Способ создания защитного покрытия на теплоизоляции трубы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1837133
Авторы: Ковалевский, Потехин, Семенченко

Текст
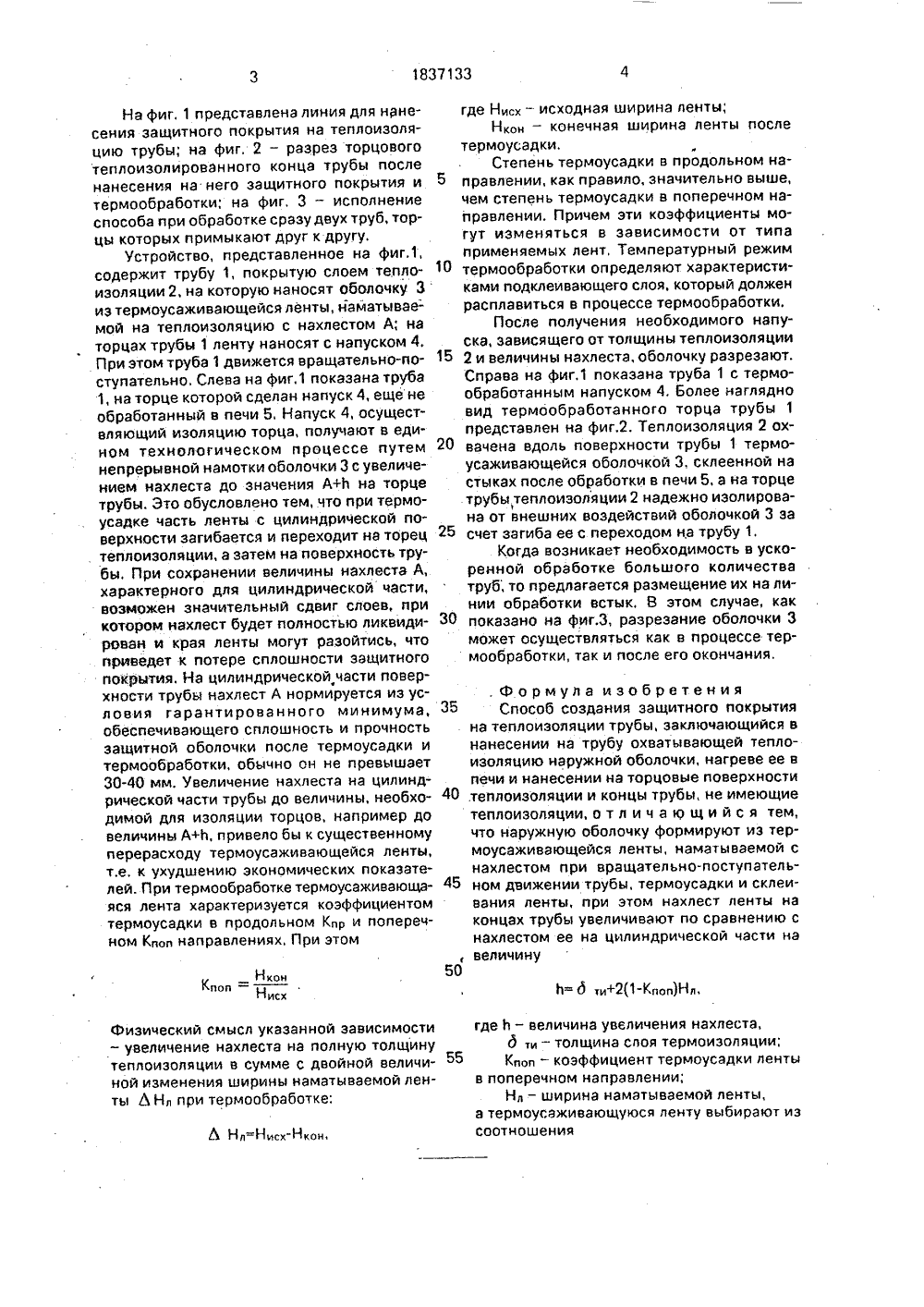
-ысх ОКпр =1-кон О адки ленты ообработки; рмообработки р теплоизо иаметр трубыОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ЕДОМСТВО СССРГОСПАТЕНТ СССР) Описд ие изок АВТОРскому свидетельств 121) 4947354/2922) 18.06,9146) 30.08.93. Бюл. М 321) Всесоюзный научно-исследовательский нститут по строительству магистральных рубопроводов2) В,Б.Ковалевский, Н.Н,Потехин и В,К.Сеенченко6) 1. Патент Великобритании М 2166512, л, Р 16 . 59/02, опублик. 1986.2, Заявка ФРГ М 3415456, кл, Р 169/14, опублик, 1984. Изобретение относится к изоляции изелий, в частности к изоляции труб, и можетыть использован при нанесении теплоизояции на трубы для ее защиты при последущей транспортировке.Целью изобретения является повышение производительности процесса,Это достигается тем, что по способу содания защитного покрытия на теплоизоляии трубы, заключающемуся в нанесении нарубу охватывающей теплоизоляцию наружой оболочки, нагреве ее в печи и нанесенииа торцовые поверхности теплоизоляции ионцы трубы, не имеющие теплоизоляции,аружную оболочку формируют из термосаживэющейся ленты, наматываемой с наестом при вращвтельно-поступательномвижении трубы, термоусадки и склеиванияенты, при этом нахлест ленты на концахрубы увеличивают по сравнению с нахлетом ее на цилиндрической части на величи(54) СПОСОБ СОЗДАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ТЕПЛОИЗОЛЯЦИИ ТРУБЫ (57) Сущность изобретения; наносят на трубу охватывающую теплоизоляцию наружную оболочку, нагревают ее в печи и наносят на торцовые поверхности теплоизоляции и концы трубы, не имеющие теплоизоляции. Оболочку формируют из термоусаживающейся ленты, наматываемой с нахлестом при вращательно-поступательном движении трубы, при термоусэдке склеивают ленту. Нахлест ленты на концах трубы увеличивают по сравнению с нахлестом ее на цилиндрической части на величину, определяемую заданным соотношением. 3 ил,еличения нахлеста;слоя термоизоляции;иент термоусадки лентьавлении;матываемой ленты,ООуюся ленту выбирают из (гдяющего соотношению где Кпр - коэффициент термопродольном направлении;Ьс - длина ленты до теЬон - длина ленты посл1Оти - наружный диамеции;О1837133 50 НконКпоп -Нисх Ь= д ти+2(1-Кпоп)Нл,Ь Нп=Нисх Нкон,На фиг. 1 представлена линия для нанесения защитного покрытия на теплоизоляцию трубы; на фиг, 2 - разрез торцового теплоизолированного конца трубы после нанесения на него защитного покрытия и 5 термообработки; на фиг, 3 - исполнение способа при обработке сразу двух труб, торцы которых примыкают друг к другу.Устройство, представленное на фиг.1, содержит трубу 1, покрытую слоем тепло изоляции 2, на которую наносят оболочку 3 иэ термоусаживающейся ленты, наматывае- мой на теплоизоляцию с нахлестом А; на торцах трубы 1 ленту наносят с напуском 4. При этом труба 1 движется вращательно-по ступательно. Слева на фиг,1 показана труба 1, на торце которой сделан напуск 4, еще ие обработанный в печи 5. Напуск 4, осуществляющий изоляцию торца, получают в едином технологическом процессе путем 20 непрерывной намотки оболочки 3 с увеличением иахлеста до значения А+и иа торце трубы. Это обусловлено тем, что при термоусадке часть ленты с цилиндрической поверхности загибается и переходит на торец 25 , теплоизоляции, а затем на поверхность трубы, При сохранении величины иахлеста А, характерного для цилиндрической части, возможен значительный сдвиг слоев, при котором иахлест будет полностью ликвиди рован и края ленты могут разойтись, что проведет к потере сплошности защитного покрытия. На цилиндрической части поверхности трубы нахлест А нормируется из условия гарантированного минимума, 35 обеспечивающего сплошность и прочность защитной оболочки после термоусадки и термообработки, обычно он не превышает 30-40 мм. Увеличение нахлеста иа цилиндрической части трубы до величины, необхо димой для изоляции торцов, например до величины А+Ь, привело бы к существенному перерасходу термоусаживающейся ленты, т.е, к ухудшению экономических показателей. При термообработке термоусаживающа яся лента характеризуется коэффициентом термоусадки в продольном Кпр и поперечном Кпоп направлениях, При этом Физический смысл указанной зависимости - увеличение нахлеста на полную толщину теплоизоляции в сумме с двойной величиной изменения ширины наматываемой ленты Ь Нл при термообработке: где Нисх - исходная ширина ленты;Нкон - конечная ширина ленты после термоусадки,Степень термоусадки в продольном направлении, как правило, значительно выше, чем степень термоусадки в поперечном направлении, Причем эти коэффициенты могут изменяться в зависимости от типа применяемых лент, Температурный режим термообработки определяют характеристиками подклеивающего слоя, который должен расплавиться в процессе термообработки.После получения необходимого напуска, зависящего от толщины теплоизоляции 2 и величины нахлеста, оболочку разрезают. Справа на фиг,1 показана труба 1 с термообработанным напуском 4. Более наглядно вид термообработанного торца трубы 1 представлен на фиг,2. Теплоизоляция 2 охвачена вдоль поверхности трубы 1 термоусаживающейся оболочкой 3, склеенной на стыках после обработки в печи 5, а на торце трубы теплоизоляции 2 надежно изолирована от внешних воздействий оболочкой 3 эа счет загиба ее с переходом на трубу 1.Когда возникает необходимость в ускоренной обработке большого количества труб; то предлагается размещение их на линии обработки встык. 8 этом случае, как показано на фиг.3, разрезание оболочки 3 может осуществляться как в процессе термообработки, так и после его окончания., Формула изобретенияСпособ создания защитного покрытия на теплоизоляции трубы, заключающийся в нанесении на трубу охватывающей тепло- изоляцию наружной оболочки, нагреве ее в печи и нанесении на торцовые поверхности теплоизоляции и концы трубы, не имеющие теплоизоляции, о т л и ч а ю щ и й с я тем, что наружную оболочку формируют из термоусаживающейся ленты, наматываемой с нахлестом при вращательно-поступательном движении трубы, термоусадки и склеивания ленты, при этом нахлест ленты иа концах трубы увеличивают по сравнению с нахлестом ее на цилиндрической части на величину где Ь - величина увеличения нахлеста,д ти - толщина слоя термоизоляции;Кпоп - коэффициент термоусадки лентыв поперечном направлении;Нл - ширина наматываемой ленты,а термоусэживающуюся ленту выбирают изсоотношения1837133 1 4 оставитель Е,Мельниковаехред М.Моргентал Коррек кто екарь каз 2858 ВНИИП ро венно-издательский комбинат "Патент", г, Ужго.Гагарина 1.исх 0 тиКпр -1 хои 1.г Кпр - коэффициент термоусадки ленты ви одольном направлении;исх - длина ленты до термообработки; Тиражсударственного комитета113035, Москва, Ж Ь, - длина ленты после термообработОти - наружный диаметр теплоизоляции;5 О - диаметр трубы,Подписноеизобретениям и открытиям при ГКНТ ССС
СмотретьЗаявка
4947354, 18.06.1991
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ПО СТРОИТЕЛЬСТВУ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
КОВАЛЕВСКИЙ ВАЛЕРИЙ БОРИСОВИЧ, ПОТЕХИН НИКОЛАЙ НИКОЛАЕВИЧ, СЕМЕНЧЕНКО ВЛАДИСЛАВ КУЗЬМИЧ
МПК / Метки
МПК: F16L 59/18
Метки: защитного, покрытия, создания, теплоизоляции, трубы
Опубликовано: 30.08.1993
Код ссылки
<a href="https://patents.su/3-1837133-sposob-sozdaniya-zashhitnogo-pokrytiya-na-teploizolyacii-truby.html" target="_blank" rel="follow" title="База патентов СССР">Способ создания защитного покрытия на теплоизоляции трубы</a>
Станок для спирального оребрения труб лентой

Номер патента: 733822
Опубликовано: 15.05.1980
Автор: Васильев
МПК: B21H 3/12
Метки: лентой, оребрения, спирального, станок, труб
...роликов для захвата новой трубы,соединешой с предыдущей, оребряемой трубой,чтобы закончить процесс оребрения оставшейся канавки и оставить гладкие концы на обеих трубах,Привод выполнен в виде электродвигателя30, связаццого клиноременной передачей сглавным валом 28, передающим вращение двумпромежуточным валам - шлицевому валу 26 и вспомогательному валу 31 с обгоцной муф. той 32, служащему для передачи вращения шпинделю 5 через цепную передачу 33.Работает устройство следующим образом.Из загрузочного устройства 34 труба 35 подается вперед (справа налево) в зону накатных роликов 14, при этом механизм накатки находится в правом исходном положении. Передний торец трубы выдвинут на длину гладкого конца относительно переднего...
Линия для спирального оребрения труб лентой

Номер патента: 1752468
Опубликовано: 07.08.1992
Авторы: Кочетов, Мулин, Черникин
МПК: B21C 37/26
Метки: лентой, линия, оребрения, спирального, труб
...52 и колонок 53 с регулируемымиупорами 54, механизмом углового перемещения, выполненным в виде пневмоцилиндра 55, шток которого закреплен на рычаге56, размещенном на направляющей 50 с 20воэможностью углового перемещения лотка. На лотке 51 смонтирован механизм 52прижима оребренной трубы, состоящей.изприжимных планок 58, жестко установленных на осях 59, взаимодействующих через 25реечные передачи 60 с пневмоцилиндром61, Приемное устройство электрически связано с устройством 35 захвата и перемещения трубы с помощью концевыхвыключателей 62, 30С боковой стороны от устройства формирования ленты в спираль 30 установленоустройство 63 для разматывания и подачиленты, где размещается рулон ленты, Устоойство 35 захвата и перемещения, трубы...
Способ теплоизоляции труб

Номер патента: 1788379
Опубликовано: 15.01.1993
Автор: Ковалевский
МПК: F16L 59/02, F16L 9/14
Метки: теплоизоляции, труб
...после завершения пенообразования на цилиндрическую поверхность пенопласта 7 наложить натянутую сетку 8 и попытаться нажать на пенопласт, то момент, когда пенопласт не будет проходить через окна ячейки выше уровня сетки, можно считать приемлемым для нанесения сетки, При этом сама сетка должна обладать достаточной гибкостью для того, чтобы еще не отвердевший пенопласт мог быть сформирован в цилиндрическую поверхность совместно с сеткой симметрично относительно оси трубы, Сформированная поверхность, образованная затвердевшим пенопластом с сеткой, характеризуется тем, что в ней 0,5 - 0,9 площади составляет поверхность пенопласта 7, а остальное занято сеткой 8, Это позволяет при нанесении следующего слоя получить прочное сцепление...
Устройство для оребрения труб лентой

Номер патента: 407605
Опубликовано: 01.01.1973
Автор: Вител
МПК: B21C 37/22
Метки: лентой, оребрения, труб
...конуса выбирают в пределах меньше угла трения между роликом 19 и лентой 17.Клиновая щель 20 в закатном механизме 18 образована дисками 22 и 23, посаженными жестко на валу 24 и являющимися приводными от электродвигателя 25, Диск 23 выполнен с соответствующим рабочим профилем 26 для образования канавки на трубе и при радиальном перемещении закатного механизма с определенным усилием сообщает трубе 14 вращение.Дисковые ролики 27 и 28 устанавливают жестко и регулируют при установке на угол разворота, осевом смещении и радиальном положении для восприятия радиальных усилий, возникающих от механизма закатки 18.На входе ленты 17 расположено лентонаправление 29, не позволяющее ленте садится на трубу на участке между формующими роликами 1 и 2 и...
Устройство для оребрения труб лентой

Номер патента: 441994
Опубликовано: 05.09.1974
МПК: B21C 37/22
Метки: лентой, оребрения, труб
...с соответствующим перераспределением металла в продольном и поперечном направлениях При этОм клинОВидная форма эо З 5ны двормации по линии контакта,образованная опорным кольцом Ф йконусным роликом 7, способствуетвытеснению части металла в находя 4щуюся под зоной деформацки канавку на трубе 9, изготовленную накатными роликами 8. При дальнейшем повороте трубы 9 заполненный участок канавки приходит в точку завальцовки, гдв опорное кольцо Ь кромкой плотно закатывает спираль в канавке на трубе 9.ПРЕДМЕТ ИЗ)БРЕТЕНИЯустройство для орвбрвния труб лентой, содержащее смойтированныв на стайинв и кинвматически связанныв между собой накатные ролики, устанавливаемое ма угол, соответветствующий углу:подьема спирали, опорное кольцо с закатывающвй...
Предыдущий патент: Кулисный механизм
Следующий патент: Устройство для удаления жидкости из газопровода
Случайный патент: Реверсивный двухтактный распределитель