Способ управления процессом микросварки и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
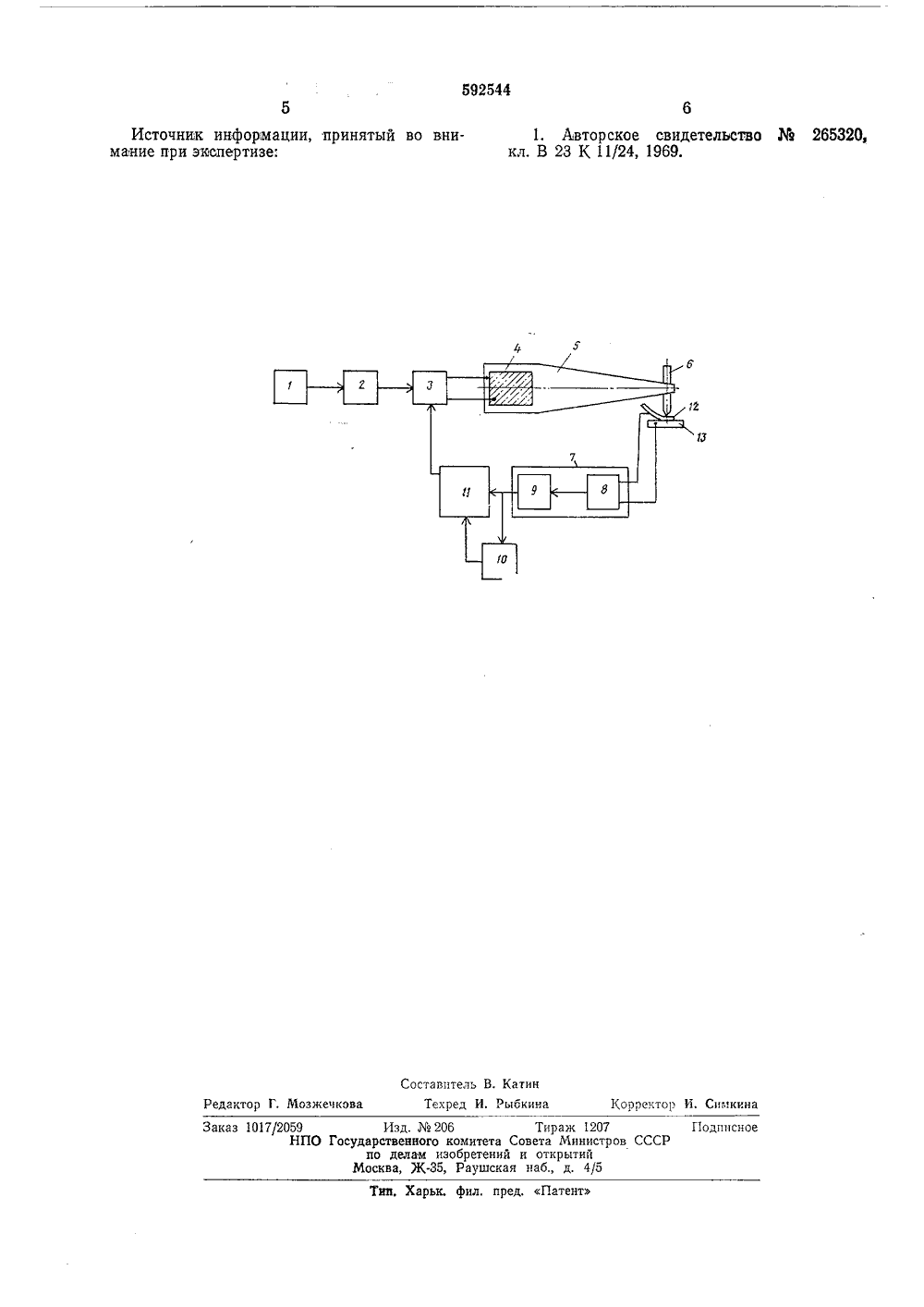
ОП ИСАНИЕ ИЗОБРЕТЕН ИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(43) Опубликова Совета Министров ССло делам изооретении открытий УДК 621.791,16.(45) Дата опубликования описания 06.02.78(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МИКРОСВАРКИ СТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ Изобретение относится к области автоматизации технологических процессов оборки микроэлектронной аппаратуры и может быть использовано при сборке полупроводниковых приборов и интегральных схем.Известен способ управления процессом микросварки, при котором осуществляют измерение одного из параметров режима с последующим регулированием мощности, выделяемой в зоне соединения Ц. Этот способ осуществляют устройством, содержащим задающий генератор, усилитель мощности, коммутирующий блок и блок управления мощностью усилителя.Известные способ и устройство не обеспечивают достаточной точности :контроля при микросварке, за счет чего снижается качество и воопроизводимость,качества микрооварных соединений. Данный способ и устройство не позволяют автоматически выбирать экспериментально обоснованные и необходимые режимы сварки для каждой контактной пары. Необходимость выбора режима сварки, особенно при сборке больших, интегральных и гибридных схем, состоит в том, что каждая контактная площадка обычно характеризуется различным состоянием поверхности и структуры.Цель изобретения - повышение качества микроаварных,соединений. Поставленная цель достигается тем, что измеряют контактную разность, потенциалов между соединяемыми элементами, вычисляют ее производную и по величине аолученных 5 данных производят регулирование мощностии дополнительно длительности процесса сварками.Устройство, позволяющее осуществитьпредлагаемый способ, содержит блок измере ния разности потенциалов и вычислительноеустройство, при этом выход блока измерения соединен со входом вычислительного устройства, а выход,последнега подключен ко входу блока управления мощностью усилителя, 15 На чертеже показана схема предлагаемого устройства.Оно содержит задающий генератор 1, усилитель 2 мощности, коммутирующий блок 3, элекгроакустический преобразователь 4, кон центратор б, сварочный инструмент б, блок 7измерения, фильтр 8, усилитель 9 постоянного тока, вычислительное устройсгво 10, блок 11 управления мощностью усилителя.Как известно, кажущаяся площадь контактирования 5, соединяемых элементов состоит из суммы площадей 5, точек схватывания и суммы площадей 5, пятен, где соединение элементов не,произошло (пятеи разрыва) 5, = У 5, + У, Я-,. где1 - соответУ =л - в,45 50 55 со 65 ственно число а пятен и пятен разрыва. В данном случае контактная разность потенциалов между соединяемыми элементами, например присоединяемыми, проводником А и подложкой Б, представляется выражением где л=рл,. +," 1"рл - работа выходапроводника, /;, /, - доля 5 занятая соответственно -той точкой схватывания и 1-тымпятном разрыва, зл,л, - истинная работавыхода соответственно -того а-пятна и 1-тогопятна разрыва проводника, вБ =рь, +lистииная работа выхода 1-того а-пятна и 1-того пятна разрыва подложки.В процессе микроовархи происходит изменение площади контактирования 5, соединяемых элементов, при этом, естественно изменяется контактная разность, потенциаловмежду данными элементами,Работает устройство для управления процессом михросварки интегральных схем следующим образом.Электрические колебания задающего генератора 1, усиленные с помощью усилителя2 мощности, через коммутирующий блок 3подаются на электроакустический преобразователь 4, механические колебания которого спомощью концентратора б и сварочного инструмента 6,подаются в зону соединения, например, вывода 12 с контактной площадкой13. Для измерения контактной разности потенциалов между соединяемыми элементами12, 13 последние подключены ко входу блокаизмерения 7, состоящего из последовательносоединенных фильтра 8 и усилителя 9 постоянного тока. Фильтр 8 не пропускает кусилителю 9 постоянного тока переменную составляющую контактной разности потенциалов, изменяющуюся с частотой, равной рабочей частоте ультразвуковых колебаний.Перемененная составляющая контактнойразности потенциалов имеет значительнуювеличину в начальный момент микрооваркидо начала формирования сварной точки, когда происходит, процесс схватывания соединяемых поверхностей по контактным пятнам, иразрушение образовавшихся мостиков соединения. В дальнейшем в процессе формирования сварной точки переменная составляющаяконтактной разности потенциалов будет неоольшой по сравнению с постоянной составляющей, которая растет пропорциональноувеличению фактической, площади контакта.Выход фильтра 8 подключен ко входу усилителя 9, сигнал на выходе которого пропорционалвн контактной разности потенциаловмежду элементами 12, 13. Выходной сигнал Уусилителя 9 и его производная по времени.1 и/Ю анализируются с помощью вычислительного устройства 10, с помощью которого 5 10 15 20 25 30 35 4 О происходит управление процессом микро- сварки. Для этого ,выход вычислительного устройства подключен к блоку 11 управления мощностью усилителя мощности 2 и к коммутирующему устройству 3. По величине У, зависящей от площади контакта между соединяемыми элементами 12, 13 и производной ди/Й, зависящей от скорости роста, площади контакта, производится управление параметрами возбуждающих электрических колебаний, например их мощностью. Отключение электрических колебаний производится также с помощью. вычислительного устройства 1 О по достижении величинами У и ди/й определенных значгний, соответствующих высохокачественному соединению. Алгоритм управления процессом микрооварии разработан на основе предварительно проведенных исследований зависимости величины контактной разности потенциалов от качества микроаварного соединения, т. е. вычислительное устройство выбирает режим микросварки,и изменяет его при изменяющихся условиях в соответствии с заложенной в.программе зависимостью контактной разности потенциалов Р от площади контакта 5 прочности контакта /Ч , переходного сопротивления Яи других параметров микрооварного соединения У = Ф(5 Р пасв )Например, использование способа и устройства управления процессом микросварки при соединении алюминиевой проволоки диаметром 40 лкм с золотым покрытием толщиной - 5 лкл на подложке из кварца приводит к увеличению качества микросварных саедипений в 2 - 2,4 раза, воспроизводимость качества возрастет в среднем на 20%. Процент выхода годичных интегральных схем за счет этого увеличивается на 10 - 12/о,Ф ор мул а,из о бр етени я 1. Способ управления процессом микросварки, при котором осуществляют измерение одного из,параметров режима с последующим регулированием иощности, выделяемой в зоне соединения, о тли ч а ю щи й ся тем, что, с целью повышения качества сварных соединений, измеряют контактную разность потенциалов между соединяемыми элементами, вычисляют ее производну 1 о и по величине полученных данных, производят регулирование мощности и дополнительно длительности процесса сварки,2. Устройство для осуществления способа по п. 1, содержащее задающий генератор, усилитель мощности, коммутирующий блок,и блок управления, мощностью усилителя, о т л ич аю щ е е с я тем, что устройство содержит блок измерения разности потенциалов и вычислительное устройство, при этом выход блока измерепия соединен со входом вычислительнаго устройства, а выход последнего подключен,ко входу блока управления,мощностью усилителя.592544 Составитель В. Катин Корректор И. Симкииа Техред И. Рыбкина Редактор Г, Мозжечкова Заказ 1017/2059 Изд.206 Тираж 1207 НПО Государственного комитета Совета Министров СССР по делам изобретений и открытий Москва, Ж, Раушская наб., д. 4/5Подписное Тин. Харьк, фил. пред, Патент Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетелвство265320,кл. В 23 К 11/24, 1969.
СмотретьЗаявка
2403826, 01.08.1976
ИНСТИТУТ ЭЛЕКТРОНИКИ АН БЕЛОРУССКОЙ ССР
КОЛЕШКО ВЛАДИМИР МИХАЙЛОВИЧ, ГУЛАЙ АНАТОЛИЙ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B23K 11/24
Метки: микросварки, процессом
Опубликовано: 15.02.1978
Код ссылки
<a href="https://patents.su/3-592544-sposob-upravleniya-processom-mikrosvarki-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом микросварки и устройство для его осуществления</a>
Устройство для измерения мощности тепловых потерь с отходящими газами

Номер патента: 430291
Опубликовано: 30.05.1974
Авторы: Глейзер, Заничковска, Кочан
МПК: C21C 5/30, G01K 17/16
Метки: газами, мощности, отходящими, потерь, тепловых
...сопротивления 7 и 8, резисторами 11 - 18 и рео хордом отношения 14 в замкнутую цепь, Между серединой вторичной обмотки трансформа тора напряжения 10 и движком реохорда отношения 14 включен нуль-орган 15, состоящий из усилителя 16 и реверсивного двигателя 17, управляющего положением движка реохорда отношения 14. Реохорд отношения 14 и резис тор 12 зашунтированы резистором 18 и шунтирующим реохордом 19. Реохорд отношения проградуирован в значениях отношения разЛтностей температур -ЛО 5Первичная обмотка трансформатора напряжения 10 подключена к нуль-органу 20, состоящему из усилителя 21 и реверсивного двигателя 22, управляющего положением движка реохорда компенсации 23 до наступ ления компенсации.Движки реохордов 14, 19 и дополнительного...
Устройство для усиления мощности пневматических сигналов

Номер патента: 452679
Опубликовано: 05.12.1974
МПК: F15C 3/00
Метки: мощности, пневматических, сигналов, усиления
...клапанов 3 и 4. Коммутирующий вход клапана 3 соединен с выходом повторителя-усилителя 5, вход которого соединен с входным каналом, а в его канале питания установлен клапан 4.Устройство работает следующим образом.,В установившемся режиме, когда входной сигнал Р не меняется, на дросселе 2вхотсутствует перепад давлений, а выходной сигнал Р .равен входному.выхПри повышении входного сигнала на дрос селе 2 появляется перепад давлений, что вызывает срабатывание блока 1. Его сигнал открывает клапаны 3 и 4. Включается повторитель усйлитель,который отслеживает.М ЯД Раж 722 ПИСНО ренприятие Патент, Москва, Г, Бережковская наб., 24 входной сигнал и, усиливая его по мощности, ускоряет заполнение выходной линии сжатым воздухом, что уменьшает...
Устройство для измерения мощности на валу двигателя

Номер патента: 682775
Опубликовано: 30.08.1979
МПК: G01L 3/10
Метки: валу, двигателя, мощности
...напряжениячерез усилитель 14 поступает на второй вход блока 8 умножения. В блоке умножения происходит перемножение этого сигнала на сигнал измерителя 1 электродвижущей силы статора, поступаюцего на первый вход блока 8 умножения,Сигнал с выхода блока 8 умножения, пропорциональный крутящему моменту без учета момента механических потерь, складывается с выходным напряжением делителя, снимаемым с резистора 7, которое устанавливается пропорциональным моменту механических потерь переменным резистором б. При этом питание делителя осуществляется от стабилизированного реверсивното источника 4 напряжения.Суммарный сигнал, пропорциональный крутящему моменту, является выходом устройства, может быть, использован как для подключения...
Устройство для измерения мощности двигателей

Номер патента: 900134
Опубликовано: 23.01.1982
МПК: G01L 3/24
Метки: двигателей, мощности
...нулевого состояния в единичное, По положительному фронту импульса с прямого выхода счетного триггера 3 запускается схема 11 временной задержки, которая выдает импульс фиксированной длительности, соответствующей определенной частоте вращеныя вала двигателя при свободном разгоне. Это время задается схемой 6, состоянием управляющего триггера 4 и зависит от типа двигателя.С выхода схемы 11 временной задержки импульс подается на второй вход счетного триггера 3 и задним фронтом возвращает его в нулевое состояние. При достижении первой из заданных скоростей возвращение триггера 3 в нулевое состояние достигается или приходом входного импульса с формирователя 2 или импульсом с выхода ждущего мультивибратора 11. Схема 7 совпадения фиксирует...
Устройство для измерения мощности двигателя

Номер патента: 1030678
Опубликовано: 23.07.1983
Авторы: Ивашев, Когосов, Морозов
МПК: G01L 3/24
...Т биполярных импульсовравен времени 1 -го полного оборотавала. Сигнал с выхода датчика 1 поступает на входы отметчиков 11 и 12 экстремумов и на первый вход формировате 10 ля 15 управляющих сигналов,При подходе отверстия меховика к датчику 1 на выходе последнего формируется импульс попожитепьной полярности,который достигает своего амплитудного15 значения при прохождении края отверстиямимо оси датчика 1, В этот момент отметчик 11 формирует короткий импульс,который поступает на первые входы логического элемента ИЛИ 13 и формиро 2 О ватепя 14 временных интервалов. Последний срабатывает и формирует на своемвыходе единичный сигнал, При удаленииотверстия от датчика 1 на выходе последнего формируется импульс отрицательной25 попярности,...
Предыдущий патент: Устройство для электроконтактной сварки
Следующий патент: Способ автоматического регулирования процесса высокочасточной сварки
Случайный патент: Устройство для отбора проб жидкого металла