы , блок 2 управления, привод 3; рабочий орган 4, перЕключатель 5 скорости, кулачок-упор б,элемент 7 задержки, сумматор 8,задатчик 9 коррекции размера инструмента. и логический блок 10.Система работает следующим образом. 45При движении рабочего органа 4(направление стрелки А, Фиг.1) наступает момент, когда срабатываетпереключатель 5 в точке В (фиг.2).Включение переключателя 5 является командой на снижение скоростиисполнительного двигателя 3 доФиксированной замедленной. Длинагребня кулачка-упора б выбираетсятакой, чтобы к моменту съезда переключателя 5 с кулачка-упора б ра55бочий орган 4 двигался с Фиксированной замедленной скоростью позицирования Чае В точке С (Фиг.2) переключатель отключается, ч-.о являетсякомандой на начало отсчета выдержки щовремени элементом 7.С блока 1 на йервый вход сумматора 8 поступает задание величины коррекции перемещения, а на первый входблока 10 - информация с характера об-работки в данном кадре программы (для станков фрезерной группы, например, обработка по наружному или внутреннему контуру). Величина коррекции размера инструментаи ее знак, задаваемый эадатчиком 9, представляющий собой, например две группы переключателей - одна для задания знака, а другая - величины коррекции размера инструмента, поступают, соответственно, на второй вход сумматора 8 и на второй вход блока 10, в котором происходит или прямая передача зна-ка коррекции размера инструмента задаваемого эадатчика 9 на управляющий вход сумматора 8, или изменение на противоположный знак в зависимости от характера обработки (для станков Фрезерной группы, например, прямая передача знака при обработке по наружному контуру, а его изменение на противоположный при обработке по внутреннему). Сумматор 8 осуществляет суммирование коррекции перемещения с коррекцией размера инструмента с учетом знака последней.Результат суммирования с выхода сумматора 8 поступает на вход задания величины временной задержки,элемента 7 и является заданием требуемой коррекции позицирования.По окончании отсчета выдержки времени элемент 7 выдает сигнал на торможение привода 3. Для коррекции позиционирования при отладке программы достаточно изменить в ней задание величины коррекции перемещения в требуемых кадрах.Введение в систему циклового программного управления автоматического ввода в каждом кадре программы в величину коррекции перемещения коррекции размера инструмента одним эадатчиком, расположенным на пульте управления, повышает производительность за счет сокращения вспомогательного времени на обслуживание системы при очередной смене или переточке инструмента. Задание величины коррекции перемещения непосредственно в программе обработки (блоке ввода программы) упрощает и расширяет технологические воэможности, так как в этом случае задание коррекции перемещения возможно в неограниченном количестве кадров. Формула изобретенияСистема циклового программного управления станком, содержащая задатчик коррекции размеров инструмента и последовательно соединенные блок ввода программы, блок управления и привод, а также переключатель ,скорости, подсоединенный выходом к первому входу элемента задержки, выход которого подключен ко второму781763 6 Составитель Н.Болинкактор В.Еремеева Техред А.Ьч Корректор Г.Решетник Тираж 956Государственного комитета СССРелам изобретений и открытийосква, Ж, Раушская наб., д.4/5 Подписн аз 8132/51 ВНИИПИ по 113035, Филиал ППП "Патент", г.ужгород, Ул,Проектная,входу блока управления, о т л и ч а. ю щ а я с я тем,что, с целью повышения быстродействия, система содержит логический блок и сумматор, подключенный первым входом ко второму .выходу блока ввода программы, вторым входом - к первому выходу задатчика коррекции размера инструмента, третьим входом - к выходу логического блока, а выходом - ко второму входуэлемента задержки, причем входы логического блока соединены с третьим выходом блока ввода программы и совторым входом задатчика коррекцииразмера инструмента. Источники инФормации,принятые во внимание при экспертизе1.Сб, фЦикловое программное управление металлорежущими станками", М.,"Машиностроение", 1971, с.44-60.2. Авторское свидетельство СССРР 52390, кл. 2 С 05 19/02, 1976 (прототип).
СмотретьЗаявка
2767441, 06.04.1979
ПРЕДПРИЯТИЕ ПЯ А-7374
КИРИЛЛОВ АНАТОЛИЙ АЛЕКСАНДРОВИЧ, КУПЧАН ЯКОВ МОИСЕЕВИЧ, РЕЧНОВ ВЛАДИМИР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: G05B 19/02
Метки: программного, станком, циклового
Опубликовано: 23.11.1980
Код ссылки
<a href="https://patents.su/3-781763-sistema-ciklovogo-programmnogo-upravleniya-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Система циклового программного управления станком</a>
Устройство для обнаружения ошибок в блоках памяти программ
Номер патента: 1278982
Опубликовано: 23.12.1986
МПК: G11C 29/00
Метки: блоках, обнаружения, ошибок, памяти, программ
...совылают, цто означает оорыИсце к коц; ролируслому модуло памяги, тс б,Ок 9 .рыв 110- ция вырабатывает разрспы юИи й 1 с)тс 1 сиыл, поступаю)ций на 1)-вход тр. геры 20. Импульс разрешения выооркц по вход, 6 ностуцает церез коммутатор 18 Еа вход оловибратора 21, кото)ый формируе; импульс нужной е.телыОс) и л.)я обрыИе;1 я к блоку 32 Опс.ративОЙ 1.2 МИЕИ, 10 сту цые 01 пи Й рез формирователь 25 ы в:ол 35 Колыадресов младших разрядов в это время через коммутатор 38 поступают на вход 34. г 1 о входу 31 установлен режим считывания из блока 32 памяти. В результате этого по здпрашиваемому адресу выбирается информация (единица или ноль). Возможны двд про. должения работы блока 2:1. Если считывается единица - признак первого обращения по...
Устройство для перемещения блока

Номер патента: 547392
Опубликовано: 25.02.1977
Авторы: Букин, Вайнерман, Кондратьев, Степанов
МПК: C03B 5/00
Метки: блока, перемещения
...1, бло кв 2 кварцевого стекла, захватов 3, рабочей камеры 4, обрезного механизма 5, емкости 6 и зажимов 7.В начале цикла поплавок находится в верхнем положении.Блок 2 при помощи захватов 3 укреплен на поплавке. По мере нвплавления бпокв поплавок опускается, автоматически поддер. живая заданное положение вершины блока в рабочей камере 4. Нижняя часть блока при этом выводится через выходное отверстие емкости 6 устройства. При завершении рабочего хода поплавка приводятся в действие зажимы 7, не связанные с поплавком, с помошью которых блок фиксируется в положении, соответствующем окончанию цикла нвплавления. Затем выступающая снизу емкости часть блока отрезвется механизмом 5. Далее освобождаются захваты 3, поплавок всплывает и блок...
Устройство автоматической смены блоков инструментов

Номер патента: 1046064
Опубликовано: 07.10.1983
Авторы: Волков, Зиновьев, Золотухин, Клусов, Спиридонов
МПК: B23Q 3/155
Метки: автоматической, блоков, инструментов, смены
...ротора 1 установлен подпружиненный толкатель 13.Соосно с ротором 1 под ним расположен приемный диск 14 с карманами, число которых равно числу позиций .ротора 1. Диск 14 соединяется с ротором 1 на время их совместного вращения с помощью комбинировышой фрикционнозубчатой муфты 15, управляемой установленным на станине роторно-конвейерной линии электромагнитом 16, Каждый приемный карман диска. 14 снабжен стопором 17.На каждой позиции ротора 2 установлена рабочая вилка 18 с подпружиненными щечками, направляющая вилка 19 также с подпружиненными щечками, имеющая в своей средней части отверстие, несколько большее наружного диаметра инструментального блока, и неподвижный упор 20.Вилки 18 и 19 жестко соединены с направляющим цилиндром 21, внутри...
Устройство для автоматической смены блоков инструмента в технологическом роторе роторной машины

Номер патента: 1147507
Опубликовано: 30.03.1985
Автор: Таныгин
МПК: B21J 7/16, B30B 11/12
Метки: автоматической, блоков, инструмента, роторе, роторной, смены, технологическом
...с помощью шестерен 6.Робот 1, имеющий три "руки" содержит приводной вал 7, установленный5,консольно в опорах, на котором смонтированы 3-позиционный блок 8, пневмоцилиндры 9 с поршнями 10, штоками3 1147511 и пневмораспределителем 12, электроколлектор 13, ведущую шестерню 6 иприводную шестерню 14, при этом наконцах штоков 11 поршней закрепленымагнитные вставки 4 для блоков, 5Автономный привод содержит электродвигатель 15 с редуктором 16, приводной вал 17, на котором смонтированы электроколлектор 18 для управления электромагнитами, включенными 1 Ов электрическую схему устройства,приводную шестерню 19, свободно сидящую на валу 17, и электромагнитнуюмуфту 20, взаимодействующую с приводной шестерней 19, при этом последняя 15сцеплена...
Устройство для установки и перемещения блоков радиоэлектронной аппаратуры

Номер патента: 437261
Опубликовано: 25.07.1974
Автор: Шахнович
МПК: H05K 13/04
Метки: аппаратуры, блоков, перемещения, радиоэлектронной, установки
...взаимодействующей с панелью блока.На фиг. 1 показано предлагаемое устройство, вид в плане; на фиг. 2 - то же, разрез по А - А на фиг. 1; на фиг. 3 - взаимодействие устройства с блоком радиоэлектронной аппаратуры; на фиг. 4 - возможный вид отверстий в опорной поверхности для фиксации устройства.Каретка 1 насажена на ручку 2 и с обеих сторон зажата шайбами 3. Положение каретки 1 на ручке 2 фиксирует установочная гайка 4, положение которой в свою очередь фиксируется винтами 5.Ручка 2 с находящейся на ней кареткой 1 навинчивается на ходовой винт 6, который жестко скреплен с,кронштейном 7 штифтом 8. Два направляющих валика 9, концы которых выполнены в виде конических головок, жестко соединены с кронштейном 7 штифтами 8. Перемещение ручки 2...
Предыдущий патент: Многоканальное устройство для программного управления объектом
Следующий патент: Устройство для управления электромагнитными муфтами
Случайный патент: Пылеуловитель