Способ изготовления керамических форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
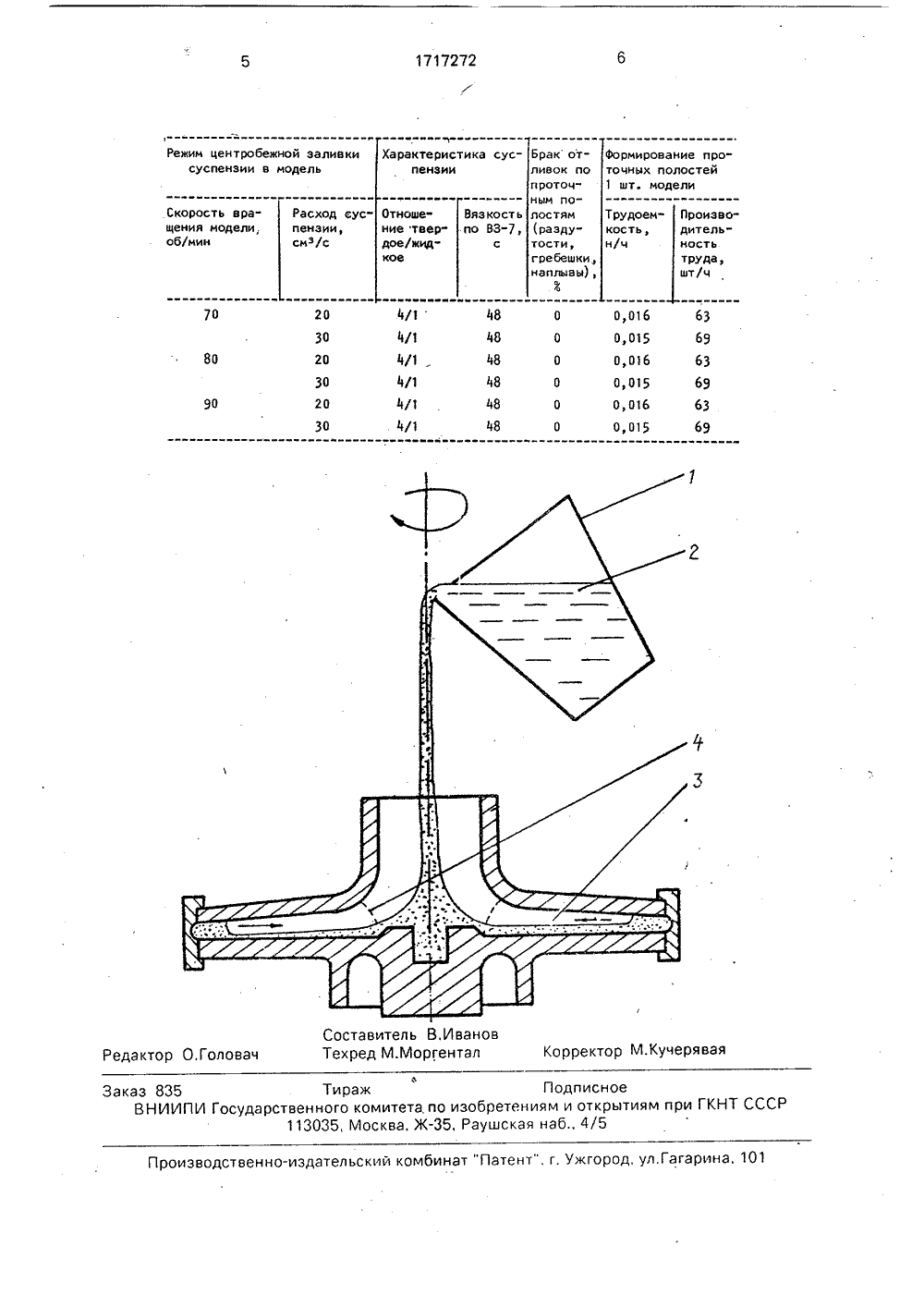
9) 505 В 22 уО "ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР ИСАНИЕ ИЗОБРЕТЕНИ ВТО МУ СВИДЕТЕ(71) Институт проблем литья АН УССР и Специальноее конструкторско-технологическое бюро герметичных и скважинных насосов Научно-производственного объединения "Молдавгидромаш"(56) Стрюченко А,А. и др. Керамические формы в точном литье по выплавляемым моделям, - М.: Машиностроение, 1988, с, 99, 100.Авторское свидетельство СССР Гч. 839654, кл. В 22 С 9/04, 1979.(54) СПОСОБ ИЗГОТОВЛЕНИЯ КСКИХ ФОРМ ПО КЬПЛАВЛЯЕМЛЯМ ЕРАМИЧЕЫМ МОДЕИзобретение производству, в ч товления керами мым моделям. Цель изобрет тонкополостных емкости и повыш На чертеже дотносится к литейному стности к способам изгоских форм по выплавляезии мо специ столе ния - улучшение качества тливок, снижение трудоние производительности. ана схема осуществления имер,ес типа аритные на вых я тонко я гермети выплдля форчасть стя эласти способ Пр чих кол сов, Габ Размер являетс Дл сборно также ковую еваетсИзготовление отливок рабоЦГ 3,6/32 для электронасо-,размеры колеса ф 1 60 х Ь 85 мм,оде колеса 7 мм, т.е, колесополостным,изации внутренней полостиавляемой модели колеса, амирования полости под знаржня на модель колеса надчный поясок, Подготовлен(57) Изобретение относится к способам изготовления керамических форм по выплавляемым моделям. Цель изобретения - улучшение качества тонкополостных отливок, снижение трудоемкости и повышение производительности. Формирование тонких полостей отливок производят наливным керамическим стержнем путем заливки огеливаемой суспензии в модель. Модель предварительно герметизируют по наружному диаметру эластичным пояском с одновременным получением полости под знаковую часть керамического стержня. Затем модель вращают вокруг вертикальной оси со скорости 70 - 90 об/мин, а в полость модели заливают отвакччмированную суспензию с ее расходом 20-30 см /с. 1 табл., 1 ил.3 ную таким образом к заливке суспен дель располагают без крепления в альном гнезде, закрепленном на центробежной машины,Состав огеливаемой суспензии, мас.%: гидролизованный раствор этилсиликата 40 - 20; пылевидный кварц 54; кварцевый песок марки 1 К 02 А - 26, Гелеобразователь - 50%-й водный раствор триэтаноламина в количестве 1,5% (сверх 100%). Время гелеобразования суспензии 4 мин. После приготовления суспензии в объеме 0,6 дм для заливки по 3лостей двух моделей колес следует ее вакуумирование по следующему режиму; разрякение 0,85 кгс/см; продолжитель 2,ность достижения оптимального разрякения 20 с; продолжительность вакуумирования при оптимальном разряжении 40 с; сброс вакуума 25 с; общая продолкитель1717272 50 ность процесса вакуумирования суспензии 1 мин ЗОс,Далее включают центробежное устройство, которое обеспечивает вращение модели вокруг ее вертикальной оси со скоростью 82 об/мин. В эту модель из ковшика 1 вливается суспензия 2, которая попадает в проточную полость колеса 3 и под воздействием центробежных сил, а также лопастей 4 отбрасывается на периферию полости. Таким образом, заполнение тонких полостей модели происходит по направлению от периферии к центру, что при практически подобранном расходе суспензии (30 см /с) обеспечивает своевременный выход воздуха из тонких полостей в процессе их заполнения суспензией, Расход суспензии определялся по продолжительности заливки тонких полостей модели.Залитую модель после остановки центробежной машины немедленно снимают со стола и полностью погружают в холодную воду на отстой для гелеобразования и твердения суспензии, На ее место располагают другу акую же модель, включают машину и снова производят заливку суспензии. Таким образом, втечение 1 ч при налаженном производстве можно залить 100 - 120 моделей,После гелеобразования и твердения суспензии в течение 5 мин с подели снимается эластичный поясок и модель сразу же полностью погружается в холодную воду на 1 ч с целью предотвращения появления трещин на открытых поверхностях керамического стержня из-за неравномерности усадки при последующем провяливании на воздухе. Через одни сутки к модели припаивался стояк, после чего она отправлялась на операцию формирования многослойного покрытия (б слоев) согласно принятому в цехе технологическому процессу литья по выплавляемым моделям,Выплавку модели производят в воде, После принятого режима воздушной сушки оболочковую форму с расположенным в нейналивным керамическим стержнем сушатперед формовкой в течение 2 - 3 ч при 180 -200 С для ускоренного удаления из нее во 5 ды. В дальнейшем технологический процессостается беэ изменений, т.е. оболочковыеформы направляются на формовку, обжиг,заливку и т,д.Режимы центробежной заливки,.харак 10 теристика суспензии и параметры производства представлены в таблице.Применение предлагаемого способапозволяет улучшить качество тонкополостных отливок с ликвидацией брака при раз 15 дутости, резко снизить трудоемкостьизготовления отливок и повысить производительность труда,Формула изобретения 20 Способ изготовления керамическихформ по выплавляемым моделям, преимущественно для получения тонкополостных отливок рабочих колес насосов, включающий заполнение тонких полостей модели 25 огеливаемой суспензией, послойное нанесение керамической суспензии на модельный блок, обсыпку каждого слоя огнеупорным наполнителем, прокаливание формы, отличающийся тем,что,с ЗО целью улучшения качества тонкополостныхотливок,снижения трудоемкости и повышения производительности, предварительно формируют керамический стержень заливкой огеливаемой суспензии в располокен ные в горизонтальной плоскости тонкиеполости с герметизацией их со стороны нарукной поверхности модели и при вращении модели вокруг вертикальной оси со скоростью 70 - 90 об/мин, поичем расход 40 суспензии составляет 20 - 30 см /с и ее пезред заливкой вакуумируют, а в центральной части по наружному контуру модели выполняют полость под знаковую частьстержня.451717272 Характеристика сус- пензии Режим центробежной заливки суспензии в модель формирование про"точных полостей1 шт. модели Скорость вращения модели,об/мин Расход суспензиисмз/с ОтношеВязкостьпо В 3-7,с Производительностьтруда,шт/ч Трудоемкость,н/ч ние твер"дое/жид"кое 48 70 20 30 80 20 90 го О, 015 2 оставитель В,Ива ехред М.Моргента черявая рректор актор О,Головач Тираж Подписноеарственного комитета, по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж. Раушская наб 4/5 аказ 835 ВНИИПИ Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 10 4/14/14/1 .4/14/14/1 Бракотливок по проточным полостям (раздутости гребешки, наплывы)В 48 О 48 О 48 0 48 0 48 0 0,016 0,019 0,016 0,015 0,016 69 63 69 63 69
СмотретьЗаявка
4499149, 01.09.1988
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УССР, СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО ГЕРМЕТИЧНЫХ И СКВАЖИННЫХ НАСОСОВ НАУЧНО-ПРОИЗВОДСТВЕННОГО ОБЪЕДИНЕНИЯ "МОЛДАВГИДРОМАШ"
СТРЮЧЕНКО АНДРИАН АЛЕКСАНДРОВИЧ, ЧМЫХ ИВАН ДЕМЬЯНОВИЧ
МПК / Метки
МПК: B22C 9/00
Метки: выплавляемым, керамических, моделям, форм
Опубликовано: 07.03.1992
Код ссылки
<a href="https://patents.su/3-1717272-sposob-izgotovleniya-keramicheskikh-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления керамических форм по выплавляемым моделям</a>
Способ изготовления мастиковых моделей для металлических отливок

Номер патента: 25686
Опубликовано: 31.03.1932
Автор: Андрианов
МПК: B22C 7/02
Метки: мастиковых, металлических, моделей, отливок
...чугуна или цветных металлов. Указанные металлические модели стоят дорого и требуют продолжительной об работки, и потому уже предлагалось применять мастиковые модели, которые не требуют больших затрат и ускоряют установку.Предлагаемый способ изготовления таких мастиковых моделей для металлических отливок состоит в том, что серу и хлористый магний нагревают в кузнечном горне, не доводя до 114, и затем, по прибавлении графита и небольшого количества чугунной стружки, полученной массой заливают формы. Масса состоит из 51.7% серы, 5,8/, графита и 25,8 чугунной стружки (сеянной) по отношению к общему количеству 16,7 хлористого магния. Для отливки из мастики изготовляют деревянные модели с учетом определенной усадки, каковая требуется для...
Суспензия для изготовления форм по выплавляемым моделям
Номер патента: 764827
Опубликовано: 23.09.1980
Авторы: Диль, Ислентьев, Керская, Сивин
МПК: B22C 1/02
Метки: выплавляемым, моделям, суспензия, форм
...в течение 60 мин при числе оборотов 1400 в мин, Суспензия содержит, вес.Ъ; связующего 30, наполнителя 70.Дополнительно приготовлено десять составов суспензий,отличающихся друг от друга содержанием азотнокислого натрия, равным в каждом составе последовательно" ,вес,Ъ: 0,1 р 0,2 рО,Зр 0,4 р 0,5 р 0,6; 0,7 0,8; 0,9; 1,0. Для приготовления 29,97 29,94 29 с 91 29,88 29,85 29,82 29 с 79 29,76 29,73 29,70 Иэ таблицы видно что добавление азотнокислого натрия в суспенэию для получения керамических оболочек снижает толщину поверхностного обеэугле- роженного слоя отливок. Оптимальное содержание азотнокислого натрия в О суспензии составляет 0,3-0,5 вес,Ъ, при этом толщина поверхностного обез" углероженного, слоя отливок имеет небольшие...
Способ оценки смачивания сыпучих материалов суспензиями, применяемыми в литье по выплавляемым моделям

Номер патента: 1762188
Опубликовано: 15.09.1992
Авторы: Конопелько, Конотопов, Кулагина, Сисина, Толстопятов, Худин
МПК: G01N 13/02
Метки: выплавляемым, литье, моделям, оценки, применяемыми, смачивания, суспензиями, сыпучих
...таким образом, чтобы свежая порция порошка не попадала на слой. уже покрывший воду Оценку смачивания порошков жидкостью проводят по доле частиц, удерживаемых на поверхности жидкости. Величина смачивания оценивается эффективностью пленочной флотации, выраженной в процентах, между которой и углом смачивания существует линейная зависимость.Способ. имеет ряд недостатков, препятствующих его применению при оценке смачивания суспензиями сьпучих материалов,в частности, зернистых огнеупорных материалов:- нанесение сыпучего материала таким образом, чтобы его последующая порция не попадала на слой, уже покрывший воду, сложная и трудоемкая операция, требующая навыков и специальных приборов; способ очень чувствителен к размеру и форме частиц и...
Способ приготовления суспензии для изготовления оболочек по выплавляемым моделям

Номер патента: 712192
Опубликовано: 30.01.1980
Авторы: Григорьева, Кантор, Максимков, Минин, Романов, Тихомирова
МПК: B22C 9/04
Метки: выплавляемым, моделям, оболочек, приготовления, суспензии
...т. е. производят капельное смачивание его поверхности спиртом, смешивают с /4 объема гидролизованного раствора и дают выдержку в течение 1 ч 40 мин - 2 ч для равномерного набухания монтморил лонита и равномерного распределения егопо объему гидролизова нного раствора этилсиликата. Меньшее время выдержки недостаточно для получения геля в объеме гидролизованного раствора этилсиликата.25 Большее время экономически нецелесообразно, так как увеличивается общее время приготовления суспензии.В гндролизере перемешивают оставшиеся /4 объема гидролизованного раствюра з 0 этилсиликата с пылевидным наполнителем% Свойства оболочек предел прочности на изгиб,кгс/с,я 2Способприготовления суспензия до прокаливанияОдновременное смешивание...
Суспензия для изготовления форм по выплавляемым моделям
Номер патента: 719779
Опубликовано: 05.03.1980
Авторы: Аржакова, Кабанов, Малашонок, Назаренко, Симановский, Шевченко
МПК: B22C 1/00
Метки: выплавляемым, моделям, суспензия, форм
...значительно быстрее и образцы не выдер тФЯлхейия"гидрйда "кремнияиз керамики живают требуемого срока работы в издереакция образования ортосиликата цирко- . Лйй,"йия в -прямом направлении не пойдет и об- Данные-по привесу соответствуют данразуется форма,пбчтЪйолйостью"сбстояшая ным визуального осмотра. Те образцы, ко"йз"двуокиси циркония, который инертенпо торые имеют черную окисную пленку. при"отйоШенйюк заливаемому металлу, взвешивании (взвешивание проводится чеВ таблице представлены "результаты рез каждые 15 суток) имели привес 0,5 -испытаний на коррозионную стойкость отли,6 мг/см в сутки, а образцы с белой рыхвок, залитых в формаХ, Йзготовленных из лой пленкой на поверхности имели привессуспензий по известному и предлагаемым 0,8...
Предыдущий патент: Смесь для изготовления литейных форм и стержней
Следующий патент: Теплоизолирующая смесь для утепления прибыльной части слитка
Случайный патент: 422031