Способ изготовления поршневых уплотнительных колец компрессоров
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
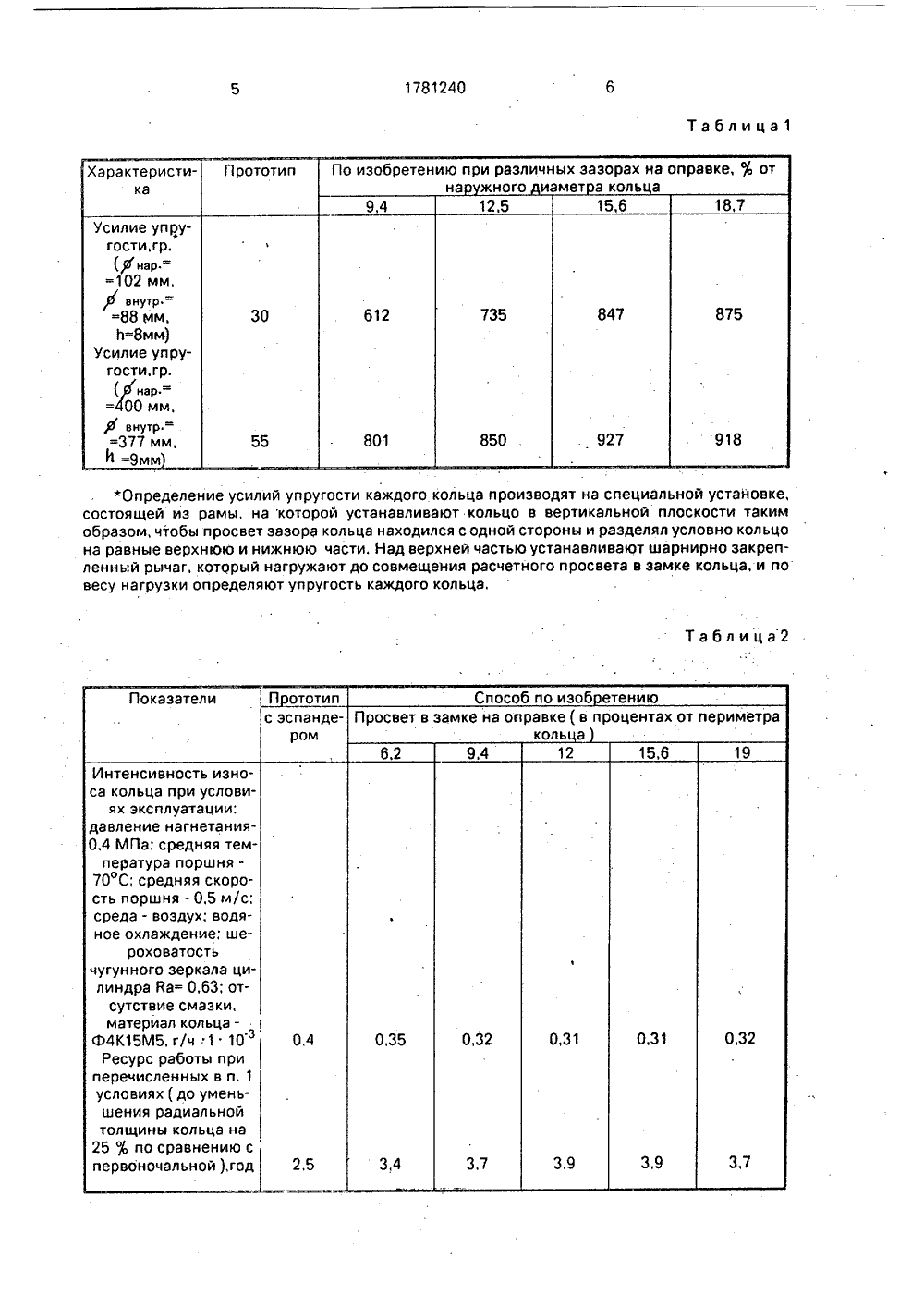
1240 А 1 СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 19) (11) ОПИСАНИЕ ИЗОБРЕ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕ-ВЫХ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ КОМПРЕССОРОВ(57) Сущность изобретения: компоненты фторнаполненной композиции дозируют, смешивают в электромагнитном смесителе, прессуют заготовку приудельйом давлейии прессования 50 МПа, спекают. при 3800 С, обрабатывают на токарном станке до пол. учения окончательных, размеров колец на токарном станке при разрезке стыка и дополнительно термофиксируют при 325 С в напряженном состоянии при просвете замка на оправке, равном 9,4-18,7 ф по отношению к наружному диаметру кольца. 2 табл,Указанный способ также не гарантируетполучение изделий с повышенной собственной упругостью, Известно, что кольца изфторлоновых композиций не имеют собственной упругости (3) и поэтому они устанавливаются с металлическими пружинами(экспандерами).Цель изобретения - повышение собст- венной упругости уплотнительйых поршневых колец,Изобретение иллюстрируется следующими примерами: поршневые уплотнительные кольца с наружным диаметром ф,= 102мм, внутренним диаметром Фан = 88 мм и. высотой 8 мм изготавливают из фторопластовой наполненной композиции"маркиК 15 М 5, имеющей следующий состав,вес.:фторопласт ф 4-80; кокс молотый - 15,дисульфид молибдена - 5.Компоненты смеси дозируют и смешивают в электромагнитном измельчителеО ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР 1(56) Новиков И.И., Захаренко В,П., ЛандоБ.С. Безсмазочные поршневые уплотненйяв компрессорах. Л.: Машиностроение, 1981г., с, 186,Уплотнения и уплотнительная техника.Справочник под редакцией Голубева А,И.,Кондакова Л,АМашиностроение, 1986,Пугачев А.К., Росляков О.А. Переработка фторопластов в изделия, Л.: Химия, 1987,с. 113. Изобретение относится к способу изготовления уплотнительных поршневых колец из наполненной фторопластовой композиции,Известен способ изготовления элементов трения компрессоров (1) прессованием смеси на основе фторопласта, Данный способ не предусматривает получение изделий с повышенной упругостью.Наиболее близким по технической сущ- ности к предлагаемому изобретению является способ изготовления изделий из наполненных композиций на основе фторопласта(2), где соблюдается следующая последовательность технологических операций: подготовка комГ онентов, смешение смеси, сушка, прессование, спекание заготовок в свободном состоянии. охлаждение заготовок с печью, механическая обработка до получения изделия необходимых точных размеров. о 5 С 08 3 5/16// Р 04 О 29/12смесителе типа ЭМИв течение 7 мин, Соотношение объемов смеси и мелющих тел (шарики диаметром 5-6 мм из феррита бария) составляет 10:1. Перемещенную смесь просеивают и подвергают магнитной сепарации,Прессование заготовок из смеси ведут на гидравлическом прессе при удельном давлении 50 МПа.Заготовки спекают в муфельной печи при 380 .10 С, охлаждают вместе с печью и обрабатывают на токарном станке до получения окончательных размеров поршневых колец при разрезке стыка.Для проведения термофиксации кольца насаживают на оправки, имеющие между торцами замка просвет, равный 9,4 о ;12,5 ; 15,6; 18,7% от размера наружного диаметра кольца.Собранные оправки устанавливают в электропечь, нагревают со скоростью нагрева не более 0,5 С в минуту до 325 С, выдерживают при этой температуре 2 ч и охлаждают вместе с печью;/При изготовлении колец по способу- прототипу смешение ведут в аппарате ударно-центробежного типа, прессование смеси осуществляют на гидравлическом прессе при удельном давлении 50 МПа, спекают заготовки в муфельной печи при 380+ 10 С, охлаждают вместе с печью и обрабатывают на токарном станке до получения окончательных размеров поршневых колец при разрезке стыка,Изготовленные поршневые кольца подвергают испытаниям по определению усилий упругости колец,Усредненные результаты испытаний приведены в табл.1,Результаты испытаний по определению износостойкости и ресурсу работы приведены в табл.2,Результаты испытаний показывают, что кольца, изготовленные по изобретению, имеют повышенную упругость по сравнению с прототипом. При уменьшении зазора менее 9,4 от размера наружного диаметра кольца усилие упругости становится не-, достаточнымдля создания уплотнительного эффекта. Увеличение зазора более 18,7 о нецелесообразно из-за возможной поломкикольца,Использование способа изготовления5 поршневых колец в соответствии с изобре-.тением позволит исключить возможные аварийные ситуации в результате поломокметаллических эспандеров в период эксплуатации, повысить износостойкость уплотни 10 тельных поршневых колец, так как ониобладают собственной упругостью и обеспечивают большую площадь контакта между кольцом и цилиндром по сравнению скольцом, который поджимается металличе 15 ским эспандером.Интенсивность износа колец, изготовленных способом в соответствии сизобретением, понизилась на 20-22,5 в.сравнении с кольцами, изготовленными по20 способу-прототипу и работающими в паре сэспандерами, а ресурс работы повысился на48 - 56%.Экономический эффект от использования изобретения достигается за счет увели 25 чения эксплуатационной долговечностиэлементов пар трения, снижения ремонтных затрат за счет удлиненного пробега работы компрессора при сохранениистабильных первоначальных характеристик30 по производительности компрессора,Ф ар мула и зоб рете н ияСпособ изготовления поршневых уплот нительных колец компрессоров из наполненных композиций на основе фторопласта Ф, включающий дозирование и смещение компонентов, прессование смеси, спекание заготовок и механическую обработку, о тл и 40 ч а ю щ и й с я тем, что, с целью повышениясобственной упругости поршневых уплотнительных колец, смешение компонентов осуществляют в электромагнитном смесителе и механически обработанные кольца в 45 напряженном состоянии при просвете замка на оправке, равном 9,4 о -18,7 по отношению к наружному диаметру кольца, дополнительно подвергают термофиксации при 325 С.1781240 Та бл и ца 1 ние усилий рамы, на к просвет захнюю и нижкоторый наопределяют Оп ределсостоящей иобразом, чтобна равные веленный рычавесу нагрузки Табли пособ по изоб етению ото азател эспанде- Просвет в замке на оправке ( в процентах от перим ром коль а 0.3,4 Интенсивность износа кольца при условиях эксплуатации: давление нагнетания,4 МПа; средняя температура поршня С; средняя скорость поршня - 0,5 м/с: среда - воздух; водяное охлаждение; шероховатость чугунного зеркала цилиндра Ва= 0,63; отсутствие смазки, материал кольцаФ 4 К 15 М 5, г/ч 110 Ресурс работы при перечисленных в п, 1 условиях ( до уменьшения радиальной толщины кольца на 25 % по сравнению с первоночальной ),год пругости каждого кольца произ торой устанавливают кольцо в ора кольца находился с одной ст юю части. Над верхней частью у ужают до совмещения расчетно пругость каждого кольца,одят на специальной устайовке, вертикальной плоскости таким роны и разделял условно кольцо станавливают шарнирно закрепго просвета в замке кольца, и по
СмотретьЗаявка
4833462, 12.04.1990
ДНЕПРОДЗЕРЖИНСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "АЗОТ"
ЧАПЧИКОВ ИГОРЬ ИВАНОВИЧ, ОПАРЕНКО ВЛАДИМИР ИВАНОВИЧ, СЛОНЧАК ВЛАДИМИР ПАВЛОВИЧ, ШИРЯЕВ ЮРИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: C08J 5/16
Метки: колец, компрессоров, поршневых, уплотнительных
Опубликовано: 15.12.1992
Код ссылки
<a href="https://patents.su/3-1781240-sposob-izgotovleniya-porshnevykh-uplotnitelnykh-kolec-kompressorov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления поршневых уплотнительных колец компрессоров</a>
Распорное пружинное кольцо для поршневых уплотняющих колец

Номер патента: 44746
Опубликовано: 31.10.1935
Автор: Ригмонд
МПК: F16J 9/00
Метки: колец, кольцо, поршневых, пружинное, распорное, уплотняющих
...на тело поршня кольца из листового металла,одно или несколько, друг на друга, для образования достаточной толщины слоя,с целью восстановления первоначального наружного диаметра уплотняющих колец, причем толщину эту приходится определять более или менее наглаз И ПОЭТОМУ ТРУДНО ДОСТИЧЬ РЭВНОмерного по всей окружности нажатия прокладочных колец на уплотняющие и одинакового прилегания последних к поверхности цилиндра.Для облегчения и упрощения работы по подкладке таких колец предлагается,согласно изобретению, делать их не круглой, а шестигранной, как показано на чертеже, формы. Такоеконечно:при этом разрезное и пружинноекольцо,будучи надето на тело поршня, получает на нем дополнительные для себя точки опоры и, работая на распор и на...
Приспособление к токарному станку для фрезерных работ

Номер патента: 36765
Опубликовано: 31.05.1934
Автор: Касьянчук
МПК: B23C 7/02
Метки: работ, станку, токарному, фрезерных
...фр:з ми 3, связанные при посредстве зубчатых передач 4 с валом 5 мотора, установленного на кронштейне 6 супорта. Для сообщения фрезам 3, помимо их вращения, одновременного еще и возвратно-поступа.тельного перемещения, каретка 1 соединена шатуном 7 с эксцентриком 8, заклиненным на валу, связанном прн посредс-ве червячной передачи 9 с валом 5 м торач"жт; фрезерными шпинделями 2 и 1 .,зубчатыми передачами 4 введены теле.скопич:-ские валы 10, причем соединение частей этих валов со шпинделями и еа лами зубчатых передач выполнены шар.нирными. В зависимости от размеров обрабатываемого изделия фрезерные шпинделя могут быть переставляемы на требуемое расс:ояние между собою.Обрабатываемое изделие, имеющее,например, цилиндрическую...
Счетчик работы ткацкого станка при трехсменной работе

Номер патента: 14060
Опубликовано: 31.03.1930
Автор: Владимиров
МПК: D03J 1/20
Метки: работе, работы, станка, счетчик, ткацкого, трехсменной
...на боковой связи Ф рамки А, а пальцами Л, входящими в прорезы, соединены с передвижными пластинами Н, при чем последние шарнирно связаны с рычагами Р, поворачивающимися вокруг стояка Г, укрепленного одним концом в угольник 5, а другим к рамке. Рычаги Р удерживаются в положении включения того или иного винта собачками С, шарнирно укрепленными наугольнике П, привернутом болтами к . связи Ф, Для удержания от вращения в нерабочее время винтов В предусмотрены тормаза И, прижимающиеся к торцевой поверхности втулок шестерен Ж и приводящиеся в действие от рычагов Л. Прорезь в пластинах Н для пальцев Л сдвинуты относительно друг друга таким образом, что при движении пластинок вправо выключаются два рычага Л и остается включенным один, при...
Устройство для измерения размеров упругих колец

Номер патента: 1434233
Опубликовано: 30.10.1988
Авторы: Демешко, Золотаревский, Ткаченко, Украинская
МПК: G01B 5/02
Метки: колец, размеров, упругих
...Диаметр контактных поверхностей губок 3 и 4 равен расстоянию между планками 1 и 2 ,без двух диаметров сечения кольца 5.Усилие пружины 15 штока 12 выби- щ 0 рается минимальным, достаточным для ,преодоления только сил трения при перемещении штока 12 в его рабочем диапазоне.Устройство работает следующимобразом.Установочную губку 3 закрепляют в необходимом для измерения положении. Упругое кольцо 5 устанавливают снаружи установочной 3 и измерительной50 4 губок. Движок б перемещают до исчезновения прогиба кольца 5 от штока 12, после чего его фиксируют стопорным винтом 10. По шкале 8 считывают размер образовавшегося отвала.Длина внутренней окружности упругого кольца1 = 21+00,внутренний диаметр кольцай=+О213где Р - диаметр полуцилиндров...
Зажимное устройство к токарному станку

Номер патента: 1234055
Опубликовано: 30.05.1986
Автор: Жуковский
МПК: B23B 31/00
Метки: зажимное, станку, токарному
...30 35 37, закрытых крьппками 38. В диске 26 выполнены также каналы 39 штоковой полости и каналы 40 поршневой полости.В зажимном устройстве по фиг. 3 диск 26 размещен соосно со шпинделем 4, установлен посредством роликов на стакане 41, жестко прикрепленном к корпусу 1, и снабжен наружным зубчатым венцом 42, посредством ко 40 торого он связан с дополнительно введенным зубчатым колесом 43, закрепленным на валу 25 привода 24ограниченного перемещения кулачков,К диску 26 прикреплен механизм 44зажима кольца 17 патрона, который 50 55 которого прикреплены фрикционныенакладки 46. Внутренняя камера 47баллона 45 соединена посредствомканалов 48, выполненных в диске 26и корпусе 1, с подводным штуцером 49.Кольцо 17 дополнительно имеетнаружную...
Предыдущий патент: Способ получения металлополимерного композита из металла и электропроводящего полимера
Следующий патент: Способ получения термостойкого синтактового пенопласта
Случайный патент: Способ гидротранспорта твердых материалов