Устройство для управления нарезанием резьбы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
О П И-С А Н вй Е щ 708305ИЗОБРЕТЕН ИЯ Союз СоветскихСоциалистическихРесгублик АВТОРСКОМУ СВИДЕТЕЛЬСТВ(71) Заявитель собое конструкторское бюро станкостроен УПРАВЛЕНИЯ НАРЕЗАНИЕМ РЕЗЬБ(54) УСТРОЙСТВ Изобретение относится к области автоматического управления и может быть исользовано преимущественно в станкостроении для обеспечения синхронной связи между приводами главного движения и подачи, например, в металлорежущих станках для арезания резьбы.Известны устройства управления нарезанием резьбы.Одно из известных устройств резьбонарезания представляет собой механическую гитару с набором сменных шестерен, встроенную в кинематическую схему станка 11 Недостатком механического устройства резьбонарезания является ограниченность его технологических возможностей. Действительно, каждому шагу резьбы соответствует своя пара высокоточных зубчатых колес. Трудности их изготовления и хранения ограничивают набор шагов, которые можно получить с помощью механического устройства резьбонарезания. Точность резьбы при нарезании ее механическим устройством зависит от точности изготовления зубчатых колес, т. е. ограничена технологическими возможностями мехаического производства.Известны систсмы типа электрическийвал, включающие;ельсин-датчик на шпинделе и сельсин - приемник на узле, обра зующие систему следящей связи 12.Зти устройства упрощают процесс сцепления -расцепления синхронной связи между шпинделе л и узлом. Одако для изготовления набора шагов резьб они также требуют набора зубчатых колес для изменения окоэффициента передаточного отношения между узлом и сельсин-датчиком, так как сам электрический вал дает постоянный коэффициент передачи, равный 1. Ввиду того, что и этих устройствах передача не Б силовая, а измерительная, к изготовлениюколес предъявляются менее жесткие требования, но остальные недостатки, присущие механическому устройству резьбона резная, сохраняются.Наиболее близким техническим решени О ем к данному изобретению является устройство для управления нарезанием резьбы, содержащее главный привод, подключенньй к первому редуктору и к датчику углового положения, выход которого соединен к первому входу блока вычисления шага метрической резьбы, второй вход которого подключен к выходу задатчика шага метрической резьбы, и привод подачи, подключенный к датчику линейного перемещения и ко второму редуктору 13.Недостатком данного устройства является ограниченность технологических возможностей устройства, а именно: устройство может работать только с постоянным коэффициентом передачи в кинематической цепи станка. Действительно, для расширения технологических возможностей станков следует иметь возможность проводить резьбонарезание различными узлами, подключаемыми к одному приводу подачи (например, продольным перемещением шпинделя или нижних саней) либо с использованием планшайбы.Во всех этих случаях изменяется коэффициент передачи либо в цепи узла, либо в цепи режущего инструмента, причем значения коэффициентов передачи могут представлять собой иррациональные числа.Вторым недостатком данного устройства является низкая точность выполнения дюймовой резьбы с метрическими ходовыми винтами и метрической резьбы с дюймовыми ходовыми винтами, так как эквивалентные шаги дюймовых резьб, выраженные в мм, в большинстве случаев представляют собой иррациональные числа и для реализации их требуются многоразрядные задатчик шага и вычислитель.Целью предлагаемого изобретения является повышение точности и расширение функ циональных возможностей устройства,Указанная цель достигается тем, что в устройство введены задатчик коэффициента передачи и последовательно соединенные задатчик параметра дюймовой резьбы, блок вычисления шага дюймовой резьбы, элемент ИЛИ и блок коррекции, подключенный к приводу подачи, второй вход блока вычисления шага дюймовой резьбы соединен с выходом датчика углового положения, второй вход элемента ИЛИ соединен с выходом блока вычисления шага метрической резьбы, второй вход блока коррекции подключен к выходу задатчика коэффициента передачи, входы которого соединены с выходами первого и второго редукторов.На чертеже представлена схема предлагаемого устройства для управления нарезанием резьбы. Устройство содержит последовательно соединенные главный привод 1, первый редуктор 2, датчик углового положения 3 и блок вычисления шага метрической резьбы 4, задатчик шага метрической резьбы 5, задатчик параметра дюймовой резьбы 6, блок вычисления шага дюймовой резьбы 7, элемент ИЛИ 8, блок коррекции 9, привод подачи 10, датчик линейного перемещения 11, второй редуктор 12 и задатчиккоэффициента передачи 13.Устройство работает следующим образом.Главный привод 1 приводит во вращение 3 режугций инструмент через редуктор 2, имеющий два значения коэффициента передачи в зависимости от того, где закреплен инструмент в шпинделе (К = 1) или в планшайбе (К = 1,52823).Привод подачи 10 через редуктор 12обеспечивает взаимное продольное перемещение инструмента и заготовки.Редуктор 12 подключает к приводу 10тот или иной узел станка (что диктуетсяудобствами технологии обработки), приэтом коэффициент передачи этого редукторадля каждого узла свой (например, при выборе нижних саней К = 1, а при выборешпинделя К = 2,5).Кроме изменения коэффициента передачи редуктора 12 во время работы, возмож- Е ны его изменения в зависимости от типа ис.полнения станка (с метрическими или дюймовыми ходовыми винтами).Для выполнения резьбы заданного шага при любых возможных сочетаниях коэфд фициентов передачи первого и второго редукторов введен задатчик коэффициентапередачи 13, который учитывает реальнуюкинематику станка, соответствующую используемой технологии обработки.Датчик углового положения 3, соединенный с главным приводом 1, выдает информацию об угловом перемещении в ьидеунитарного кода.Этот код подается на входы блоков 4и 7, представляющих собой управляемыеделители, коэффициенты передачи которыхопределяются задатчиками 5 и 6 согласноследующим выражениям:а) для блока 4;где М- число импульсов на входе блока 4Мвщ - число импульсов на выходе блока 4;Язв - шаг метрической резьбы, задаваемый задатчиком 5;5 - максимальный шаг, задаваемый ,ц задатчиком 5;б) для блока 7:К Йбж - ХБ 4 (2)Ф йв в в,цгде Хвх - число импульсов на входе блока 7Хв - число импульсов на выходе блока 7;ЗЭп - количество ниток на дюйм, параметр дюймовой резьбы, задаваемый задатчиком 6;2 М-- эквивалентный шаг дюймовой резьбы выраженный в мм;5 щ - максимальный шаг, задаваемыйзадатчиком 5.В зависимости от вида нарезаемой резьбы реализуется то или иное выражение, при708305 аказ 8485/42 Тираж 9% Подписное Патентэ, г, Ужгород, ул. Проектная, 4 ЦИНИПИФилиал ПП чем переключается только структура, а оборудование практически является общим и соответствует реализации одного из выражений (1) или (2). Блоки 4 и 7, построенные по такому принципу, позволяют с требуемой точностью реализовать как метрические, так и дюймовые резьбы без использования многоразрядного вычислительного оборудования, несмотря на то, что эквивалентные шаги большинствадюймовых резьб, выраженные в мм, представляют собой иррациональные числа,Выходы блоков 4 и 7 объединяются элементом ИЛИ 8 и подаются на вход блока 9. Этот блок, управляется задатчиком 13 и осуществляет учет реальной кинематики станка, изменяя требуемым образом общий коэффициент передачи канала так, что на вход привода 10 поступает последовательность импульсов, соответствующая заданному шагу резьбы при любой технологии обработки. Это обстоятельство значительно расширяет технологические возможности, позволяя применять оптимальную технологию обработки.Для обеспечения синхронного с вращением главного привода движения привод подачи 10 замыкается в следующую систему по положению при помощи датчика 11.Предлагаемое устройство позволяет реализовать с требуемой точностью как метрические, так и дюймовые резьбы без использования многоразрядного оборудования, причем оно значительно расширяет технологические возможности, позволяя применять оптимальную технологию обработки.Электронное устройство резьбонарезания позволяет изготовлять по шестой степени точности метрические резьбы в диапазоне шагов от 1 мм до 10 мм и дюймовые резьбы от 4 до 20 ниток на дюйм.Внедрение данного устройства обеспечит расширение технологических возможностей станка за счет введения механизма, позволяющего осуществлять нарезание резьбы различными органами станка шпинделем, нижними санями, планшайбой, и значительное уменьшение трудоемкости механической обработки устройства, необходимого для встройки во все горизонтально-расточные станки гитары сменных шестерен.Формула изобретения Устройство для управления нарезанием резьбы, содержащее главный привод, подключенный к первому редуктору и к датчику углового положения, выход которого подсоединен к первому входу блока вычисления шага метрической резьбы, второй вход которого подключен к выходу задатчика шага метрической резьбы, и привод подачи, подключенный к датчику линейного перемещения и ко второму редуктору, отличающееся тем, что, с целью повышения точности и расширения функциональных возможностей устройства, в него введены задатчик коэффициента передачи и последовательно сое О диненные задатчик параметра дюймовойрезьбы, блок вычисления шага дюймовой резьбы, элемент ИЛИ и блок коррекции, подключенный к приводу подачи, второй вход блока вычисления шага дюймовой резь бы соединен с выходом датчика угловогоположения, второй вход элемента ИЛИ соединен с выходом блока вычисления шага метрической резьбы, второй вход блока коррекции подключен к выходу задатчика коэффициента передачи, входы которого соедиЗо нены с выходами первого и второго редукторов. Источники информации,принятые во внимание при экспертизе1. Горизонтально-расточные станки 2 А 620, 2 А 622, 2 А 620-1, 2 А 622-1, часгь 1, книга 1, описание - Изд. В С Стакоимпорт, СССР, Москва.2. Разработка и псе.гедовапие системы электровала постоянного тока . тристорным преобразователем. НИР-,150, 1968.3. Акцептованная заявка Великооритании Мо 1411178, кл. Й 3 К 1975 (прототип).
СмотретьЗаявка
2518022, 19.08.1977
ОСОБОЕ КОНСТРУКТОРСКОЕ БЮРО СТАНКОСТРОЕНИЯ
ГОЛЬДИН ЯКОВ ГЕЛЕЕВИЧ, МАЛЬЧИК АНАТОЛИЙ ЮККЕЛЕВИЧ, ОЗЕРКОВИЧ ГЕОРГИЙ МИХАЙЛОВИЧ, ФАЙНШТЕЙН ЛЕВ НАУМОВИЧ
МПК / Метки
МПК: G05B 19/18
Метки: нарезанием, резьбы
Опубликовано: 05.01.1980
Код ссылки
<a href="https://patents.su/3-708305-ustrojjstvo-dlya-upravleniya-narezaniem-rezby.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для управления нарезанием резьбы</a>
Передача с устройством для предохранения от перегрузки

Номер патента: 597889
Опубликовано: 15.03.1978
Авторы: Афанасьев, Гельман, Корниенко, Лапицкий, Савченко
МПК: F16H 1/16
Метки: перегрузки, передача, предохранения, устройством
...в подшипниках 18 и 19, размещенных в корпусе передачи.При передаче крутящего момента червячной передачей, не превышающей предельную величину, передача работает следуюшим образом.Под действием усилия пружин 2 и 3 фрикционы 5 и 6 прижаты к торцовым поверхностям 7 и 8 зубчатого элемента - червяка 4 и удерживают вал 1 от вращения относительно червяка.Согласно графику (см. фиг. 3) суммарное усилие обеих пружин Р+ Рг достаточно для создания необходимого усилия прижима фрикционов 5 и 6. Червяк 4 вращается вместе с валом 1. Происходит передача крутящего момента червячной парой.При возникновении больших динамических усилий, например, в момент закрывания арматуры, увеличение передаваемого крутящего момента увеличивает осевое усилие, действуюшее...
Винтовая передача с устройством для защиты ходового винта

Номер патента: 1461098
Опубликовано: 30.11.1991
Автор: Мамчур
МПК: F16H 25/20
Метки: винта, винтовая, защиты, передача, устройством, ходового
...ленты,На чертеже показана винтовая передача с устройством для защиты ходового винта, продольный разрез,Передача содержит винт 1, взаимодействующую с ним гайку 2 и устройство для защиты ходового винта, включающее кронштейн 3, установленный на гайке 2 и подпружиненный к ней, ролики 4 и 5, размещенные на кронштейне 3, гибкий элемент в виде ленты 6, уложенной под натяжением на рабочую поверхность винта закрепленной нэ его концах и огибающе ролики 4 и 5, На гайке 2 установлена такж шайба 7 с конечным выключателем 8, предназначенным для взаимодействия с кронштейном 3, Кронштейн 3 имеет возможность поступательно перемещаться относительно редача содержит шайбу 7, а гайке 2, конечный выклювленный на шайбе 7 и преддля взаимодействия с Кронштейн 3...
Способ измерения модуля и фазы коэффициентов отражения и передачи свч устройств
Номер патента: 1092432
Опубликовано: 15.05.1984
Авторы: Баклыков, Бондаренко, Выходцев, Гимпилевич, Зиборов, Пригода, Худяков, Чурилов
МПК: G01R 27/06
Метки: коэффициентов, модуля, отражения, передачи, свч, устройств, фазы
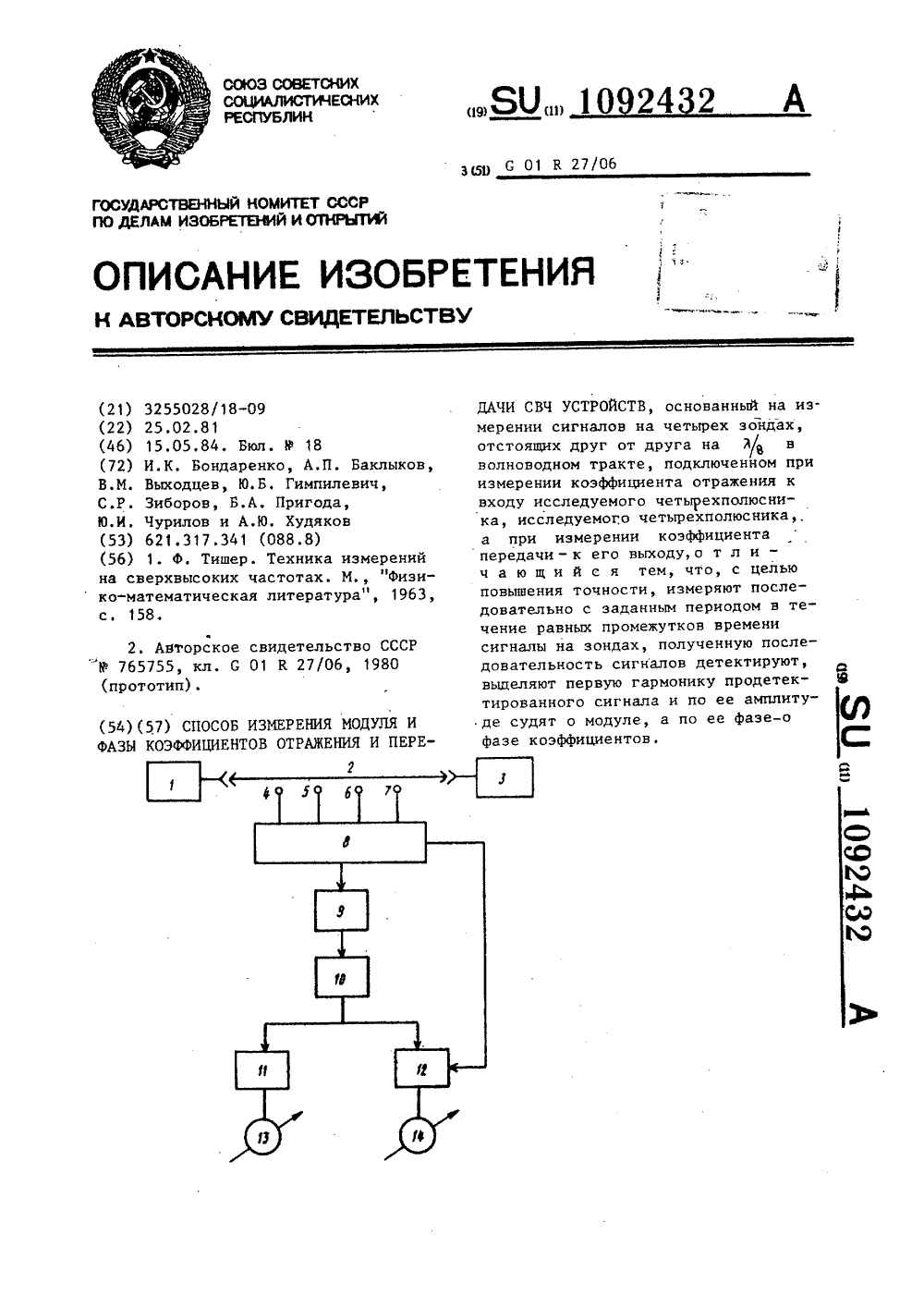
...СВЧ-уст. 25 ройстн, основанный на измерении сигналов на четырех зондах отстоящих друг от друга на 3 /8 в волноводном тракте, подключенном при измерении коэффициента отражения к входу, а при измерении коэффициента передачи - к выходу исследуемого четырехполюсника, Эти сигналы попарно вычитаются и полученные дна разностных сигнала используются для опреде пения искомого коэффициента 2 3.Однако у этого способа недостаточная точность из - за наличия операции вычитания двух примерно равных величин,Цель изобретения - повышение точности измерения,Указанная цель достигается тем,что согласно способу измерения модуля и фазы коэффициентов отраженияи передачи СВЧ устройств, основанному на измерении сигналов на четырехзондах, отстоящих друг от...
Отметчик шага устройства для передвижки железнодорожных путей

Номер патента: 1116107
Опубликовано: 30.09.1984
Авторы: Киданов, Корнушенко, Решин, Талан
МПК: E01B 33/08
Метки: железнодорожных, отметчик, передвижки, путей, устройства, шага
...корпус, в котором установленпопружиненный шток с закрепленнымна его конце рабочим органом, снабжентраверсой, шарнирно закрепленной наЗОраме с возможностью Фиксации на кор-,пусе, который установлен вертикальнои жестко закреплен на раме, и смонтированным на траверсе регулировочнымвинтом для взаимодействия с поджимающей шток пружиной, при этом ре- ЗБгулировочный винт соосен штоку.Кроме того, рабочий орган установлен эксцентрично относительно осиштока и выполнен в виде ролика с конической поверхностью качения.На фиг. 1 изображен отметчик шага передвижки в транспортном положении, общий вид; на фиг. 2 - то же,в рабочем положении,Отметчик шага передвижки содержит фполый корпус 1, который жестко закреплен на раме 2. Б полом корпусе1 установлен...
Вибрационная установка для выпуска руды из блоков в транспортные устройства

Номер патента: 188894
Опубликовано: 01.01.1966
Авторы: Власов, Руденко, Трофимович, Храмов
МПК: B65G 27/12
Метки: блоков, вибрационная, выпуска, руды, транспортные, устройства
...от известных тем, что она снабжена ударником с амортизаторами, смонтированным на щеках площадки. Зто обеспечивает дробление негабаритов и непрерывную погрузку руды.На чертеже представлена описываемая установка.Установка содержит площадку 1 со щеками 2, на которых смонтирована рама 3, ударник 4 с амортизаторами 5 и два механических дебалансных одновальных вибратора 6, соединенных карданными валами 7 с синхронизатором В и электродвигателем 9.Возмущающее усилие вибратора направлено перпендикулярно к рабочей поверхности ударника, выполненного в виде квадратной стальной отливки с ребрами.Удерживающая рама и щеки площадки снабжены установочными гнездами для амортизаторов.Площадку монтируют из проката в выработке под углом 15 - 35 к...
Предыдущий патент: Устройство для разгона и замедления привода систем программного управления станками
Следующий патент: Устройство для программного управления
Случайный патент: Состав для огнезащитного покрь1тия