Штамп для глубокой вытяжки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
(23) Приоритет овета Министров СССРпо делам изобретений(54) ШТА ьныи иг. 1; Изобретение относится к оснастке для листовой штамповки и может быть использовано в машиностроении, где требуется изготавливать полые детали цилиндрической формы. 5Известен штамп для глубокой вытяжки, содержащий пуансон, матрицу, пульсирующий прижим и два пакета упругих оболочек конической формы, обращенных своим меньшим основанием к заготовке 1 Ц. 10Недостатком указанного штампа является большая жесткость упругого элемента, что приводит к необходимости возбуждения большого количества пульсаций прижима для получения глубоких деталей. 15Целью изобретения является сокращение количества вытяжных переходов для штампуемой заготовки.Это достигается тем, что в стенках оболочек со стороны меньшего основания конуса выполнены сквозные открытыс с одной стороны пазы. В пакете оболочек пазы могут быть расположены в шахматном порядке. Штамп может быть снабжен радиально подвижными пластинами, которые контак тируют под действием оболочек, обращенных к ним меньшим основанием конуса, с боковой поверхностью фланца.На фиг, 1 показан штамп, продолразрез; на фиг, 2 - разрез А - А на ф 30 па фиг. 3 - оболочка в продольном разрезе; на фиг. 4 - оболочка, вид сбоку.Штамп содержит пуансон 1, матрицу 2, подвижные пластины 3, пульсирующий прижим 4 упругих конических оболочек 5,Подвижные пластины 3 выполнены из высокопрочной термообработанной стали толщиной, равной толщине заготовки. При необходимости они могут быть подпружинены. чтсбы с усилием прижимались к боковой поверхности фланца штампуемой заготовки.Оболочки 5 изготовлены из термически обработанной пружинной стали, В стенках 6 оболочек со стороны мешшего основания конуса выполнены сквозные открытые с одной стороны пазы 7, так что па конце каждой оболочки образованы криволинейные лепестки переменной ширины. При сборке упругого пакета пазы в конических оболочках располагают в шахматном порядке таким образом, чтобы пазы одной оболочки перекрывались лепестками соседних оболочек.Штамп работает следующим образом.На матрицу 2 устанавливают заготовку и контактирующие с ее боковой поверхно. стью подвижные пластины 3. Затем при. жим 4 с пакетом упругих оболочек 5 и пу. ансон 1 опускают до соприкосновения сзаготовкой. К пуансону прикладывают усилие, необходимое для вытяжки. После этого на прижим воздействуют циклической нагрузкой, передаваемой через прижим пакету упругих оболочек. Под действием этой нагрузки конические оболочки упруго деформируются таким образом, что при опускании прижима лепестки изгибаются. При сжатии упругих оболочек между торцами лепестков с одной стороны и фланцем заготовки и подвижными пластинами - с другой, возникают силы трения, при помощи которых подвижные пластины и фланец заготовки перемещаются в радиальном направлении к оси заготовки. При этом помимо пакета упругих оболочек, создающего при помощи лепестков радиальный подпор фланца заготовки, процессу формообразования способствуют также подвижные пластины, воздействующие на боковую поверхность заготовки. При возвращении прижима в исходное положение после снятия нагрузки пакет упругих оболочек также возвращается в исходное положение и лепесток принимает прежнюю форму.Количество, геометрические размеры подвижных пластин определяются исходным диаметром и толщиной заготовки. Геометрические параметры оболочек (диаметры, угол конуса при вершине) и количество пазов, обуславливающие жесткость пакета, устанавливают в зависимости от размеров и механических свойств материала заготовки. 5 10 15 20 25 Зо 35 Величина радиального перемещения фланца заготовки за один цикл пульсации достигает двух миллиметров.Предлагаемый штамп позволяет сократить время подготовки производства за счет сокращения количества вытяжных операций и улучшить качество штампуемых заготовок за счет упрочнения материала. Формула изобретения 1. Штамп для глубокой вытяжки, содержащий пуансон, матрицу, пульсирующий прижим, и, по меньшей мере, один пакет упругих конических оболочек, обращенных меньшим основанием конуса к заготовке, отличающийся тем, что, с целью сокращения количества вытяжных переходов для получения деталей, в стенках оболочек со стороны меньшего основания конуса выполнены сквозные открытые с одной стороны пазы.2, Штамп по п, 1, отличающийся тем, что пазы в пакете оболочек расположены в шахматном порядке.3. Штамп по п. 1, отличающийся тем, что штамп снабжен радиально подвижными пластинами, контактирующими с боковой поверхностью фланца штампуемой заготовки и с оболочками со стороны меньшего основания конуса.Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР Юо 436689, кл. В 21 Р 22/22, 11.01,73,617119 Щг. ставитель В. ШацкийТехред О. Тюрина ректоры: Л, Котова и А, Степанова дактор Л. Чепайкииа Заказ 1257 8 Подписное Типографи апунова,Изд,541 Тираж 1087 ПО Государственного комитета Совета Министров ССС по делам изобретений и открытий 113035, Москва, Ж.35, Раушская наб., д. 4/5
СмотретьЗаявка
2456448, 25.02.1977
ПРЕДПРИЯТИЕ ПЯ М-5671
МУСЛИМОВ ВИКТОР ЯКОВЛЕВИЧ, СИЗОВ ЕВГЕНИЙ СТЕПАНОВИЧ
МПК / Метки
МПК: B21D 22/22
Метки: вытяжки, глубокой, штамп
Опубликовано: 30.07.1978
Код ссылки
<a href="https://patents.su/3-617119-shtamp-dlya-glubokojj-vytyazhki.html" target="_blank" rel="follow" title="База патентов СССР">Штамп для глубокой вытяжки</a>
Способ изготовления деталей типа втулок

Номер патента: 1162546
Опубликовано: 23.06.1985
Авторы: Бутаков, Губарев, Рытиков, Соколовский
МПК: B21K 1/00
...в этой же матрице осаживают все заготовки до получения передней заготовкой заданной формы,П р и м е р, Проводят штамповку гаек М 8 из СтЗ. От цилиндрического калиброванного прутка диаметром 14 мм отрезают заготовки длиной 4,5 мм.На заготовке штампуют выпуклый и вогнутый конусы со стороны соответственно одного и другого ее торцов, диаметр основания конуса 6,2 мм угол приоУ Ввершине 90 ,На заготовке со стороны вогнутого конуса формируют фаску соуглом наклона Зу 21 . Прошивают заготовку коническим пуансоном диаметром 6,2 мм, угол конуса которогоо90 .В той же матрице осаживают пакет заготовок до получения передней заготовкой заданной формы. Полученные изделия соответствуют требованиям стандартов на эти изделия. 1 1162546Изобретение...
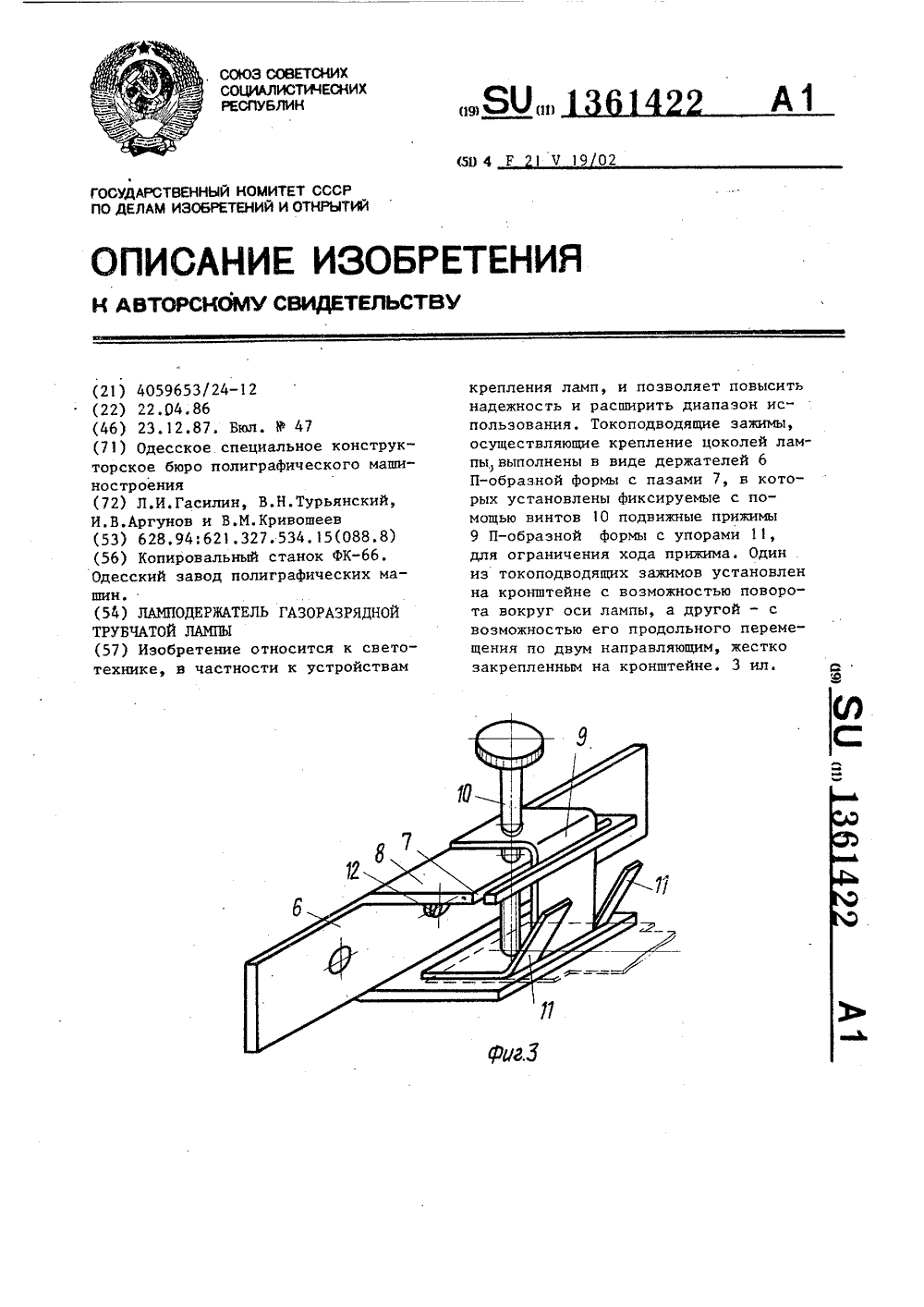
Ламподержатель газоразрядной трубчатой лампы
Номер патента: 1361422
Опубликовано: 23.12.1987
Авторы: Аргунов, Гасилин, Кривошеев, Турянский
МПК: F21V 19/02
Метки: газоразрядной, ламподержатель, лампы, трубчатой
...для фиксации направления подвижного прижима 9. Последний имеетотогнутые упоры 11, служащие егоограничителями хода. На кронштейне4 имеется два отверстия для установки оси 12, на которую в зависимости от расположения цоколей лампы1, устанавливается аналогичный токоподводящий зажим,Установка лампы в ламподержателепроисходит следующим образом.Переместив токоподводящий зажимпо направляющим 5 в правое крайнееположение, поднимают подвижкый прижим 9 до соприкосновения его отогнутых упоров 11 с боковой стороной 8,вставляют цоколь лампы 1 между подвижным прижимом 9 и боковой стороной8 и, фиксируя это положение, зажимают винтом 10, Затем лампу 1 с токоподводящим зажимом перемещают по направляющим 5 и устанавливают анало 61422 2гичным образом в...
Штамп, преимущественно для пробивки пазов в заготовках вкладышей подшипников скольжения

Номер патента: 1123765
Опубликовано: 15.11.1984
Авторы: Выгузов, Новиков, Салычев
МПК: B21D 22/02
Метки: вкладышей, заготовках, пазов, подшипников, преимущественно, пробивки, скольжения, штамп
...с удлиненным прямолинейным концом.Каждый из упоров установлен от продольной оси шибера на расстоянии, большемчем расстояние от нее до упомянутого выступа в соответствующей пластине.На фиг. 1 показан штамп (без верхнейплиты), общий вид; на фиг. 2 - разрезА - А на фиг, 1; на фиг. 3 - разрез Б - Бна фиг. 1,Штамп содержит нижнюю 1 и верхнюю2 плиты, пуансон 3, матрицу 4, прижим 5,шибер 6, силовой цилиндр 7, заталкиватель8, промежуточную плиту 9, магазин 10,разгрузочный лоток 11, плоскую пружину12 с отогнутым концом 13, установленныев матрице 4 упоры 14, служащие для фиксирования заготовки вкладыша 15, а такжебуфер 16.Шибер 6 выполнен в виде двух пластин17 и связывающей их стяжки 18.В промежуточной плите 9 под разгрузочным лотком 11...
Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления

Номер патента: 599890
Опубликовано: 30.03.1978
Авторы: Кохан, Либов, Семак, Таванец, Тимченко
МПК: B21D 11/00
Метки: втулок, одним, разрезных, фланцем, цилиндрических, штамп
...из металлофторопластовой ленты толщиной 1,55 мм. Наружный диамегр равен 29 Пр 22 О, диаметр фланца 39 мм,Длина развертки определяется по формулеЕ=-ф+о,+2 О,+2 О,) мм, (1) где д - внутренний диаметр втулки (26 А,);б 1 - толщина стальной основы ленты(1 2 - О,Об мм) .б 2 - толщина пористой бронзы (0,3 мм); бз - толщина приработочного слоя(0,02 - 0,06 мм) . Значения бь б бз приведены в технических условиях на металлофторопластовую ленту ТУ 27-01-01-1-75. С достаточной точностью для ленты толщиной 1,55 мм можно использовать формулу, проверенную на большом количестве заготовок1 = - ф+ 19)=-314(26+ 19):=876 - " мм. (2) Высота прямолинейного участка заготовкиопределяется по формулей, .=1+ ф + К= 20+ +2 где 1 - длина цилиндрической части...
Универсальный штамп для вырезки прямоугольных пазов

Номер патента: 774702
Опубликовано: 30.10.1980
МПК: B21D 28/14
Метки: вырезки, пазов, прямоугольных, универсальный, штамп
...со стороны ные гайки 30,опорной поверхности матрицы с пазами 35Кронштейн 26 с помощью гаек 31 идля размещения кронштейна, располо- винтов 32 закреплен на опорной поверженными в направлении, совпадающем с хности секции 11. Гайки 31 установнаправлением перемещения подвижной лены в пазах секции 11 и позволяютперемещать кронштейн 26 в направлеНа Фиг. 1 изо ризоб ежен предлагаемый 40 нии регулирования ширины рабочегоокна матрицы, что и обеспечивает соштамп, вид спереди;е и на фиг. 2 - топряжение упора 19 с рабочей поверхже, вид сверху; фхна фиг, 3 - то же,ностью секции 11 матрицы,вид сбоку; на фиг, р., 4 - азрез А-АВыступ кронштейна 26 и опорнаяна Фиг. 3,плит 1, на поверхность секции 11 образуют паз27 На поверхности крон 2 с помощью пла- для...
Предыдущий патент: Инструмент для холодного выдавливания
Следующий патент: Штамп для вырубки деталей из полосового и ленточного материала
Случайный патент: Способ получения 1-галогенсилатронов