Система программного управления подачей длинномерного материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
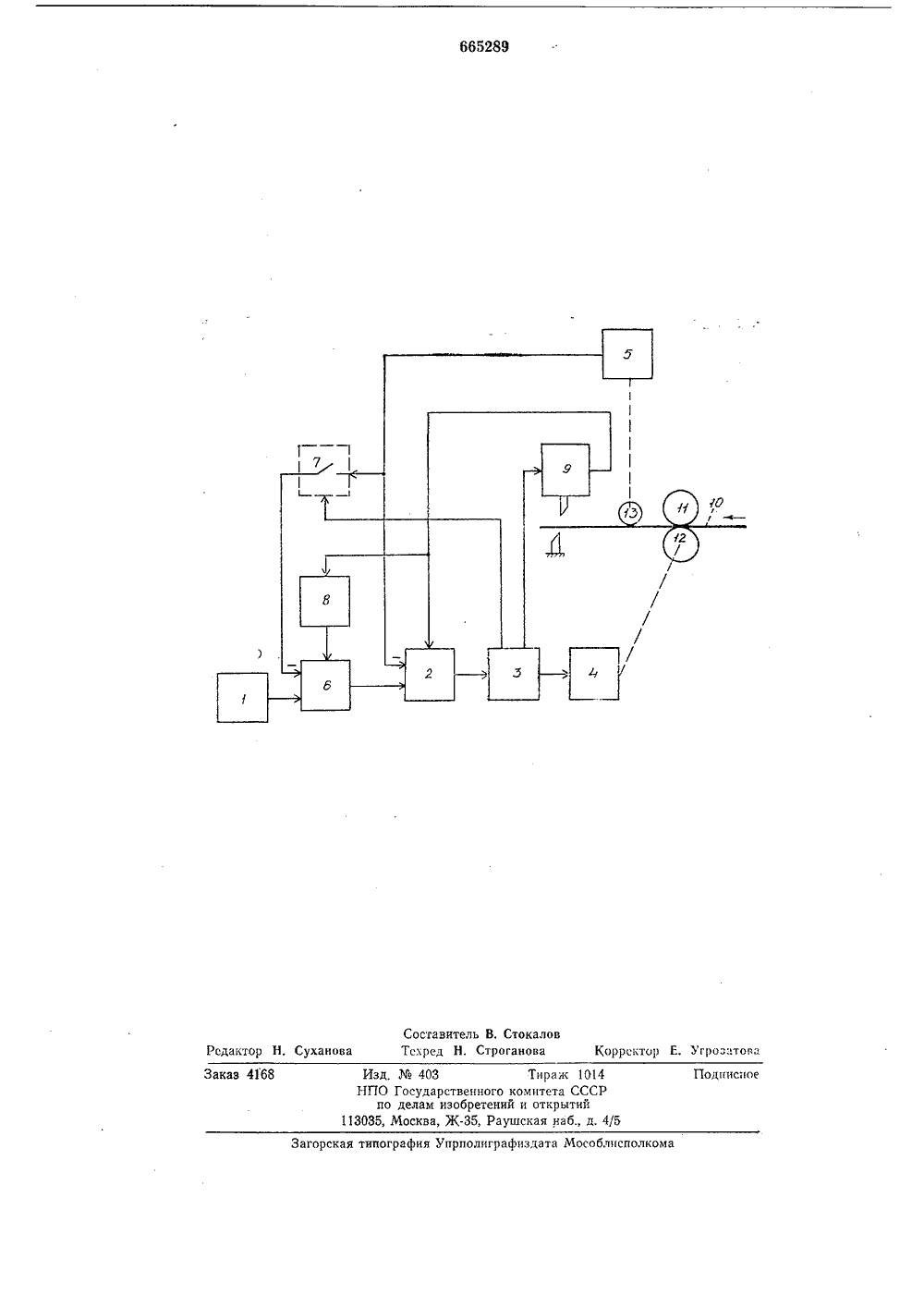
О П ЙМ Е ИЗОБРЕТЕНИЯ Союз Советских Сокиалистических РеспубликГосударственный комитет 23) Приоритет -Опубликовано 30.05.7 ло делам изобретен юллетень2 3) УДК 621,97ткрытни та опубликования описания 30.05.79 Авторыизоб етен 1 р 1 я С. В, Суярко, А. И, Павлов и В. А. Тищенко) СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИ ПОДАЧЕЙ ДЛИННОМЕРНОГО МАТЕРИАЛ Изобретение относится к области машиностроения, в частности, к автоматизации листоштамповочного и отрезного оборудования,Известна система программного управления подачей длинномерного материала, содержащая датчик и задатчик величины подачи и реверсивный счетчик, соединенные с командным блоком, управляющим приводом подачи Ц.Известная система обладает недостатком, заключающимся в снижении производительности за счет увеличения времени позиционирования с заданной точностью при изменениях параметров привода (приведенного момента инерции и тормозного момента двигателя),С целью повышения производительности система программного управления подачей длинномерного материала снабжена блоком задержки, ключевым устройством и дополнительным реверсивным счетчиком, включенным между задатчиком величины подачи и основным реверсивным счетчиком, при этом один вход дополнительного реверсивного счетчика соединен через ключевое устройство с выходом датчика величины подачи, а другой вход - через блок задержки с входом основного реверсивного счетчика,На чертеже приведена функциональнаясхема системы программного управления.Система содержит задатчик 1 величиныподачи, основной р евер сивный счетчик 2,5 командный блок 3, регулируемый привод 4подачи, датчик 5, величины подачи, дополнительный реверсивный счетчик б, ключевое устройство 7 и блок 8 задержки. Ножницы 9 осуществляют по команде системы10 управления резку подаваемого материала10 (например, рулонной стали), подаваемого приводным 11 и пружинным 12 валиками Датчик 5 величины подачи работает отмерительного ролика 13.15 При пуске в реверсивные счетчики 6 и2 при помощи задатчика 1 величины подачивводится информация величины подачи материала. Эти цепи записи при пуске на схеме не показаны,20 Командный блок 3 вырабатывает в определенной последовательности технологические команды для управления процессомподачи, позиционирования и резки материала, обеспечивая преобразования цифрового25 сигнала в аналоговый для управления регулируемым приводом 4 подачи и выдачукоманды на срабатывание ножниц 9 длярезки обрабатываемого материала 10.Регулируемый привод 4 подачи при подо мощи валков 11 и 12 отрабатывает задан3ное перемещение обрабатываемого матерна. ла, в результате чего приводится во вращение ролик 13, а следовательно, датчик 5 величины подачи,Сигналы от датчика 5 поступают на вычитающий вход основного реверснвшн о счетчика 2.После отработки заданной величины подачи командный блок 3 вырабатывает сигналы на замыкание ключевого устройства 7 и с определенной выдержкой времени на срабатывание ножниц 9. Этим выявляется величина перебега обрабатываемого материала. При появлении такого перебега на вычитающий вход дополнительного реверсивного счетчика 6 подается информация о величине перебега. Таким образом, к началу следующего раза в дополнительном счетчике 6 устанавливается число, равное разности между числом, соответствующим заданной величине подачи, и числом, соответствующим величине предыдущего перебега, После срабатывания ножниц 9 это число вводится в основной реверсивный счетчик 2 и цикл повторяется.Размыкание ключевого устройства 7 производится одновременно с подачей сигнала на срабатывание ножниц. 9,Повторная запись величины подачи с задатчика 1 вводится в дополнительный реверсивный счетчик 6 после повторной записи числа с дополнительно реверсивного счетчика 6 в основной реверсивный счетчик 2, так как установочный сигнал на дополнительный реверсивный счетчик 6 поступает через блок 8 задержки.При повторном перебеге на такую же величину, заданная величина подачи будет отработана без погрешности,Таким образом, система производит са 4монастройку по результатам предыдущего цикла, что позволяет повысить производительность работы путем уменьшения времени позиционирования за счет настройки командного блока ча мксимально-допусти- .ый тормозной ток двигателя и минимальный приведенный маховый момент.Система программного управления мокет быть использована в установках высокопроизводительной и точной подачи в зону обработки различных длинномерных материалов типа ленты и проволоки.Экономический эффект от применениясистемы программного управления обеспсчивается за счет повышения производительности при высокой точности подачи.Формула изобретенияСистема программного управления подачей длинномерного материала, содсржащая датчик и задатчик величины подачи и реверсивный счетчик, соединенные с командным блоком, управляющим приводом подачи, отличающаяся тем, что, с целью . овышения производительности, она снабжена блоком задержки, ключевым устройством н дополнительным реверсивным счетчиком, включенным между задатчиком величины подачи и основным реверсивным счегчиком, при этом один вход дополнительного.реверсивного счетчика соединен через к;по;евое устройство с выходом датчика величины подачи, а другой вход - через блок задержки с входом основного раверсивного Зэсчетчика.Источники, информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР, 40 М 378809, кл, б 05 В 19/26, 1974.665289 ставитель В. Стокаловкред Н. Строганова сдактор Н. Суханов ректор Е, Угроаатова аказ 41 исн Загорская типография Упрполиграфиздата Мособлисполком Изд, Мз 403 НПО Государственного по делам изобретени 113035, Москва, Ж, Рау
СмотретьЗаявка
2582975, 22.02.1978
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ АВТОМАТИЗАЦИИ УПРАВЛЕНИЯ И ПРОИЗВОДСТВА
СУЯРКО СЕРГЕЙ ВАСИЛЬЕВИЧ, ПАВЛОВ АНДРЕЙ ИВАНОВИЧ, ТИЩЕНКО ВАЛЕРИЙ АНАТОЛЬЕВИЧ
МПК / Метки
МПК: G05B 19/26
Метки: длинномерного, подачей, программного
Опубликовано: 30.05.1979
Код ссылки
<a href="https://patents.su/3-665289-sistema-programmnogo-upravleniya-podachejj-dlinnomernogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управления подачей длинномерного материала</a>
Устройство для позиционирования и контроля размерного износа режущего инструмента в станках с чпу

Номер патента: 1055627
Опубликовано: 23.11.1983
Авторы: Ищенко, Козулин, Панов, Хлапов, Шарин
МПК: B23Q 15/00
Метки: износа, инструмента, позиционирования, размерного, режущего, станках, чпу
...вершина инструмента Моказалась на расстоянии 4 от поверхности М Й датчика. Поскольку инструмент может занимать различное положение в рабочем органе и иметь износ,то расстояние 1 неизвестно. В программе задается заранее неизвестноеперемещение подвода рабочего органав сторону датчика из исходного положения на величину С (СМ), а такжеперемещение отвода, равное той жевеличине С. Когда вершина инструмента М достигает поверхности датчикаМЙ, датчик срабатывает и его сиг-,нал служит началом измерения величины В - оставшейся части перемещенияподвода С. Измерение величины В заканчивается с окончанием перемещенияподвода . Перед началом отвода производится суммирование измеренной ве.личины В с заданной в программе величиной перемещения отвода...
Защитно-герметический блок входа

Номер патента: 367227
Опубликовано: 01.01.1973
Авторы: Ануфриев, Илюкнн, Кашкинов, Кудр, Лугачев, Маштаков
МПК: E06B 5/10
Метки: блок, входа, защитно-герметический
...естен за нитпо-Гсрд я, В е.1 к) ч 13 н) и)и Й и 0 г 0 т н 0НСРСГОРОДЕ(, ОПОРНО РДР с 1 И Ванн 51.Ц(.Л Ь И 300 Р С ТЕ 1 1 51 еР)л:ы 1 , В еОГОРьс 13.(од 51 Г елиноь(. 31- ПОРЫ с).1 протиоположной от петель стороне01 ОР)51 )Л:(Л .Т СЕОС О ГГМОС(.;15 и С 15 -5 00,БОГО 130.3 ГермстичноЙ нсрсГороде Брн0 Г 1)Л 1 с 111;1;3;11, ) 13 Л 1;11О 1,; Л1 ОС 11 и я 5),1(:с(е Го м В 0 лоее 5113 г не Гся н 0 г От н О:1 В(. р н, н л и Я п р Я ВГ 1 500 и и ( и л г ь 1 0 е 0- ТОРОВ, Бзс 1 ИМОДСИСТ 310011 с С БПНТ 013 Ы.131 10 с пораи а, нй;1 сижно нс 130 н 311 ется Г(рмсти 111;51С Р (0 Р 0 Д Е (111,10 ГВО д 1 ер; посре:1 ст 30 пете;1 ь 7 н;113(НП 11)с 1 ЮТ И 1 ОПОРН) 10 РЛ 1 У с), Г 111 ГОДЛР 5 Е) 11)0 С.ОДТ 0 1 Е)ьс 31(.Зс 1 ЕРЬ 31(. РО(М(1.15 3 с 1 Д р...
Устройство для подачи с переменным шагом длинномерных заготовок

Номер патента: 1299681
Опубликовано: 30.03.1987
МПК: B21D 43/06, B30B 15/30
Метки: длинномерных, заготовок, переменным, подачи, шагом
...величины каждой из ступеней шагу подачи, а также расширяется диапазон координат пробиваемых элементов, что приводит к расширению номенклатуры обрабатываемых деталей и сокращению сроков подготовки производства изделий, что особенно важно при внедрении гибких производств. формула изобретенияИзобретение относится к автоматизации штамповочного производства и может быть использовано, например, при автоматизированной пробивке отверстий, расположенных на различных расстояниях одно от другого.Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры обрабатываемых изделий.На фиг. 1 приведена схема предлагаемого устройстба для подачи с переменным шагом длинномерных заготовок; на фиг. 2 - вид А на фиг. 1...
Устройство для подачи с переменным шагом длинномерных заготовок

Номер патента: 427764
Опубликовано: 15.05.1974
Автор: Ююков
МПК: B21D 43/06
Метки: длинномерных, заготовок, переменным, подачи, шагом
...б, отжикаемую в крайнее положение, пружиной 7, а на другом конце - пружину 8. Под кареткой на корпусе установлен индивидуальный привод 9.Устройст)во работает слодующим образом.При движении,подающей каретки 2 влевопо направляющим корпуса 1 к ступенчатой плите 3 под действием привода 9 собачка б отжимается,в паз, предуосмопренный в каретке 2, и нс препятствует прижиму каретки к краю ступенчатой плиты 8.При ходе вниз ползун пресса нажимает на,правый коленец рычага 5, сжимает пружину 8, собачка бподнимаясь, освобождается от упора и под действием пружины 7 подворачивается по часовой стрелке в крайнее положение.При подъеме ползуна пресса пружина 8 разжимается, собачка б опускается, захватывая первую ступеньку упора, и сжимает пружину 4,...
Реверсивный двоично-десятичный счетчик

Номер патента: 194423
Опубликовано: 01.01.1967
МПК: H03K 23/62
Метки: двоично-десятичный, реверсивный, счетчик
...прямого счета счетчик работает следующим образом. Первый импульс, прошедший через нечетный вход 1 через схему совпадения 7 перебрасывает триггер 8, вследствпе чего Открывается схема совпадения 8, а схема совпадения 9 закрывается.Следующий импульс со входа 2 через схему 8 перебрасывает триггер 4, подготовляя 5 схему совпадения 10 к приему импульса.Третий импульс возвращает триггер 8 в исходное положение.Четвертый импульс устанавливает в единичное положение триггер 5 через схему 10 10 и т. дВ дальнейшем работает схема соответственно таблице.Как видно пз таблицы, реверс счетчика осуществляется изменением порядка подачи пм.15 пульсов на четный и нечетный входы.Предмет изобр степи яРеверсивный двопчно-десятичный счетчик,работающий ь...
Предыдущий патент: Система управления технологическим процессом выпуска продукции
Следующий патент: Цифровой регулятор соотношения двух параметров
Случайный патент: Соединение руля с поддерживающею его частью летательного аппарата