Система управления приводом подач зубофрезерного станка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
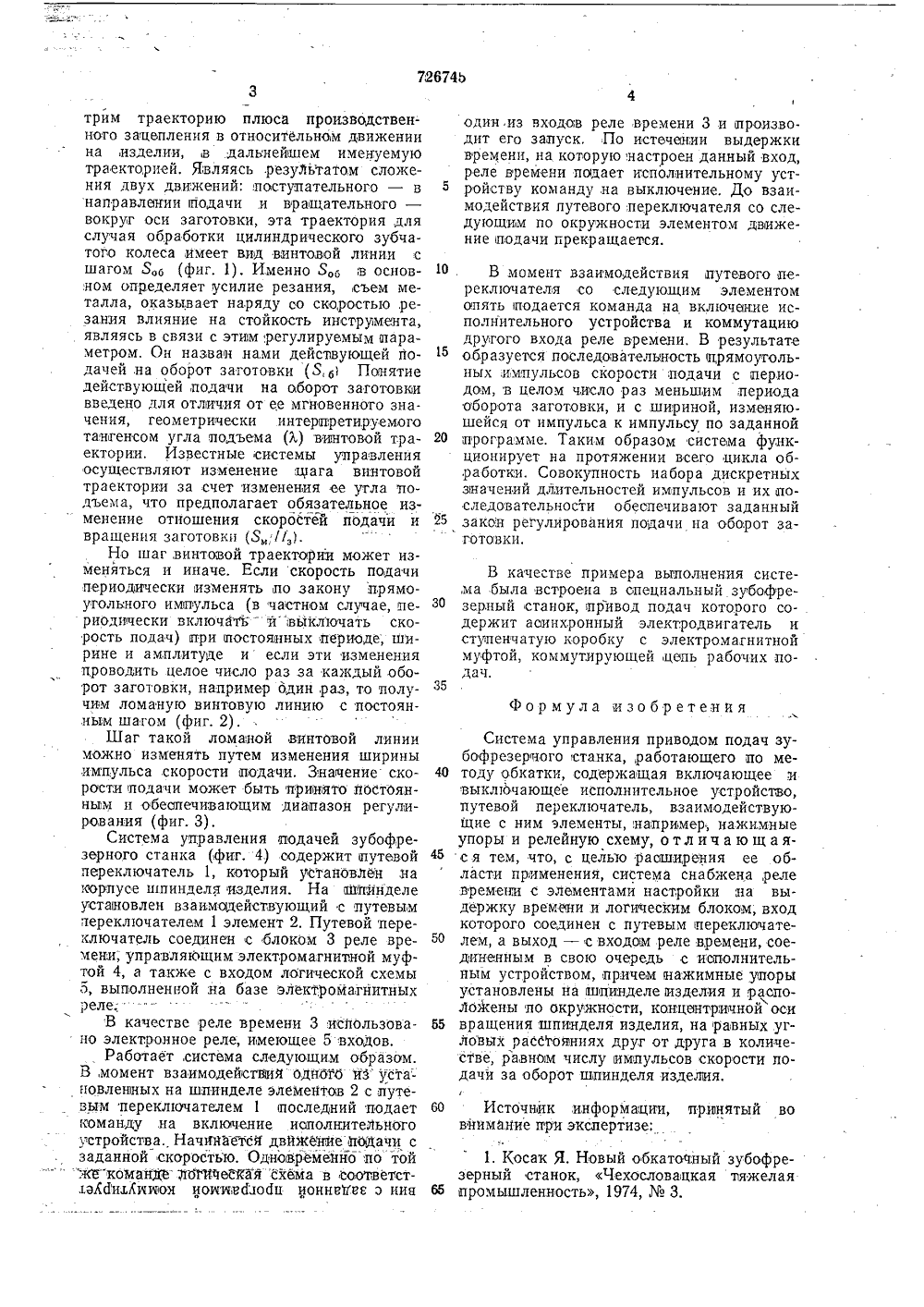
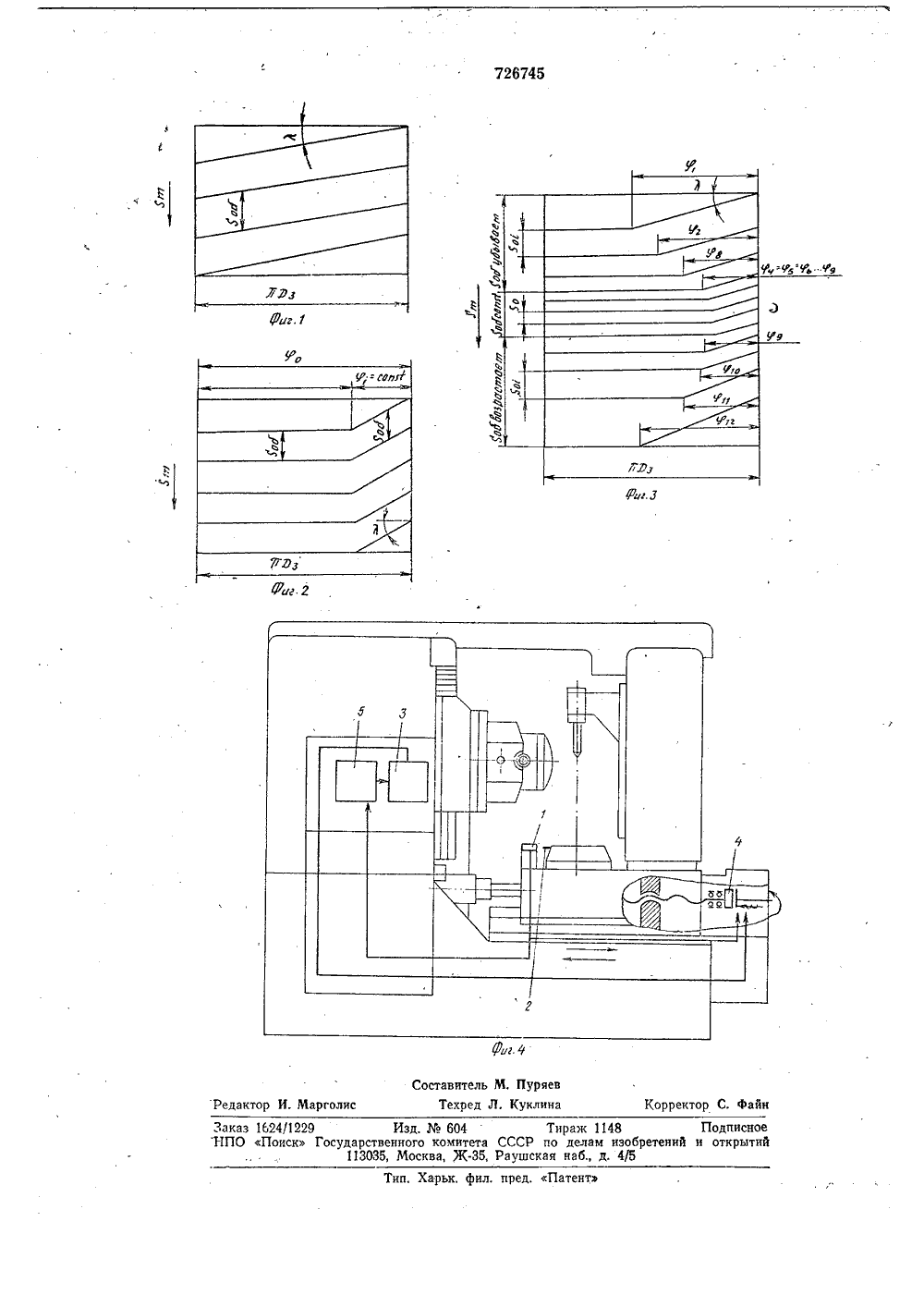
П".И"С "А Н 726745 О И Е ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республик) Заявлено 26.07.77 (21) 12978/25 с присоединением заяв Государственный комитет СССР ио делам изобретений и открытий(45) Дата опубликования оп ния 23.12.8 72) Авторы изобретения яхецкий, Ю, А. ЛукашеЮ. П, Черничкин. Фраймович, В. И, Ш В, Х. Садыков и Вильнюсский станкостроительный завод им, 4 О-летия Октября(54) СИ СТЕМА УП РАВЛ Е Н ИЯ ПР И ВО ЗУБОФРЕЗЕРНОГО СТАНК ДА Изобретение относится к макпиностроению и может быть использовано в зубофрезерных,станках, работающих по методу обкатки.Известна разомкнутая система управления приводом подач, осуществляющая способ управления подачей на оборот заготовки за счет изменения скорости подачи, бесступенчатого вне цикла и непрерывного в процессе обработки, например, на участках врезания и выхода 111.Область применеыия указаиной системы ограничена станками с бесступенчато-регулируемыми приводами, сложенными по своей структуре.15Целью изобретения является расширение области применения систем управления, содержащих путевые переключатели и,релейные схемы .на автоматическое управление подачей на оборот заготовки, в том чис ле и в процессе зубофрезерования.Это достигается тем, что предлагаемая система управления приводом подач снаб. жена реле времени с элементами настройки на выдержку времени и логическим блоком, вход которого соединен с путевым переключателем, а выход - с входом реле времени, соединенным,в свою очередь с исполнительным устройством, причем,нажимные упоры установлены на шпинделе изделия и ЗС расположены по окружности, концентрич-ной оси вращения кппинделя, на равных угловых,расстояниях друг от друга в количестве, равном числу импульсов скорости подачи на оборотшпинделя изделия.На фиг. 1 изображена развертка делителвното цилиндра зубчатого колеса с нанесенными на них винтовыми траекториями полюса производственного зацепления, полученные при нарезании прямозубого зубчатого колеса, с постоянным отноптением скорости подачи и скорости вращения заготовки; на фиг, 2 - то жено е изменяющимся из оборота в оборот заготовки по закону прямоугольного импульса один раз за оборот отношением скорости подачи и скорости заготовки с постоянной шириной импульса (р), причем начала импульсов совмещены; на фиг. 3 - то же, но с изменяющимся из оборота в оборот заготовки по закону прямоугольного импульса отношением скорости подачи к скорости вращения заготовки с переменной юириной импульса и совмещевным началом импульсов; на фиг. 4 - блок-схема системы управления, совмещенная с контуром зубофрезерного станка,Предлагаемая система осуществляет способ управления подачей на оборот заготовки, для пояснения которого рассмо3трим траекторию плюса производственното зацепления в относительном движениина изделиив дальнейшеи именуемуютраекторией. Являясь .результатом сложения двух движений: поступательного - внаправлении подачи и вращательното -вокруг оси заготовки, эта траектория дляслучая обработки цилиндрического зубчатого колеса, имеет вид винтовой линии сшагом Я,б (фиг, 1). Именно 5-,в основном определяет усилие резания, съем металла, оказывает наряду со скоростью,резания влияние на стойкость инструмента,являясь в связи с этикам регулируемым параметром. Он назван нами действующей йодачей,на оборот заготовки (5, б Пояятиедействующей, подачи на оборот заготовкивведено для отличия от ее мгновенного значения, геометрически интерпретируемоготангенсом угла подъема (Х) винтовой траектории, Известные системы управленияосуществляют изменение:щага винтовойтраектории за счет изменения ее угла подъема, что предполагает обязательное изменение отношения скоростей подачи йвращения заготовки (Я,Й,).Но шаг,винтовой траектории может изменяться и иначе. Если скорость подачипериодически,изменять по закону прямоуголнного импульса (в частном случае, периодически включать и "выключать скорость подач) при постоянных периоде, ширине и амплитуде и если эти измененияпроводить целое число раз за каждый оборот заготовки, например один,раз, то получим ломаную винтовую линию с постоянным шагом (фиг. 2),Шаг такой ломаной винтовой линииможно изменять путем изменения шириныимпульса, скорости подачи. Значение скорости подачи может быть принято постоянным и обеспечивающим диапазон ретулирования (фиг. 3),Система управления подачей зубофрезерного станка (фиг. 4) содержит путевойпереключатель 1, который установлен,накорпусе шпинделя изделия. На пгпйнделеустановлен взаимодействующий с путевымпереключателем 1 элемент 2, Путевой переключатель соединен с блоком 3 реле времени, управляющим электромагнитной муфтой 4, а также с входом логической схемы5, выполненной,на базе электромагнитныхреле;В качестве реле времени 3 использовано электронное реле, имеющее 5 входов,Работает,система следующим образом,В,момент взаимодействия одного йзуСта- новленных на шпинделе элементов 2 с путевым переключателем 1 последний подаеткоманду на включение исполнительногоустройства. Начинается двйжейиеЬбйачи сзаданной скоростью. Одновременно по той.ке"команде догИчвская схема в соответст 1 дЯихХР 1 жох иожквО,гооц ионнвпвв э иинВ момент взаимодействия путевого переключателя со следующим элементом опять подается команда на включение исполнительного устройства и коммутацию другого входа реле времени. В результате образуется последовательность прямоутольных,импульсов скорости подачи с периодом, в целом число раз меньшим, периода оборота заготовки, и с шириной, изменяю- шейся от импульса к импульсу по заданной 20 программе. Таким образом система функционирует на протяжении всего цикла об,работки. Совокупность набора дискретных значений длительностей импульсов и их последовательности обеспечивают заданный Ж закон регулирования подачи на оборот заготовки. 30 35 45 50 55 65 один из входов реле времени 3 и производит его запуск. По истечении выдержки времени, на которую;настроен данный вход, реле времени падает исполнительному устройству команду,на выключение. До взаимодействия путевого, переключателя со следующим по окружности элементом движение подачи прекращается. В качестве примера вьгполнения систе,ма была встроена в специальный зубофрезерный станок, привод подач которого содержит асинхронный электродвигатель и ступенчатую коробку с электромагнитной муфтой, коммутирующей цепь рабочих подач. Фор мула изо бр етени я Система управления приводом подач зубофрезерчого станкаработающего по методу обкатки, содержавшая включающее и выклочающее исполнительное устройство, путевой переключатель, взаимодействующие с ним элементы, например; нажимные упоры и релейную схему, о т л и ч а ю щ а яся тем, что, с целью расширения ее области применения, система снабжена, реле времени с элементами настройки на выдержку времени и логическим блоком, вход которого соединен с путевым,переключателем, а выход - с входом реле времени, соединенным в свою очередь с исполнительным устройством, причем иажимные упоры установлены на юпинделе изделия и расположеньг по окружности, концентри 1 чной оси вращения шпинделя изделия, на равных угловых расстояниях друг от друга в количестве, равном числу импульсов скорости подачи за оборот шпинделя изделия./Источник,информации, првнятый во вйимание при экспертизе:1, Косак Я, Новый обкаточный зубофрезерный станок, Чехословацкая тяжелая промышленность, 1974,3.726745 Ри Составитель М. Пуряевактор И. Марголис Техред Л. Куклина Корректор С. Файн Тип. Харьк, фнл. пред. Патент Заказ 1624/1229 Изд.604 Тираж 1148НПО Поиск Государственного комитета СССР по делам изобретени 113035, Москва, Ж, Раушская наб., д. 4/5 одписное открыти
СмотретьЗаявка
2512978, 26.07.1977
ВИЛЬНЮССКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД ИМ. 40-ЛЕТИЯ ОКТЯБРЯ
ФРАЙМОВИЧ С. Б, ШЛЯХЕЦКИЙ В. И, ЛУКАШЕВ Ю. А, САДЫКОВ В. Х, ЧЕРНИЧКИН Ю. П
МПК / Метки
МПК: B23F 5/20
Метки: зубофрезерного, подач, приводом, станка
Опубликовано: 23.12.1981
Код ссылки
<a href="https://patents.su/3-726745-sistema-upravleniya-privodom-podach-zubofrezernogo-stanka.html" target="_blank" rel="follow" title="База патентов СССР">Система управления приводом подач зубофрезерного станка</a>
Устройство для управления механизмом подачи изделий в зону обработки

Номер патента: 1202992
Опубликовано: 07.01.1986
Авторы: Бойченцев, Джалилов, Папулов
МПК: B65H 5/08
Метки: зону, механизмом, подачи
...соединен с выходом пневмораспределителя 17, входы которого подключены соответственно к источникам 18 давления и 19 вакуума. Канал 16 датчика давления в камере захвата соединен пневматически с измерительной камерой 20, в которой рас положен сильфон 21, причем последний жестко связан с управляющими входами пневмораспределителей 17 и 14. Вход пневмораспределителя 14 соединен с источником 18 давления. На схеме обозначена также пачка 22 кроя.Устройство работает следующим образом. 029921Исходное положение плунжеров пневмораспределителей 17 и 14 показанона чертеже, При этом пневмораспределитель 17 соединяет камеру вакуумного захвата 10 с источником 18 давления, а пневмораспределитель 14отсекает входной канал 13 нагнета"тельной цолости...
Транспортирующее устройство для подачи изделий к месту их обработки

Номер патента: 302871
Опубликовано: 01.01.1971
Авторы: Иностранец, Иностранна
МПК: B23Q 7/06
Метки: месту, подачи, транспортирующее
...положение и от него, Однако для того, чтобы в рабочей позиции на последовательно подаваемых малогабаритных приборах можно было выполнять технологические операции, носители заготовок в рабочей позиции необходимо задерживать, т. е. цепь должна иметь прерывистое движение. Для этого диск 17 несет два включающих кулачка 25, установленных диаметрально противоположно, которые каждый раз приводят в действие вклаченный в цепь питания электродвигателя выключатель 2 б и тем самым отключают двигатель для привода диска 17 и рычага 20, выступ 24 которого входит в одну из выемок делительного диска.Так как диск 17 несет два включающих кулачка и вызывает при полном обороте полуоборот делительного диска со звездочкой 5, то каждому шагу конвейера...
Приспособление для автоматического указания моментов подачи изделий на конвейер и окончания операции на каждом рабочем месте вдоль конвейера при работе непрерывным потоком с принудительным ритмом

Номер патента: 43337
Опубликовано: 31.05.1935
Автор: Шлейснер
МПК: B65G 43/00, B65G 47/50
Метки: вдоль, каждом, конвейер, конвейера, месте, моментов, непрерывным, окончания, операции, подачи, потоком, принудительным, работе, рабочем, ритмом, указания
...следующее изделие и пропустить его, не сжимая, мимо всех рабочих мест до сбрасывающего-конца, то не трудно видеть, что второе изделие придет в сбрасывающий пункт раньше первого на отрезок времени, равный продолжительности обработки изделия на всех рабочих местах конвейера, т. е. на величину ритма конвейера, Отсюда следует, что промежуток времени между двумя циклами равен ритму конвейера, вследствие чего время полного оборота контактного стержня ОМ также должно быть принято равным ритму конвейера, Так как далее изделия подаются на конвейер для каждого рабочего места через промежутки времени, равные такту, то не трудно видеть, что ритм конвейера укладывается в промежуток времени, равный произведению такта на число всех рабочих мест (не...
Устройство для подачи изделий

Номер патента: 1316916
Опубликовано: 15.06.1987
Авторы: Галицкий, Данилов, Корман, Плесков
МПК: B65B 35/26
Метки: подачи
...8 включен) останавливается весь поток изделий, находящийся на транспортере 1, и лента его проскальзывает под изделиями. Дисковый питатель 5 совершает прерывистое вращательное движение с угловой скоростьюцг= - и с длительностью цикла8(=(,+(г= - ,+1 г,40где 1 г - время стояния дискового питателя, с;11 - время поворота дискового питателяна угол у .Согласно фиг. 2 пазы 6 дискового питате ля 5 каждый раз располагаются и останавливаются соосно транспортеру 1. Кулачок 15 совершает вращательное движение и воздействует на переключатель 14 синхронно с прерывистым вращательным движением питателя 5 и соответственно количеству цик лов дискового питателя. Переключатель 14замыкается каждый раз в момент, при котором изделие 7 после подъема заслонки 9...
Устройство для волочения изделий с гидродинамической подачей смазки

Номер патента: 1579596
Опубликовано: 23.07.1990
Авторы: Летова, Павленко, Шай, Шаповал
МПК: B21C 3/14
Метки: волочения, гидродинамической, подачей, смазки
...Вследствие повышения давления в напорной трубке 3 и снижения силы волочения упругий элемент до некоторой степени разжимается, волока 1 перемещается навстречу движущейся заготовке. При превышении давления в очаге деформации выше предельно допустимого значения повышено давление также и в точке выхода канала, выполненного в корпусе, вследствие чего избыток смазки отводится по каналам в напорной трубке и в корпусе в полость поршневого цилиндра, Скорость деформации при этом увеличивается, так как волока в это время перемещается навстречу движущейся заготовке. Увеличение скорости деформации заготовки оправдано в этом периоде. так как повышение давления создает более благоприятные условия для ролочения; отрицательные же явления, связанные...
Предыдущий патент: Электромагнит
Следующий патент: Способ получения тугоплавких соединений
Случайный патент: Устройство для резонансного наддува двигателя внутреннего сгорания