Способ изготовления форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1729681
Авторы: Васин, Иткин, Копылов, Логиновский
Текст
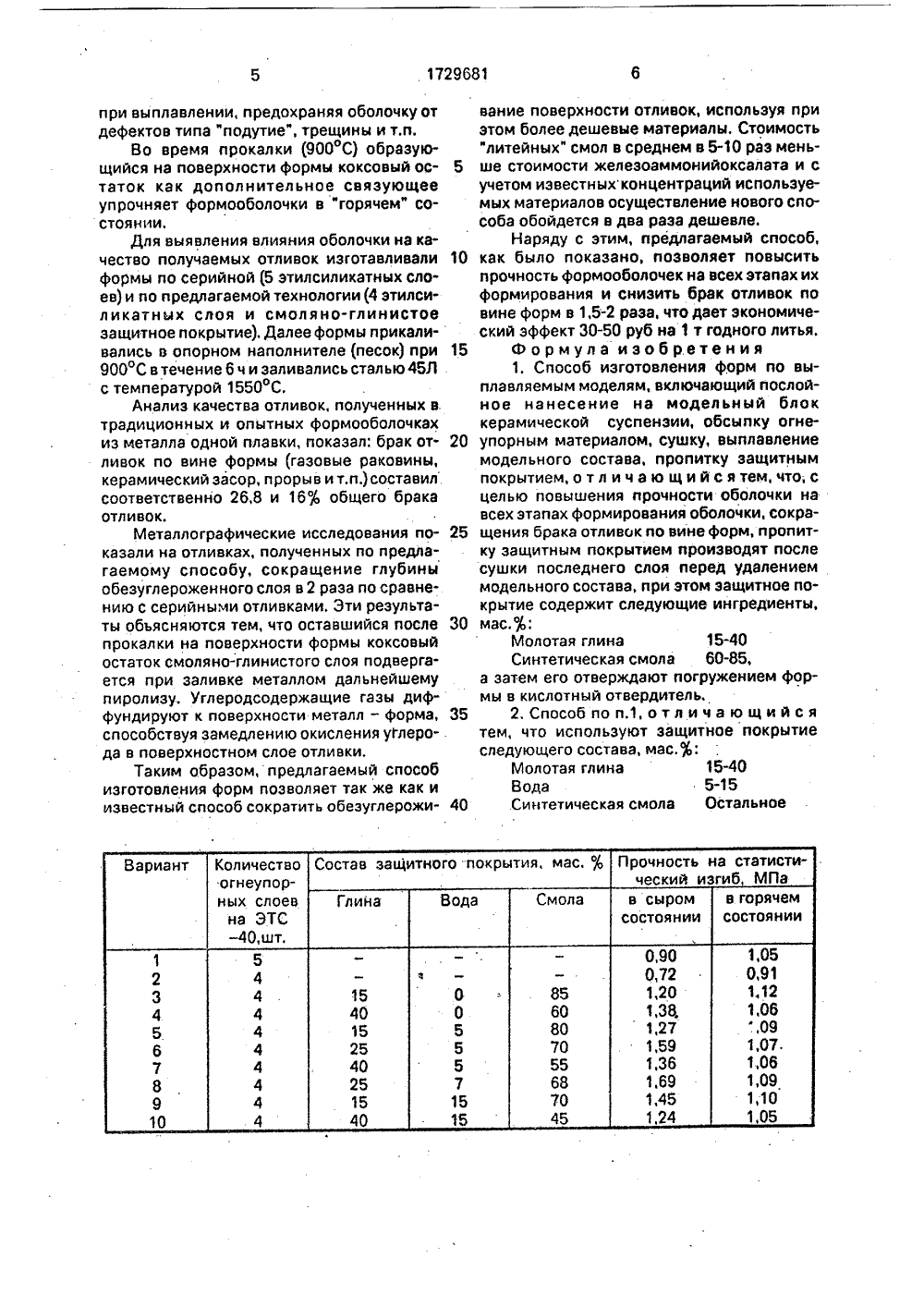
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 172968 2 С 9 ВТОРСКО ВИДЕТЕЛ ЬСТВ ше- эта- ака ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССРСАНИЕ ИЗОБР(54) СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПОВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ(57) Изобретение предназначено для изготовления форм по выплавляемым моделям Изобретение относится к литейному производству и может найти широкое применение при изготовлении отливок методом литья по выплавляемым моделям. Известен способ изготовления форм по выплавляемым моделям, в котором прокаленную керамическую форму пропитывают водным раствором .желеэоаммонийоксалата. Эта операция выполняется с целью повышения качества формы за счет уменьшения взаимодействия ее с металлом и стабилизации процесса обезуглероживания поверхности отливок, Железоаммонийоксалат, разлагаясь при нагреве, создает восстановительную атмосферу, что предотвращает обезуглероживание и повышает качество отливок за счет выравнивания их химического состава и механических свойств. на основе жидкостекольного и этилсиликатного связующих при производстве точных отливок из черных и цветных металлов. Цел ь изобретения - повышение прочности оболочек на всех этапах их формирования и сокращение брака отливок по вине формы, Поставленная цель достигается нанесением на оболочки защитного покрытия на основе синтетической смолы и отверждением его в кислотном отвердителе, которые производятся перед операцией удаления иэ формы модельного состава. Реализация способа позволяет повысить прочность формооболочек в 1,5-2,5 раза и существенно снизить бракотливок, вызываемый дефектами формы, 1 табл. Недостатком такого способа является то, что он не позволяет повысить прочность форм на этапах удаления модельного состава и прокаливания форм. Пропитка остыв шей прокаленной формы водным раствором Я требует дополнительной сушки ее перед за- Ч 3 ливкой металла, Кроме того, железоаммо- О нийоксалат имеет довольно большую р стоимость по сравнению с другими материалами, используемыми при изготовлении керамических форм. Известный способ не позволяет также сократить брак отливок, возникающий из-за низкой прочности форм ь в процессе их формирования,Целью изобретения является павы ние прочности формооболочек на всех пах их формирования, сокращение бр отливок по вине форм.Поставленная цель достигается тем, что пропитку защитным покрытием прозводятпосле сушки последнего слоя перед удалением модельного состава, при этом защитное покрытие отверждается погружением формы в кислотный отвердитель и содержит следующие ингредиенты, мас, ф.Молотая глина 15-40Синтетическая смола Остальное Наносимое защитное покрытие может также иметь следующий состав, мас.:Молотая глина 15-40Вода 5-15Синтетическая смола Остальное В качестве синтетической смолы можно использовать смолы, позволяющие получать после отверждения прочную пленку, не растворимую в горячей воде. Эти смолы должны также быть недефицитны, недороги и водорастворимы до отверждения. Таким требованиям соответствует, например, большинство скол, применяемых в других видах литейного производства (мочевиноформальдегидные, карбамиднофурановые и т.п.).В качестве кислотного отвердителя можно использовать водные растворы неорга;ических кислот, воздействие которых на укаэанные смолы как катализаторов процесса твердения известно, Прочность получаемого на поверхности формы защитного покрытия зависит от его толщины и степени отверждения, Поэтому при определении оптимального соотношения ингредиентов необходимо руководствоваться следующими соображениями, Во-первых, вязкость исходной смолы может колебаться в довольно широких пределах, Во-вторых, экспериментально установлено, что оптимальной для наносимого состава является вязкость 30- 60 с по ВЗ. При меньшей вязкости на .поверхности формы не образуется сплошного покрытия, при большей - покрытие получается толстым и не прорабатывается отвердителем на всю глубину, что ведет к снижению прочности, В-третьих, использование в качестве наполнителя смолы материалов, не придающих наносимому составу дополнительных связующих свойств, приводит к резкому (в 5-10 раэ) снижению прочности покрытия.Исходя из перечисленных фактов предлагается регулировать вязкость наносимого состава, а следовательно, и прочностные характеристики получаемого покрытия за счет введения в смолу воды и молотой глины, Вода является растворителем, а глина - наполнителем, причем наличие в составе последней повышает прочность получаемого покрытия в 1,5-2 раза.Для смол, имеющих исходную вязкостьниже 30 с по В 3-4, разбавление водой не требуется и необходимые технологические,свойства покрытия достигаются только введением в смолу молотой глины. Для болеевязких смол обязательно наличие в составе5 всех трех компонентов. При этом их соотношение должно быть таким, что меньшей вязкости смолы соответствует минимальноеколичество вводимой воды и максимальноеколичество глины. При большей вязкости10 смолы берется соответственно максимумводы и минимум глины. При вязкости смолы,например, 45 с оптимальным является введение в нее 25 глины и 7 фД воды (смола68).15 Для экспериментов изготавливалисьформы путем нанесения на модели четырехи пяти слоев на основе огнеупорной суспензии, приготовленной совмещенным методом на ЭТС. Вязкость суспензии 35 с по20 вискозиметру ВЗ, все слои сушились навоздухе при 25 С 4 ч. В качестве огнеупорного наполнителя использовали пылевидный кварц марки КП-З, обсыпочныйматериал - кварцевый песок марки КОЗ 15,25 После сушки последнего слоя форму погружали в емкость со смоляным составом, после чего ее окунали в кислотныйотвердитель, имеющий состав, мас. :Соляная техническая30 кислота, (концентрированная, 37;ь) 25Вода 75Закрепление производили 30 с. После10-минутной сушки на воздухе из форм вы 35 плавляли модельнцй состав в воде при 9598 ОС в течение 20 мин.Для сравнения готовили параллельноформу по тому же режиму, но без нанесениясмоляного слоя. Для определения прочно 40 сти керамики в "сыром" (после вытопки) и в"горячем" (при 900 С) состояниях изготавливали стандартные образцы на статический изгиб,Для экспериментов использовали кар 45 бамидно-фурановую смолу КФ(ТУ 6-051785-83) с вязкостью 40 с по В 3-4, а такжемолотую глину марки НУ(ТУ 14-8-336-80).В таблице приведены результаты проведенных экспериментов.50 Анализ данных свидетельствует о возможности замены одного слоя формооболочки на основе дорогостоящего ЭТС слоемна основе смолы, улучшая при этом технологические характеристики формы,55 Повышение прочности форм в "сыром" состоянии обьясняется образованием проч-ной смоляно-глинистой пленки, которая после отверждения повышает сопротивление Формы расширению модельного состава1729681 Состав защитного покрытия, мас.% Прочность на статистический изгиб МПа Количество огнеупорных слоевна ЭТС -40,шт. Вариант Смола Вода Глина в горячемсостоянии в сыромсостоянии 1,05 0,91 1,12 1,06 ".,09 1,07.1,06 1,09 1,10 1,05 0,90 0,72 1,201,38, 1,27 1,59 1,36 1,69 1,45 1,24 5 4 4 4 4 4 4 1 2 3 5 6 7 8 9 10 8560 80 70 55 68 70 45 15 40 15 25 40 25 15 40 О 0 5 5 5 7 15 15 при выплавлении, предохраняя оболочку отдефектов типа "подутие", трещины и т.п.Во время прокалки (900 С) образующийся на поверхности формы коксовый остаток как дополнительное связующееупрочняет формооболочки в "горячем" состоянии.Для выявления влияния оболочки на качество получаемых отливок изготавливали 10формы по серийной (5 этилсиликатных слоев) и по предлагаемой технологии (4 этилсиликатных слоя и смоляно-глинистоезащитное покрытие). Далее формы прикаливались в опорном наполнителе (песок) при 15900 С втечение 6 ч и заливались сталью 45 Лс температурой 1550 С.,Анализ качества отливок, полученных в.традиционных и опытных формооболочкахиз металла одной плавки, показал: брак отливок по вине формы (газовые раковины,керамический засор, прорыв и т.п.) составил.соответственно 26,8 и 16% общего бракаотливок.Металлографические исследования показали на отливках, полученных по предлагаемому способу, сокращение глубиныобезуглероженного слоя в 2 раза по сравнению с серийными отливками. Эти результаты обьясняются тем, что оставшийся после 30прокалки на поверхности формы коксовыйостаток смоляно-глинистого слоя подвергается при заливке металлом дальнейшемупиролизу, Углеродсодержащие газы диффундируют к поверхности металл - форма, 35способствуя замедлению окисления углерода в поверхностном слое отливки,Таким образом, предлагаемый способизготовления форм позволяет так же как иизвестный способ сократить обезуглерожи вание поверхности отливок, используя при этом более дешевые материалы. Стоимость "литейных" смол в среднем в 5-10 раз меньше стоимости железоаммонийоксалата и с учетом известныхконцентраций используемых материалов осуществление нового способа обойдется в два раза дешевле.Наряду с этим, предлагаемый способ, как было показано, позволяет повысить прочность формооболочек на всех этапах их формирования и снизить брак отливок по вине форм в 1,5-2 раза, что дает экономический эффект 30-50 руб на 1 т годного литья.Формула изобретения 1. Способ изготовления форм по выплавляемым моделям, включающий послойное нанесение на модельный блок керамической суспензии, обсыпку огнеупорным материалом, сушку, выплавление модельного состава, пропитку защитным покрытием, о т л и ч а ю щи й с я тем, что; с целью повышения прочности оболочки на всех этапах формирования оболочки, сокращения брака отливок по вине форм, пропитку защитным покрытием производят после сушки последнего слоя перед удалением модельного состава, при этом защитное покрытие содержит следующие ингредиенты, мас.%:Молотая глина 15-40Синтетическая смола 60-85, а затем его отверждают погружением формы в кислотный отвердитель.2, Способ по п 1, отл и ч а ю щи й с я тем, что используют защитное покрытие следующего состава, мас.%:Молотая глина 15-40Вода 5-15Синтетическая смола Остальное
СмотретьЗаявка
4713902, 29.05.1989
ЧЕЛЯБИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНИНСКОГО КОМСОМОЛА
ВАСИН ЮРИЙ ПЕТРОВИЧ, ЛОГИНОВСКИЙ АЛЕКСАНДР НИКОЛАЕВИЧ, КОПЫЛОВ АЛЕКСАНДР НИКОЛАЕВИЧ, ИТКИН ЮРИЙ МАТВЕЕВИЧ
МПК / Метки
Метки: выплавляемым, моделям, форм
Опубликовано: 30.04.1992
Код ссылки
<a href="https://patents.su/3-1729681-sposob-izgotovleniya-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления форм по выплавляемым моделям</a>
Покрытие для изготовления химически инертных форм в производстве литья по выплавляемыммоделям

Номер патента: 317464
Опубликовано: 01.01.1971
Авторы: Аверченков, Институт, Цибрик, Червинска, Черненко
Метки: выплавляемыммоделям, инертных, литья, покрытие, производстве, форм, химически
...магнезит после обжига остается рыхлым с наличием неразложившихся карбонатов и обладает повышенной реакционной способностью.Предложенное покрытие позволяет получить контактные слои оболочковой формы химически инертными. В составе покрытия используют химически инертный высокообожженный магнезит, сернокислый магний и минерализатор - двуокись титана. Высокообожженный магнезит является основой покрытия, сер нокислый магний вводят в состав покрытия для получения мелкодисперсной МдО (при температуре 1124 С протекает реакция Мд 504-+ -эМдО+ЬОз), необходимой для активации процесса спекания магнезита при обжиге. Двуокись титана снижает температуру спекания магнезита до 1200 - 1250 С и получают высокопрочное покрытие без изменения химической...
Способ стабилизации формы чугунных отливок

Номер патента: 428011
Опубликовано: 15.05.1974
МПК: C21D 7/10
Метки: отливок, стабилизации, формы, чугунных
...способ стабилизации формы чугунных отливок, включающий статическое нагружение, например 5 - 6-кратное, при продолжительности цикла обработки 20 - 30 мин. Однако известный способ не обеспечивает удовлетворительной производительности при обработке отливок с низким уровнем остаточных напряжений.С целью сокращения продолжительности обработки отливок с низким уровнем остаточных напряжений по предложенному способу нагружение производят напряжениями, превышающими остаточное в 3 - 6 раз, при продолжительности цикла обработки 0,0002 - 0,075 час.Предложенный способ, например, применительно к обработке чугунных отливок с величиной остаточных линейных напряжений не более 3 кг/ми 2, включает статическое нагружение напряжениями, превышающими...
Способ гальванического покрытия слоем висмута в щелочном электролите изделий из свинцовых сплавов или стальных освинцованных изделий

Номер патента: 92606
Опубликовано: 01.01.1951
Авторы: Лайнер, Персианцева
Метки: висмута, гальванического, освинцованных, покрытия, свинцовых, слоем, сплавов, стальных, щелочном, электролите
...свинцовых сотличающийся тематода 0,5 а/дм и техокислого висмута 7565 г/л, едкого калия св висмута стальнь сс прово 70 - 75 ина 12 5 г/л п ия слоем лавов иличто проце пературег/л. глице 1ободного В ЩЕ,ЧОЧ 11 освипцованДЯТ ПРИ ПЛОТв электролит(0 МЛ/Л, ЕДКОГОВПННОЙ КИСЛО Известны кислые электролиты, предазачеыс для раф 1.:1- рОВания Висмута, нгпример 001)фтористоводородпьке эленролиты О:1- нано эти электро;ить не пригодны для получения сцепленных Впсмутовых покрытий на свпнце или освинцовапных изделия.". Описываемый способ гальванического покрытия озволяст получить висмутовыс покрытия па изделиях из свинца, свинцовых сплавов плн стальны; о(- ВипцОВапных изделиях и,ает ВОзмОжнОсть сооощнть пове 1)кОстям таких изделий антифрикцио 1 ые...
Способ нанесения гидроизоляционного слоя на наружную поверхность тюбинговой обделки туннелей

Номер патента: 93736
Опубликовано: 01.01.1952
Авторы: Квасов, Кобзев, Лесохин, Пружинер, Чижов
МПК: E21D 11/38
Метки: гидроизоляционного, нанесения, наружную, обделки, поверхность, слоя, туннелей, тюбинговой
...и формования гидроизоляциопного слоя заданной толщины.На чертеже показан продольный разрез щита с приспособлениями для ввода горячего битума в строительный представляет собой кольцевое пространство между наружной поверхностью туннельной обделки и внутренней поверхностью оболочки 5 щита. Введенная в строительный зазор масса при остывании принимает форму трубы с толщиной стенки, равной высоте строительного зазора, а так как она через вновь уложенное тюбинговое кольцо поступает при значительной температуре, то и соединяется (сливается) с ранее введенной массой 6; таким образом, на всем протяжении чугугшая туннельная обделка по наружной поверхности будет покрыта сплошным слоем асфальтобитумной массы, а толщшга этого защитного изоляционного...
Раствор для образования разделительного слоя на поверхности легкоплавкой модели зубного протеза

Номер патента: 1736467
Опубликовано: 30.05.1992
Авторы: Гальперина, Дрожин, Коган, Соболь
МПК: A61C 13/00
Метки: зубного, легкоплавкой, модели, образования, поверхности, протеза, разделительного, раствор, слоя
...заполняют водой при 5070 С на три четверти расчетного обьемэ,после чего в нее вводят компоненты в следующей последовательности: кислота сульфаминовая, никель двуххлористый, хромтреххлористый, ангидрид хромовый, Каждый из последующих компонентов вводят враствор после полного растворения предыдущих. Затем ванну доливают холоднойводой до рабочего уровня и охлаждают докомнатной температатуры.При обработке поверхности моделираствором на ее поверхности образуется, оксидная пленка, обеспечивающая возможность отделения расплава материала модели от выращенной гальванокопии - зубногопротеза, Несмачиваемость разделительного слоя расплавом модели позволяет полностью удалить расплав.П р иЬ е р. Изготовляли урию моделейодинаковой формы из...
Предыдущий патент: Установка для приготовления и запрессовки модельной массы
Следующий патент: Пневматическая трамбовка
Случайный патент: Устройство для контроля оперативной памяти