Способ получения углеродных изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
алвемевлир еф фет фее ФмМ,чеед б,МЬеЕЕЕ МЕДИ С Д Н И Е (11 У 68756ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республикло делам изобретеиии и открытий) СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНЫХ ИЗДЕЛИ го прессования, при удель - 150 раз, превышающем арительного прессования, и термообработку заготовок предварительнном давлениидавление предпоследующую Изобретение относится к технологии производства углеграфитовых материалов и изделий, которые могут быть использованы преимущественно в качестве металлургических тиглей, блоков химической теплообменной аппаратуры и в других отраслях техники.Известен способ получения углеродных изделий, включающий измельчение нефтяного кокса с отбором фракции менее 50 мкм, графитацию этой фракции, смешение графитированного кокса с раствором фенолформальдегидной смолы, сушку смеси, дробление ее, отбор фракции менее 76 мкм, гранулирование ее с добавкой графита и связующего, прессование гранул цри нагреве и последующий обжиг в инертной атмосфере 1,По этому способу получают изделия с изотропными свойствами, но получение их требует большое количество технологических стадий, несколько типов оборудования, что усложняет процесс.Прототипом является известный способ получения углеродных изделий, включающий предварительное прессование (при 14 - 21 кгс/см) композиции на основе расширенного графита с пеком в заготовки, повторное прессование заготовок в направлении, перпендикулярном направлению По этому способу получают изделия с коэффициентом анизотропии (по удельному электросопротивлению) 2,3 - 4,1.Целью изобретения является снижение анизотропии электросопротивления и коэффициента термического расширения изделий.Указанная цель достигается тем, что предложенный способ включает измельчение композиции на основе смеси прокаленного нефтяного кокса с природным графитом и пека до фракции менее 0,8 мм, предварительное прессование композиции при удельном давлении 350 - 450 кгс/см в заготовки, повторное прессование заготовок в направлении, перпендикулярном направлению предварительного прессования, при удельном давлении в 1,4 - 1,5 раза превышающем давление предварительного прессования и последующую термообработку (обжиг и графитацию) заготовок.Отличие предложенного способа заключается в том, что удельное давление повторного прессования в 1,4 - 1,5 раза превышает давление предварительного прессования;урфф. е ь ,у, 4 11., 4, / ф -, фф768756 дополнительное отличие - в том, что в качестве углеродного наполнителя используют смесь прокаленного нефтяного кокса с природным графитом, перед предварительным прессованпем композицию измельчают до фракции менее 0,8 мм и предварительное прессование ведут при удельном давлении 350 - 450 кгс/см.Повторное прессование заготовок в перпендикулярном первоначальном направлении приводит к перемещению массы и повороту зерен наполнителя в заготовке, Такое перемещение будет тем большим, чем выше давление повторного прессования. По мере увеличения давления анизотропия свойств (различие в свойствах вдоль направления первоначального прессования и перпендикулярно к нему) будет уменьшаться. При отношении повторного давления к первоначальному, равном - 1,5 свойства материала во взаимно перпендикулярных направлениях становятся одинаковыми, т.е. анизотропия исчезает. Дальнейшее увеличение этого отношения приводит к появлению новой анизотропии свойств, которая обратна исходной. Поэтому повышать давление повторного прессования более, чем в 1,5 раза, не целесообразно,Заметное уменьшение исходной анизотропии свойств наблюдается при давлении повторного прессования, которое не менее, чем в 1,4 раза, превышает первоначальное давление, Таким образом, отношение давления повторного прессования к первоначальному следует поддерживать в пределах 1,4 - 1,5.Предлагаемый способ позволяет устранить анизотропию свойств материалов, получаемых прессованием через мундштук. Для этого такие материалы тоже подвергаются повторному прессованию в матрице в направлении, перпендикулярном направлению первого прессования.П р и мер, Предлагаемый способ был апробирован на материале типа АРВ, представляющем собой пресс-порошок для холодного прессования изделий в пресс-форме. Композиция содержит 65 вес. о/о прокаленного нефтяного кокса (марки КНПС) в виде частиц с размерами менее 0,09 мм, 5 вес. /, природного графита тех же размеров и ЗОО/о вес. среднетемпературного каменноугольного пека (эразм -- 65). Смесь этих компонентов готовят в смесильной машине при 1=130, охлаждают и измельчают в шаровой мельнице, послечего просеивают через сито с размером ячеек 0,8 мм. Полученный пресс-порошок содержит фракции с размером частиц 0,8 - 0,5 мм 5 - 7%, 0,5 - 0,3 мм 12 - 16/о, 0,3 - 0,09 мм 27 - 33/о, менее 0,09 мм - около 50%.Пресс-порошок прессуют предварительно в матрице квадратного сечения 20 Х 20 мм при удельном давлении 400 кг/см. Отпрессованные заготовки кубической формы под 10 15 20 25 30 35 40 45 50 55 60 65 вергают повторному прессованию в той же матрице в направлении, перпендикулярном направлению предварительного прессования при удельном давлении 400, 440, 480, 520, 560, 600 и 640 кгс/см. Как предварительное, так и повторное прессование производят при одинаковой скорости повышения давления для всех заготовок без исключения, Эта скорость составляла 20 кгс/см в секунду.Затем эти заготовки помещают в графитовый тигель и обжигают в промышленной обжиговой печи до температуры 1300 С в течение 380 час, Скорость подъема температуры составляет: до 400 С - 104 час; 400 - 600 - 90; 600 в 8 - 70; 800 в 10 - 50;1000 - 1300 - 40; выдержка при 1300 С - 26. Всего - 380 час.В качестве пересыпки для заготовок используют прокаленный кокс с размером зерен 0,15 - 0,5 мм. Благодаря этому во время обжига в тигле поддерживалась восстановительная атмосфера. В камере печи в процессе обжига поддерживают разрежение 2 - 6 мм водяного столба.Обожженные заготовки подвергают графитации в промышленной электрической печи сопротивления. В печь графитации заготовки помещают графитовый тигель с коксовой пересыпкой (размер зерен 0,15 - 0,5 мм), поэтому графитация образцов также происходит при восстановительной атмосфере. Давление в печи графитации равно атмосферному. Скорость подъема температуры соответствует следующему графику:до 1000 С - 20 час; 1000 - 1500 - 3;1500 в 18 - 3; 1800 в 20 - 4; 2000 - 2200 - 4; 2200 в 25 - 6. Всего - 40 час.По достижении температуры 2500 С подачу электроэнергии в печь прекращают, и в течение 4 суток охлаждают печь,После графитации из каждой заготовки Юо 1 - 7 вырезают по 2 образца для измерения удельного электросопротивления и коэффициента термического расширения материала в двух взаимноперпендикулярных направлениях, совпадающих с направлениями первого и повторного прессования заготовок.В таблице 1 представлены физико-механические характеристики изделий, полученные по предложенному способу (заготовки 5 - 6), при значении отношения давлений при предварительном прессовании и повторному прессованию, выходящих за предложенные пределы (образцы 1 - 4) и по прототипу (образцу 8).В таблице 2 представлены результаты по анизотропии коэффициента термического расширения и удельногоэлектросопротивления для образцов, указанных в таблице 1.Из приведенных в таблицах данных следует, что при предложенном отношении удельных давлений взаимноперпендикулярных прессований (1,4 - 1,5) достигается768756 Таблица 1 Коэф, терм. расширеиия 1.101/С в направлениипрессования Плотность графитврованиых заготовок, г 1 см, послепрессования Плотность зелеиых" заготовок,г/смз, после прессования Уд. эл, сопротивление, ом, мм 2/м, в иаправлениипрессования Уд, давление, кгс/ем при прессовании примера перпен- предва- дикулЯР рнтельногонему перпен- дикулярно к немУ предва;ритель. ного предва- ритель- ном предва. ритель- ного предва ритель- ного повтор. повторповториом ного ного 1 2 3 4 5 6 7 8 (прототип) 1,50 1,50 1,50 1,50 1,52 1,50 1,50 0,25 1,50 1,51 1,52 1,53 1,56 1,58 1,59 400 440 480 520 560 600 640 700Заказ 1992/14 Изд.500 Тираж 569 ПодписноеНПО Поиск Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж.35, Раушская каб д, 4/5 Типография, пр, Сапунова, 2 максимальное снижение анизотропии коэффициента термического расширения и удельной электропроводности по сравнению с прототипом.Таким образом, использование предлагаемого способа изготовления углеграфнтовых изделий обеспечивает по сравнению с известными способами следующие преимущества; упрощение получения углеграфитовых изделий с изотропными свойствами материала; возможность придания изотропных свойств изделиям, полученным прессованием через мундштук,1, Способ получения углеродных изделий, включающий предварительное прессование композиции на основе углеродногонаполннтеля с пеком в заготовки, повторное прессование заготовок в направлении,перпендикулярном направлению предварительного прессования, при удельном давлеО нии, превышающем давление предваритель.ного прессования, и последующую термообработку заготовок, отличающийся тем,что, с целью снижения анизотропии электросопротивления и коэффициента термиче 5 ского расширения изделий, удельное давление повторного прессования в 1,4 - 1,5 разапревышает давление предварительногопрессования.2. Способ по п. 1, о тли ч а ю щий с ятем, что в качестве углеродного наполнителя используют смесь прокаленного нефтяного кокса с природным графитом, передпредварительным прессованием композициюизмельчают до фракции менее 0,8 мм ипредварительное прессованиеведут приудельном давлении 350 в 4 кгс/см.Источники информации,принятые во внимание при экспертизе1. Патент Великобритании1147456,кл. С 1 А, опубл. 02,04,69.2. Патент Великобритании1227405,кл, С 1 А (С 01 В 31/04), опублик. 1971
СмотретьЗаявка
2680461, 02.11.1978
ПРЕДПРИЯТИЕ ПЯ М-5409
ПОЛИСАР ЭРНСТ ЛЬВОВИЧ, АБРОСИМОВ БОРИС ВАСИЛЬЕВИЧ
МПК / Метки
МПК: C01B 31/02
Метки: углеродных
Опубликовано: 07.10.1980
Код ссылки
<a href="https://patents.su/3-768756-sposob-polucheniya-uglerodnykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения углеродных изделий</a>
Инструмент для прессования из заготовок полых профилей

Номер патента: 446336
Опубликовано: 15.10.1974
Авторы: Белов, Изаков, Касаткин, Ройтман, Шевакин, Ядыкин
МПК: B21C 25/04
Метки: заготовок, инструмент, полых, прессования, профилей
...цилиндрической части иглы 6. Рабочаячасть иглы 5 выполнена в виде цилиндра с 30 диаметром, равным диаметр; цилиндрической подвижной части иглы 6. На переднем конце части иглы 5, обращенном в сторону очка матрицы, имеются калибрующий участок 7 и сужающийся в сторону калибрующего конический участок 8. Часть иглы 5 свободно разме. щена в цилиндрической выточке 9 матрицы 4, при этом она выступает над плоскостью матрицы.Первой стадией прессования является распрессовка слитка. При этом часть иглы 6 запирает отверстие в пресс-шайбе 2 (фиг, 1).Металл, обтекая часть иглы 5 и свариваясь в процессе истечения в матрице 4, формируется на выходе из нее в готовое изделие 10. Процесс прессования ведется до момента, когда торцовая поверхность 11...
Способ определения оптимального давления прессования угольных брикетов и оптимального количества связующего в шихте

Номер патента: 896056
Опубликовано: 07.01.1982
Авторы: Гумаров, Календарев, Сальникова, Юсупов
МПК: C10L 5/00
Метки: брикетов, давления, количества, оптимального, прессования, связующего, угольных, шихте
...полный контакт. Этойвеличинедавления соответствует минимальноезначение удельного электросопротивления, Увеличение же давления прес"сования выше оптимального приводитк сжатию и разрушению частиц угляи к выдавливанию влаги из прессуемой 55шихты, последнее приводит к ростуудельного электросопротивления. Причем с увеличением нлажности уголь 64ной шихты снижается величина оптимального давления, а точка минимума удельного электросопротивления(максимума электропроводности) соответственно сдвигается в сторонунизких давлений.Прессование угольной шихты придавлениях выше оптимального неце.лесообразно; во-первых, при этоммеханическая прочность брикетов увеличивается незначительно и, ва-вторых, брикеты получаются трещиноватымииз-за проявления упругих...
Установка для нагрева заготовок перед прессованием

Номер патента: 309058
Опубликовано: 01.01.1971
Авторы: Атаманенко, Безменов, Ганенко, Лойферман, Магазинер, Петров, Подгаецкий, Рожков, Розанов, Рыскин, Степанский, Тарасов, Фельдблюм, Фридман, Хин, Шамов, Шуккель
МПК: F27B 3/08
Метки: заготовок, нагрева, прессованием
...заготовок 14 через индукционные методические печи выполнен в виде приводных реверсивных роликов 15, расположенных между индукторами с шагом, меньшим половины длины заготовки,Ролики 15 приводятся во вращение от реверсивного привода секциями или каждый в отдельности от индивидуального привода.Герметичный корпус 16 печи 3 заполняется защитной атмосферой, предотвращающей образование окалины и обезуглероженного слоя на поверхности нагретых заготовок, Температура заготовки контролируется датчиком,Индуктор 13 управляется автоматически путем сравнения фактической температуры заготовки, находящейся в каждом индукторе, с заданной. Камера 4 состоит из рольганга 17 с приводом вращения роликов; цепного транспортера 18; звездочки 19, закрепленной...
Способ пропитки заготовок из прессованной

Номер патента: 387831
Опубликовано: 01.01.1973
Авторы: Авторы, Изобретени
МПК: B27K 3/34
Метки: заготовок, прессованной, пропитки
...5 - 10 мин под давлением 40 - 60 атм, причем давление в емкости поднимают и сбрасывают постепенно в течение 5 - 10 мин.Способ осуществляют следующим образом.Спресованные и высушенные до 6 - 8"о влажности заготовки в виде втулок и брусков помещают в расплавленный и нагретый до 130 - 150 С церезин. Под вакуумом с применением или без применения ультразвука или просто в процессе проварки происходит наполнение пор и сосудов опрессованной древесины церезином.Для сокращения времени наполнения и обеспечения его качества, наполнение можно осуществлять под давлением в автоклаве при 40 - 60 атм в течение 5 - 10 мин. В этом случае автоклав подогревают до 50 - 60 С с целью предотвращения преждевременного застывания церезина в момент пропитки. Для...
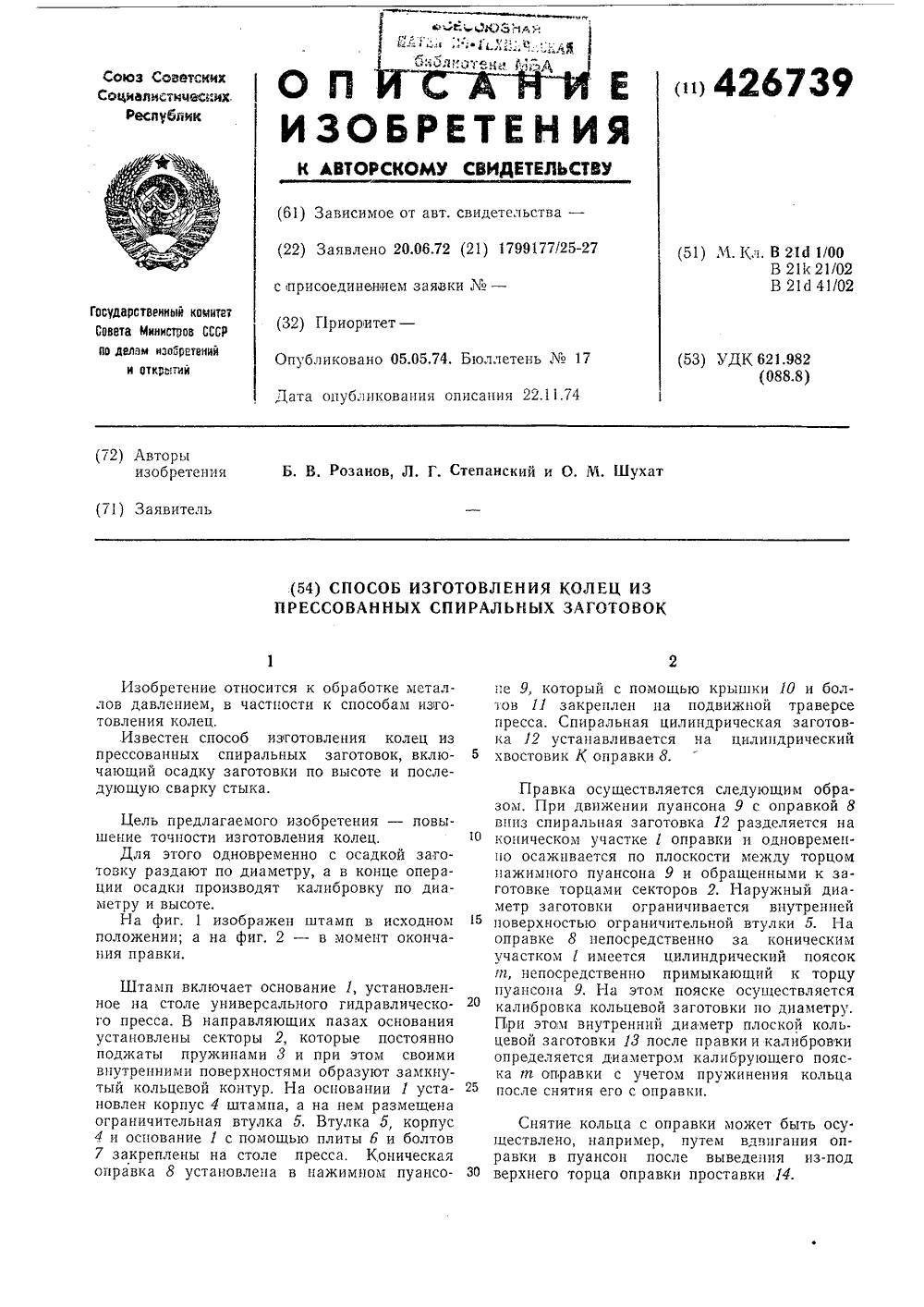
Способ изготовления колец из прессованных спиральных заготовок
Номер патента: 426739
Опубликовано: 05.05.1974
Авторы: Розанов, Степанский, Шухат
МПК: B21D 1/00, B21D 41/02, B21K 21/02
Метки: заготовок, колец, прессованных, спиральных
...3 и при этом своими внутренними поверхностями образуют замкнутый кольцевой контур. На основании 1 установлен корпус 4 штампа, а на нем размещена ограничительная втулка 5. Втулка 5, корпус 4 и основание 1 с помощью плиты 6 и болтов 7 закреплены на столе пресса, Коническая оправка 8 установлена в нажимном пуансопе 9, которыи с помощтов 11 закреплен папресса. Спиральная цика 12 устанавливаетсяхвостовик К оправки 8. Правка осуществляется следующим образом. При движении пуансона 9 с оправкой 8 вниз спиральная заготовка 12 разделяется на коническом участке 1 оправки и одновременно осаживается по плоскости между торцом нажимного пуансона 9 и обращенными к заготовке торцами секторов 2, Наружный диаметр заготовки ограничивается внутренней...
Предыдущий патент: Способ получения триполифосфата натрия
Следующий патент: Способ получения графитированных электродов
Случайный патент: Устройство для липкостной сепарации и пленочной флотации