Способ модифицирования чугуна
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
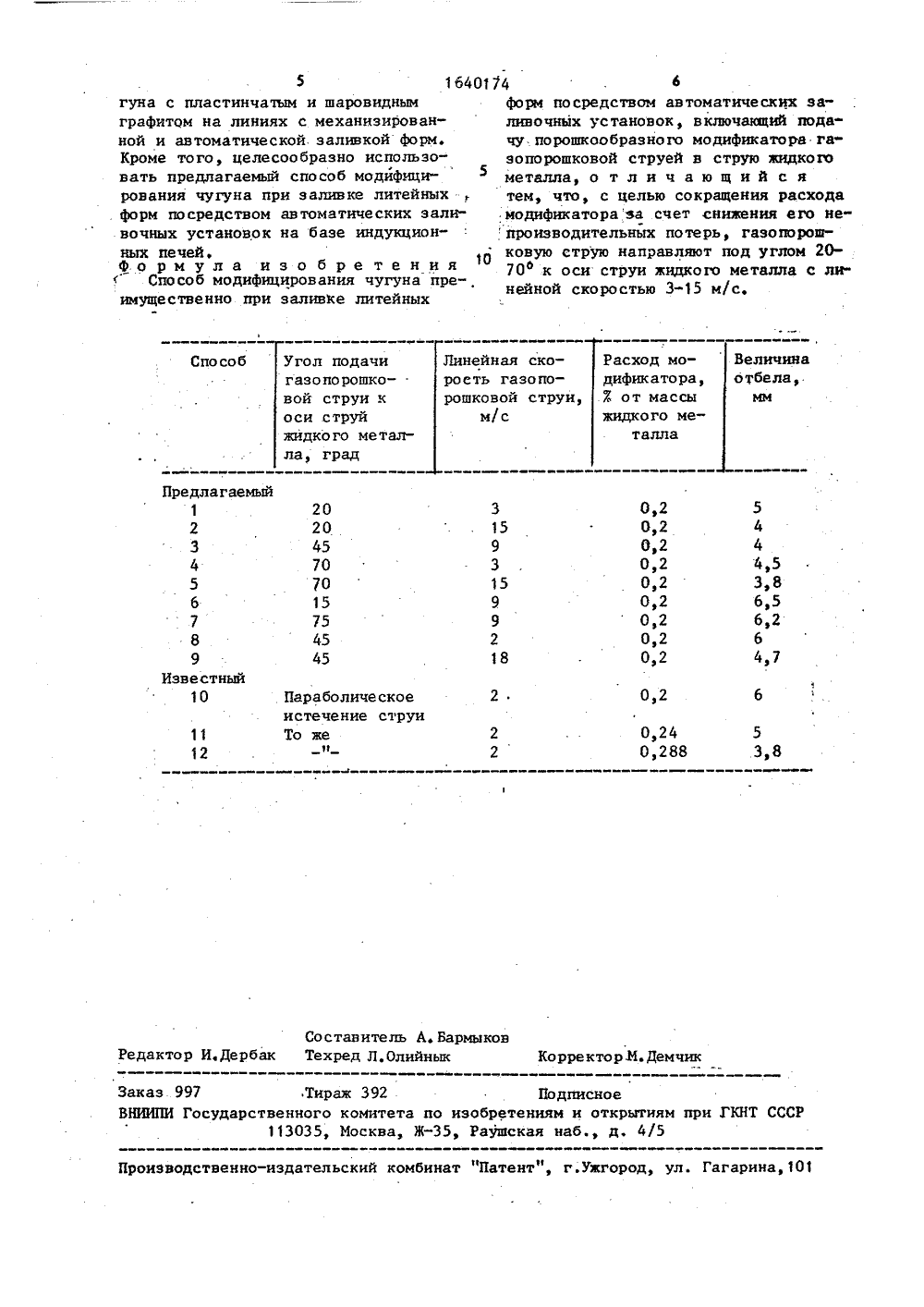
(51)5 С 21 С 1/ ЕНИЯ ИЗОБ ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОЧНРЫТИЯМПРИ ПЯТ СССР(71) Всесоюзный научно-исследовательский институт литейного машиностроения, литейной технологии и автома- тизации литейного производства (72) Н.И.Кобелев, А.В.Козлов, И,А.Дибров и А.А.Романович (53) 669. 15-198 (088. 8)(56) Патент ГДР Р 251577, кл. С 21 С 1/08, опублик. 18.11.87.Кобелев Н.И., Дибров И.А Романович А.А. Повышение качества чугунных отливок модифицированием. Обзор. - М.: НИИмаш, 1982, с. 21.(54) С 1 ЮСОБ ЮДИФИЦИРОВАНИЯ ЧУГУНА (57) Изобретение относится к литейному производству и может быть исИзобретение опроизводству, амодифициров анияв металлическийлированного илимодификатора.Цель изобретения - сокращение ра хода модификатора за счет снижения его непроизводительных потерь,Согласно способу модифицирования чугуна преимущественно при заливке литейных форм посредством автоматических заливочных установок, заключающвмуся в подаче порошкообразного модификатора газопорошковой струей в струю жидкого металла, газопорош" тносится к литеиномименно к способамчугуна путем вдуванрасплав мелкогранумелкораздробленного пользовано в чугунолитейных цехах при заливке литейных форм посредством автоматических заливоччых установок на базе индукционных печей, Цель изобретения - сокращение расхода модификатора за счет снижения его непроизводительных потерь. Способ включает подачу порошкообразного модификатора газопорошковой струей в струю жидкого металла, при этом газопорошковую струю направляют под углом 20-О ко оси струи жидкого металла с линейной скоростью 3-15 м/с. Ввод газопорошковой струи в струю металла с указанными параметрами обеспечивает сок" ращение расхода модификатора на 16,7- 30,5%, уменьшение отбела клиновой пробы на 16,7-36,7% за счет изменения формы газонорошковой струи и условий ее контакта с металлом. 1 табл. ковую струю направляют под углом 20-.70 к оси струи жидкого металлаос линейной скоростью 3-15 м/с.П р и м е р. Чугун с углеродным эквивалентом СЕ = 3,70-3,757. (3,10- 3,15% С; 1,90-1,95% Б 1; 0,65- 0,70% Ип) и температурой 1400 С за-. .лйвают в формы технологических клйно вых проб (металлоемкостью 10 кг) через заливочный желоб, имеющий калиброванный сливной канал диаметром 16 мм с массовой скоростью 2,5 кг/с. Одновременно и синхронно с заливкой жидкого металла в струю на высоте 10-20 мм от места входы в заливочную воронку формы посредством газоструйЯ сФ. газа7ск 1 Р 20 где - коэффициент, учитывающий потери скорости,связанные с конструктйвными парзме трами 25струйного устройства,равен 0,5;Я -аа - расход сжатого воздуха, определяемый порасходомеру, м /с;3Р - площадь сечения рабоСчего сопла, мРасход модификатора (массовая скорость подачи модификатора, г/с) задается и определяется соответствующейнастройкой дозатора, подающего порошкообразный модификатор в камеру смешения устройства, и может быть изменяться в цостаточно широких пределахв зависимости от массовой скоростизаливки жидкого металла в форму(кг/с) и принятой по технологии дозы(процент от массы жидкого металла).В качестве газа-носителя используют осушенный сжатый воздух.Результаты испытаний предлагаемого и известного способов модифици"рования чугуна при различных режимах обработки приведены в таблице.Наилучшие результаты модифицирования чугуна предлагаемым способомдостигнуты при подаче газопорошковой струи под углом 20-70 к оси жид-,окого металла с линейной скоростью.3-15 м/с (опыты 1-5),При уменьшении угла подачи газо 55порошковой струи к оси струи жидкогометалла менее 20 (опыт 6) понижаетсямодифицирующий эффект, выражающий 40 3 16401.ного аппарата (применяемого для очистки отливок песком или дробью) подаютпорошкообразный.модификатор (Ферро-.силиций с барием зернистостью 0 32 Э1,0 мм.Об эффективности предлагаемого иизвестного способов модифицированиячугуна судят по средней величине отбела четырех клиновых проб размером100 х 50 х 20 мм, одновременно заливаемых в форму с металлической плитой,и расходу модификатора,Скорость газопорошковой струи неизмеряется (такой опыт имеется - с5помощью скоростной. киносъемки), а определяется расчетным путем по эмпирической Формуле ся в новьппении величины отбела по клиновой пробе вследствие увеличения непроизводительных потерь модификатора, обусловленных скользящим соударением струй, невнедрением некоторого количества частиц модификатора вструю металла и попаданием их в заливочную воронку на зеркало металла, окислением и ошлакованием.При увеличении угла подачи газопорошковой струи к оси струи жидкого металла более 70 (опыт 7) понижается модифицирующий эффект, выражающийся в повьппении величины отбела клиновой пробы вследствие увеличения непроизводительных потерь модификатора, обусловленных более "жестким" соударением струй, отскоком некоторого количества частиц модификатора и их окислением.При уменьшении линейной скорости газопорошковой струи менее 3 м/с (опыт 8) снижается модифицирующий эффект, выражающийся в повышении величины отбела клиновой пробы из-за увеличения непроизводительных потерь модификатора, обусловленных невнедрением некоторого количества частиц в струю жидкого металла из-за малой их кинетической энергии, их окислением, ошлакованием и возгонкой тепловыми потоками.Увеличение линейной скорости подачи газопорошковой струи более 15 м/с (опыт 9) хотя и обеспечивает =окращение непроизводительных потерь модификатора, нерационально и экономиче ски нецеле сообразно, так как оно ведет к повышению расхода газа-энергоносителя и к понижению качества отливок вследствие частичного разрушения струи жидкого металла возрастающей кинетической энергией газопорошковой струи, окисления и заметного снижения температуры расплав а.Таким образом, из приведенных в таблице данных следует, что .предлагаемый способ модифицирования чугуна по сравнению с известным обеспечивает повышение модифицирующего эффекта, выражающегося в снижении величины отбела клиновой пробы на 16,7- 36,7%и сокращении расхода модификатора на 16,7"30,5%.Предлагаемый способ модифицирования чугуна может быть использо.ван при производстве отливок из чу5 1640174гуна с пластинчатым и шаровидным форм посредством автоматических заграфитом на линиях с механизирован- ливочных установок, включакщий поданой и автоматической заливкой форм. чу. порошкообразно го модификатора гаКроме того, целесообразно использо- зопорошковой струей в струю жидкого вать предлагаемый способ модйфици металла, о т л и ч а ю щ и й с я рования чугуна при заливке литейных, тем, что, с целью сокращения расхода форм посредством автоматических зали- модификатора за счет снижения его не" вочных установок на базе индукцион-производительных потерь, газопорощных печей, ковую струю направляют под углом 20- фо рмула изо бре тения 70 фк осиструижидкогометалласли"Способ модифицирования чугуна пре-,нейной скоростью 3-15 м/с. имущественно при заливке литейных Расход модификатора,от массы жидкого ме- талла Линейная скоеличинатбела, мм Спо со 6 Угол подачигазопорошко- .вой струи коси струйжидкого металла, град рость газопорошковой струи,м/с 0,2 Параболическоеистечение струиТо жеИ 0,240,288 53,8 11 12 Составитель А. Бармыков Редактор И,Дербак Техред Л,Олийнык Корректор И. ДемчикЗаказ 997 Тираж 392 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям прн ГКНТ СССР113035, Москва, Ж, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.ужгород, ул. Гагарина, 101 Предлагаемый1 2 3 4 5 6 7 8 9 Известный10 20 20 45 70 70 15 75 45 45 315931599218 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 5 4 4 4,5 3,8 6,5 6,2 6 4,7
СмотретьЗаявка
4628410, 29.12.1988
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЛИТЕЙНОГО МАШИНОСТРОЕНИЯ, ЛИТЕЙНОЙ ТЕХНОЛОГИИ И АВТОМАТИЗАЦИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
КОБЕЛЕВ НИКОЛАЙ ИВАНОВИЧ, КОЗЛОВ АНАТОЛИЙ ВЛАДИМИРОВИЧ, ДИБРОВ ИВАН АНДРЕЕВИЧ, РОМАНОВИЧ АЛЕКСАНДР АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: C21C 1/00
Метки: модифицирования, чугуна
Опубликовано: 07.04.1991
Код ссылки
<a href="https://patents.su/3-1640174-sposob-modificirovaniya-chuguna.html" target="_blank" rel="follow" title="База патентов СССР">Способ модифицирования чугуна</a>
Устройство для ввода дисперсных материалов в струю жидкого металла

Номер патента: 1629150
Опубликовано: 23.02.1991
Авторы: Диюк, Ефимов, Закута, Католиченко, Кишко, Липка, Марушевский, Осипов, Шепелев
МПК: B22D 11/16
Метки: ввода, дисперсных, жидкого, металла, струю
...программы ввода ферромагнитного материала 4 для каждой изложницы в зависимости от ее позиции. После этого с пульта 14 управления оператор выводит электротележку 1 на позицию первой из ряда последовательно размещенных изложниц 8, При этом с датчика 11 положения изложницы 8.поступает сигнал на первый вход блока 17 сопряжения. Одновременно сталераэливочный ковш 9 мостовым краном (не показан) подается на ту же позицию. Управление мостовым краном осуществляется автономно. Для заливки изложницы 8 оператор с пульта 14 управления открывает шиберный затвор 12 и металл из сталеразливочного ковша 9 начинает поступать в изложницу 8. Открытое положение шиберного затвора 12 фиксируется датчиком 13, сигнал которого поступает на второй вход блока...
Способ подготовки модификатора для обработки жидкого металла

Номер патента: 981375
Опубликовано: 15.12.1982
Авторы: Белогуров, Галинкин, Евтеева, Науменко, Файнгольд
МПК: C21C 1/10
Метки: жидкого, металла, модификатора, подготовки
...ирование размельченной модобавки с металлом, о тй с я тем, что, с целью пени усвоения модификатоле разливки оставляют рас 3 981375 41300 ОС, на который засыпают модифици- с температурой 1250 С. В него добав-рующую добавку, а брикетирование ведут ляют 5 кг (расчетное количество) разв течение 1-2 мин, мельченного модификатора ЖКМКр. ЗаПодготовка модификатора дпя обработ- тем в ковш на лигатуру опускают с помоки жидкого металла производится следую-шью противовеса трамбовку (металличесщим образом. кий груз, футерованный огнеупорной глиВ оставшийся после разливки в ков- йой), которая уплотняет, т.е. вдавливает ше металла (температура 1200-1300 С) лигатуру в охлаждающийся металл, Прозасыпается расчетное количество раэмель цесс уплотнения...
Устройство для введения порошкообразных и гранулированных материалов в струю металла

Номер патента: 1100321
Опубликовано: 30.06.1984
Авторы: Афонин, Ганошенко, Козлов, Петрова, Серяков, Трофименков, Харахулах, Шишлин, Шмырев
МПК: B22D 11/108, C21C 7/00
Метки: введения, гранулированных, металла, порошкообразных, струю
...и гранулированных ченни в . форму конфузора 28 и закан"материалов в струю металла, содержа-чивается выходным отверстием в видещем пневмотранспортный трубопровод прямоугольника 29.Фс сопловым патрубком, перед кото-. 20 Металл 26 сливается к приме.ме.ру,рым установлены атмосферные клапаны из конвертеРа 30 в ковш 31, установ(пневмотранспортный трубопровод вы- .ленный на датчик 32 веса ковша 31.полнея Разъемным с возможностью дис- На сопловом па б 22тру ке передтанционного герметичного сочленения, . фокусирующим насадком 24 материасопловой патрубок снабжен насадком 25 ла 3 выполнены Л-образные рукава 33,прямоугольного сечения, расширяющим- .на восходящей ветви 34 которых усся к выходу в вертикальном и сужаю- тановлены...
Система автоматического управления процессом дегазации жидкой стали в струе

Номер патента: 1154343
Опубликовано: 07.05.1985
Авторы: Восходов, Душин, Ефремова, Лебедев, Пуховский, Сыров, Фединцев, Чумаков
МПК: C21C 7/10
Метки: дегазации, жидкой, процессом, стали, струе
...механизма, вход золотникового устройства соединен с выходом исполнительного механизма, а выход - с входом гидропривода.На чертеже изображена система автоматического управления процессом дегазации жидкой стали в струе совместно с технологическим оборудованием. Система состоит из кессона 1 установки дегазации жидкой стали в струе, изложницы 2, крышки кессона, промежуточной емкости 3, стопора 4 " промежуточной емкости, разливочного стакана 5, разливочного ковша 6 с устройством дозированного слива жидкой стали, вакуумного насоса 7, предназначенного для откачки выделяющихся из жидкой стали газов, диафрагмы 8, выход которой соединен с входом дкфманометра 9, вторичного прибора 10, вход которого соединен с выходом дифманометра 9, а...
Способ управления процессом дегазации жидкой стали в струе

Номер патента: 1154344
Опубликовано: 07.05.1985
Авторы: Восходов, Душин, Ефремова, Пуховский, Сыров, Травин, Фединцев, Чумаков
МПК: C21C 7/10
Метки: дегазации, жидкой, процессом, стали, струе
...приходит . на измерительный прибор 16, который имеет нулевую отметку на средине шкалы и предназначен для измерения величины и знака производной от расхода откачиваемых газов. В процессе отливки слитка иэ разливочного ковша 17 в промежуточную емкость 5 подают постоянный расход массы жидкой стали.Процесс дегазации струи расплава лод вакуумом происходит следующим образом.Масса жидкой стали, поступающая из разливочного ковша 17 в промежуточную емкость 5, имеет постоянный расход, следовательно выходная скорость струи расплава из разливочного стакана 6 постоянна. Время пребывания струи массы жидкой стали под вакуумом подчинается следующей закономерности:3 1 154.1 пожннць 1 3 жидкой сталью Дсстояние от выхода разливочного...
Предыдущий патент: Способ ведения доменной плавки
Следующий патент: Способ управления процессом плавления металла в индукционной чугуноплавильной тигельной печи
Случайный патент: Термоформа