Способ суперфиниширования поверхностей вращения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1710310
Автор: Спицын


Текст
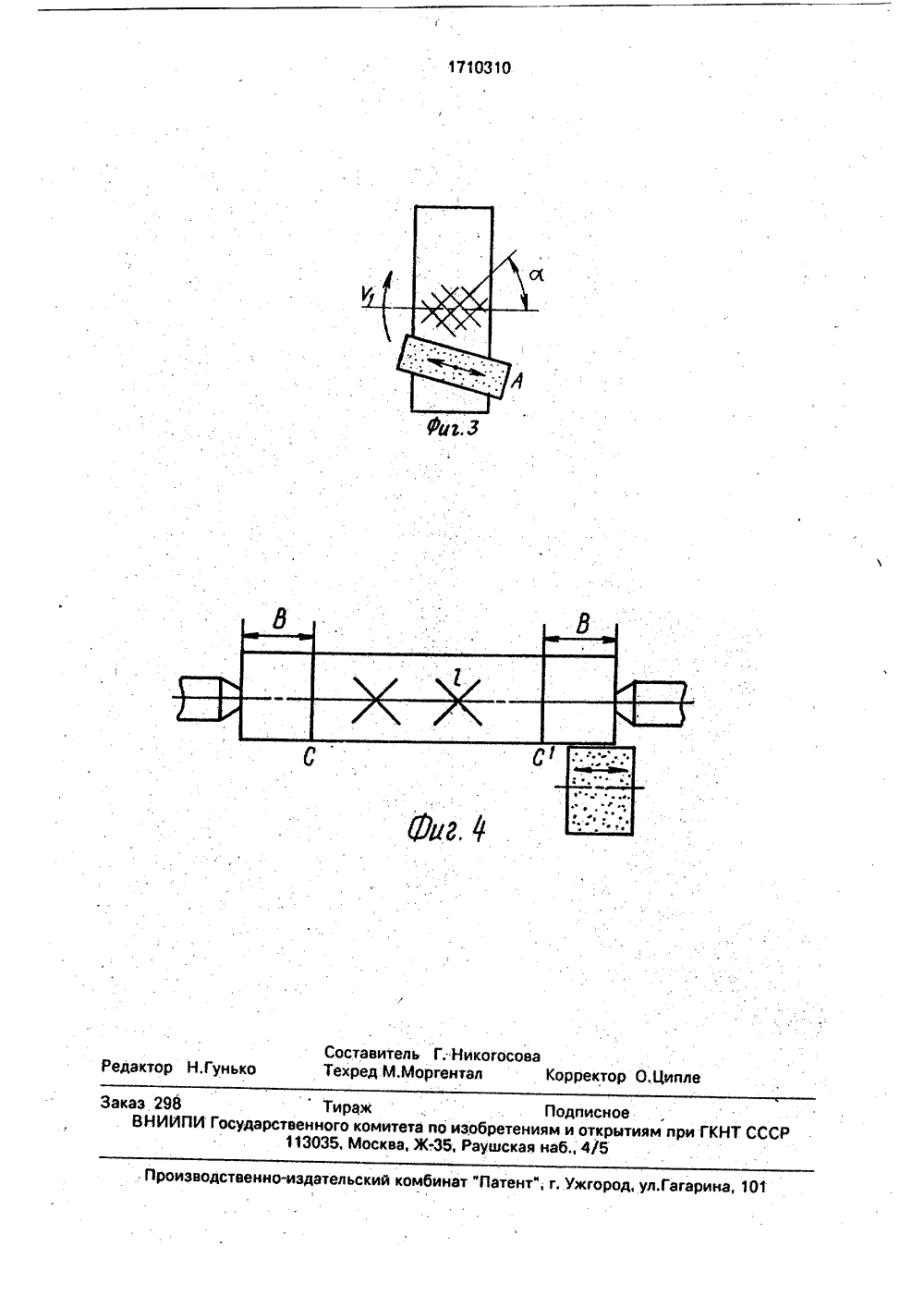
(19) я)з В 00 ГОСУДАРСТВЕ 3+ЬЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТПРИ ГКНТ СССР АВТОРСКОМУ СВИДЕТЕЛЬСТВУ2зивной обработке. Целью изобретения является повышение производительности иточности обработки за счет сохранения оп- .тимального угла сетки. следов обработки,Обрабатываемому изделию 1 сообщают.шныестан.- . вращение, а абразивному инструменту 2 с. 12, рис. возвратно-поступательное и асциллирую-щее движения. Инструмент 2 как.при проРОВАНИЯ дольном его движении. так и во времяосцилляции отводят от обрабатываемогошинострое- изделия на время реверса. 4 ил,при абра 1(57) Изобретенйе относится к манию и может быть использован ОПИСАНИЕ ИЗОБРЕТЕНИЯИзобретение относится к машиностроению и может быть использовано при обработке деталейабразивным инструментом,Целью изобретения является повышение производительности и точности обработки за счет сохранения оптимального угласетки следов обработки.На фиг.1 изображена схема обработки;на фиг.2 - то же, вариант обработки безпродольной подачи инструмента. на фиг,3 то же, вариант обработки конической поверхности; на фиг,4 - схема обработки цилиндрической поверхности шлифованиемили хонингованием,При вращении обрабатываемого изделия 1 со скоростью Ч 1 абразивный инструмент 2 перемещают поступально вдоль осиизделия 1 с подачей Я и сообщают осциллирующее движение Е, На время реверса какпрй продольной подаче Я, так и при осцилляции Е абразивный. инструмент 2 отводится от обрабатываемой поверхности.ВО время реверса скорость перемещения бруска меняется, а деталь вращается содинаковой скоростью, при этом углы сетки(след от зерен абразива) меняются от 45 до90 (угол между осью детали и линией следазерна абразива), т.е, направление сеткиидет по синусоиде. Путем отрыва инструмента от поверхности как бы отсекается участок сетки, где она имее угол. неоптимальной величины, Сетка получаетсяс оптимальным углом а.На фиг,2 и 3 показана обработка поверхности.малой протяженности, поэтому ониобрабатываются только при помощи осциллирующего движения бруска, 3 данном случае брусок отрывается только в концахсвоего .перемещения, как только начинаетменяться величина скорости его перемещения относительно обрабатываемой поверх ности. Предлагаемый способ обработки можнотакже использовать при шлифовании и хонинговании.При обработке шлифовальным кругом в 5 конце хода происходит больший съем металла на участке В, чем на участке СС, так как на участке В продольное перемещение круга происходит с меньшей скоростью относительно обрабатываемой поверхности и 10 в результате чего деталь имеет бочкообразность.Если круг в этой схеме заменить бруском и производить .хонингование, то по концам детали в результате уменьшения 15 скорости продольного перемещения бруска(хона) съем металла будет меньший, в результате чего деталь имеет корсетность, т,е.изменение угла наклона сетки от оптимального влияет как на производительность, так 20 и на точность обрабатываемых поверхностей.При процессе шлифования (фиг.4) подсеткой подразумеваются линии 1 которые характеризуются также скоростью продольно го перемещения шлифовального камняотносительно обрабатываемой поверхности и скоростью вращения детали, но скорость вращения круга не учитывается,30 Формула изобретенияСпособ суперфиниширования поверхностей вращения, включающий вращение обрабатываемого изделия, возвратно-поступательное и осциллирующее движения 35 абразивного инструмента относительно осиобрабатываемого изделия, о т л и ч а ю щ ий с я тем, что, с целью повышения производительности и точности обработки за счет сохранения оптимального угла сетки, абра эивный инструмент после каждого проходаи во время осцилляции отводят от обрабатываемого изделия на время реверса.1710310 Х.З Составитель Г,"НикогосоваТехред М.Моргентал Корректор О.Ципл едактор Н.Гунько каз 298Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-.35, Раушская наб.; 4/5
СмотретьЗаявка
4775480, 27.12.1989
СПИЦЫН НИКОЛАЙ ФЕДОРОВИЧ
МПК / Метки
МПК: B24B 35/00
Метки: вращения, поверхностей, суперфиниширования
Опубликовано: 07.02.1992
Код ссылки
<a href="https://patents.su/3-1710310-sposob-superfinishirovaniya-poverkhnostejj-vrashheniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ суперфиниширования поверхностей вращения</a>
Устройство для фиксации момента касания инструмента с обрабатываемой поверхностью изделия

Номер патента: 931418
Опубликовано: 30.05.1982
Авторы: Букчин, Гуревич, Ерофеев
МПК: B24B 33/06
Метки: изделия, инструмента, касания, момента, обрабатываемой, поверхностью, фиксации
...абразивныхбрусков (круга) 3. Рабочая поверхность 1 Осопла 4 (фиг. 3) имеет сферическую форму,совпадающую с рабочей поверхностью из-делия. Внутри корпуса 1 расположен плунжер 5 с конической рабочей поверхностью,взаимодействующей с рабочей поверхностьюдержателя 2. С помощью трубок 6 (фиг, 1 1 ьи 2), перпендикулярных к держателям 2,сопла 4 связаны с гидравлической измерительно-управляющей системой (не показана). Держатель 2 (фиг. 3) снабжен центральным отверстием, через которое сопло4 сообщается с внутренней полостью шпинделя 7, имеющего коническое посадочноеместо для хвостовика держателя 2.Все устройства снабжены гидравлической измерительно-управляющей системойс выносным соплом, выходное отверстие которого совмещено с рабочей...
Способ определения длины участка касания ленточками концевого инструмента обрабатываемой поверхности отверстия

Номер патента: 1569081
Опубликовано: 07.06.1990
Авторы: Даниленко, Дударев, Кряжев
МПК: B23B 1/00
Метки: длины, инструмента, касания, концевого, ленточками, обрабатываемой, отверстия, поверхности, участка
...ф чтобы получить большой участок развертки крутящего момента при врезании режущей части сверла. Замер геометрических размеров сверла, образца и осциллограммы крутящего момента производится с по- ) мощью инструментального микроскопа. Длина участка касания ленточками обрабатываемой поверхности отверстия К определяется как разность между величиной участка на осциллограмме от начала врезания до начала участка установившегося процесса сверления 12 и величиной участка, характеризующего на осциллограмме156908лучасток врез ания, для чего расстояние от вершины инструмента до уголка делится на масштабный коэффициент 1, с учетом масштабного коэффициента М, т. е.К= (12 - 1) М,Масштабный коэффициентМ-1угде 1 - толщина стенки образца с торца;1 -...
Способ обработки асферических поверхностей изделия цилиндрическим инструментом

Номер патента: 131632
Опубликовано: 01.01.1960
МПК: B24B 13/00
Метки: асферических, изделия, инструментом, поверхностей, цилиндрическим
...на шпинделе Г-образной формы, а цилиндрическому инструменту кольцевой формы, помимо или вместо поступательного движения, сообщают поворотное движение по дуге окружности, центр которой перемещается ИО нскоторои криво 1 И,.1. .а.:,Однтся Вне Оси Вращення издслня. Известен способ обработки асферических поверхностей изделий трубчатым инструментом, установленным в пространстве под требуемым углом к оси вращения шпинделя с обрабатываемой заготовкой, При обработке по этому способу шпинделю сообщают поступательное движе нис В плоскости, расположенной под углом к плоскости раоочей кромки инструмента в направлении полости последнего.Однако получить правильный эллипсоид вращения таким способом невозможно, так как прн обработке изделия его...
Способ упрочнения поверхностей изделий из титановых сплавов

Номер патента: 1657307
Опубликовано: 23.06.1991
Авторы: Гавзе, Ивойлов, Коротаев, Легкодух, Фрейдлин
МПК: B23H 9/00
Метки: поверхностей, сплавов, титановых, упрочнения
...профиля канавки,Для деформирующего элемента, имеющего форму ролика (шарика) с продольным радиусом В ВлР агсз 1 п -281= ----90Для ролика, имеющего коническую или цилиндрическую форму с образующей, составляющей угол гт с обрабатываемой поверхностью, и деформирующим радиусом К 2 ) В - В1= -+ -180 сов аЮ - в сои а К5г а= агсып - ьо а + - В ьп гг (2 Р - в ып а) - вп аяв: вваааава ваааГвв - Вааа).По величине к и, соответственно, шири 10 не канавки производится выбор усилия деформирования.Осевая подача инструмента определяется заданной величиной произведения относительного удлинения к и кратности15 деформирования М,В Кгде Й = -55 - осевая подача на один деформирующий элемент, мм/об;20 К - число проходов деформирующегоинструмента,Для...
Устройство для зачистки поверхности изделия

Номер патента: 1537325
Опубликовано: 23.01.1990
Авторы: Белоусов, Кислов, Сойкин
МПК: B08B 1/04
Метки: зачистки, изделия, поверхности
...в прорезях диска 4, перемешант крестовину 13 вместе с подпружиненной оправкой 2 вниз вдоль оси вращения устройства, прижимая роторную головку 7 к обрабатываемой поверхности. Величина перемещения подпружиненной оправки 2, необходимого для выборки зазора между обрабатываемой деталью и роторной головкой 7 и надежного прижатия роторной головки 7 к обрабатываемой поверхности с требуемым усилием зависит от диаметра роторной головки, жесткости упругого диска 6 и составляет примерно 5 - 10 мм. 5 10 15 20 25 30 35 40 45 50 55 Затем включают продольную подачу и начинается зачистка. В зависимости от размеров обрабатываемой поверхности возможны два варианта зачистки (по аналогии с торцовым фрезерованием) - если диаметр роторной головки...
Предыдущий патент: Инструмент для обработки отверстий
Следующий патент: Устройство для подвода твердосплавных пластин
Случайный патент: 284625