Способ формирования капиллярнопористой структуры тепловой трубы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
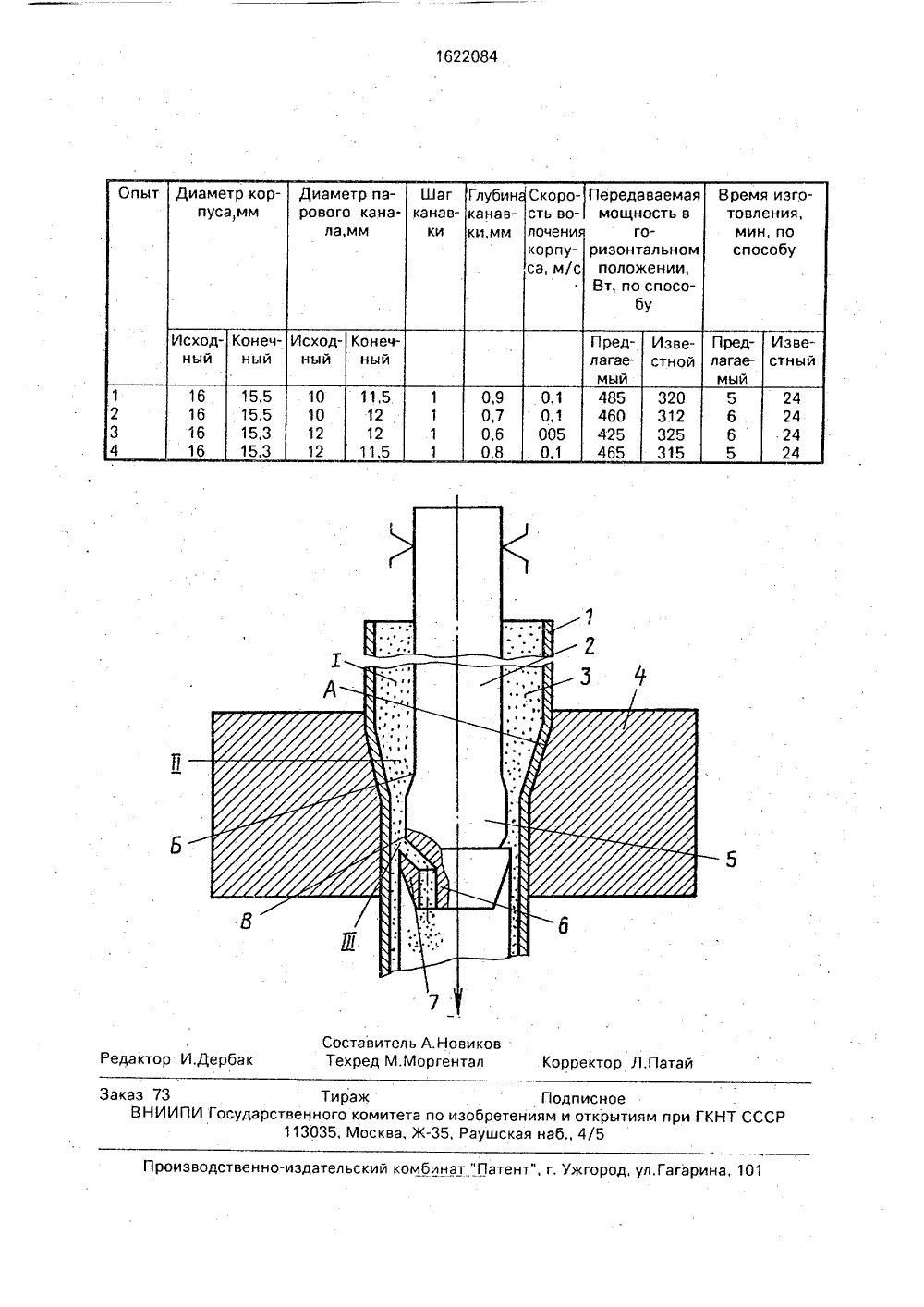
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 2084 А ПИСАН БРЕТЕН АВТОРСКОМ ИДЕТЕЛ ЬСТВУ научно- орошкоИРОВАНИЯ КАПИЛТРУКТУРЫ ТЕПЛОГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР(71) Белорусское республиканскоепроизводственное обьединение ивой металлургии(56) 2" птегпабопа Неат Руре Сопегепсе,Иа 1 у, Вооцпа, 1976, 94 - 98,Авторское свидетельство СССРИ. 877303, кл. Р 28 О 15/02, 1979,.(57) Изобретение относится к порошковойметаллургии, в частности к теплопередающей технике для производства тепловых Изобретение отнметаллургии, в частнщей технике, для итруб.Цель изобретейия - повышение тепло- передающих характеристик тепловой трубы и упрощение технологии.На чертеже изображена схема осуществления предлагаемого способа.Способ включает введение внутрь корпуса тепловой трубы формующего элемента для образования парового канала, заполнение исходного свободного обьема корпуса капиллярно-пористым наполнителем, уплотнение наполнителя путем его поперечного относительно продольной оси корпуса обжатия, удаление формующего элемента иэ парового канала и спекание полученной осится к порошковои ости к теплопередаюроизводства тепловых 5 В 22 Г 7/00, Г 28 О 15/ труб. Цель изобретения - повышение тепло- передающих характеристик и упрощение технологии. Внутрь корпуса медной трубки, диаметром 16 мм (толщиной стенки 1 мм) и длиной 420 мм вводят формующий элемент диаметром 11 мм, а свободный объем заполняют наполнителем (медный порошок марки ПМС-К). Формующий элемент извлекают из корпуса одновременно с волочением последнего через фильеру. В процессе формования по мере перемещения корпуса трубы и соответственно уплотненной капиллярнопористой структуры относительно дорна формующего элемента часть ее удаляют путем протягивания продольных канавок на внутренней поверхности структуры с образованием шлицевого профиля поперечного сечения. Затем заготовку спекают в среде водорода при 950 - 9800 С в течение 1 ч, 1 ил., 1 табл. заготовки, причем капиллярно-пористую структуру формируют в виде продольных канавок в слое материала структуры путем протягивания соответствующих участков уплотненного наполнителя при удалении формующего элемента из парового канала.Капиллярно-пористую структуру тепловой трубы выполняют комбинированного типа в виде продольных канавок в пористом слое материала структуры, что обеспечивает при высокой производительности и простоте реализации процесса высокие теплопередающие характеристики тепловой трубы, в частности значительное увеличение предела теплопереноса, повышение максимальной передаваемой мощности и снижение термического сопротивления испарителя (и тепловой трубы в целом) за счетувеличения поверхности испарения жидкости при высокой пористости и размере пор.Способ осуществляют следующим образом.Внутрь корпуса 1 тепловой трубы вводят формующий элемент 2. Исходный свободный объем корпуса 1 заполняют капиллярно-пористым наполнителем 3, например свободной засыпкой, или при помощи шне ко вой подачи, Уплотнение наполнителя 3 осуществляют путем его поперечното относительно продольной оси корпуса 1 обжатия по наружной А и (или) внутренней Б поверхности исходного объеманаполнителя, например, путем соответственно волочения корпуса 1 через фильеру 4 и (или) либо прессования "подвижной иглой" (она же формующий элемент 2), либо дорнирования (в этом случае формующий элемент 2 снабжен дорном 5). После этого формируют требуемую комбинированную капиллярно-пористую структуру тепловой трубы. Это происходит одновременно с процессом уплотнения, но в зоне , в которой за формующим элементом, например дорном 5, на общей оправке 6 установлен режущий. инструмент 7 в виде шлицевой протяжки,По окончании процессов уплотнения и удаления (срезания) части наполнителя 3 получают сформованную комбинированную капиллярно-пористую структуру с шлицевой поверхностью В профиля поперечного сечения парового канала , причем формующий элемент 2 удален из нее.На заключительной стадии полученную заготовку тепловой трубы с капиллярно-пористой структурой спекают.П р и м е р, Внутрь корпуса медной трубы диаметром 16 мм (толщиной стенки 1 мм) и длиной 420 мм вводят формуощий элемент диаметром 11 мм, а исходный свободный объем (или зазор) между корпусом и формующим элементом заполняют капиллярно-пористым наполнителем (медный порошок марки ПМС-К с размером частиц 63- 315 мкм). Формующий элемент извлекают из корпуса одновременно с волочением по следнего через фильеру диаметром 15,3 мм.При этом происходит уплотнение капилляр- но-пористой структуры за счет дорнирования на поверхности парового канала и волочения корпуса трубы, В процессе фор мования по мере перемещения корпуса трубы и соответственно уплотненной капиллярно-пористой структуры относительно дорна формующего элемента часть ее удаляют путем протягивания продольных 15 канавок на внутренней поверхности структуры с обоазованием шлицевого профиля поперечного сечения капиллярно-пористой стоуктуры с шагом 1,1 мм и глубиной канавок 0,9 мм.20 Затем заготовку спекают в среде водорода при 950 - 980 С в течение 1 ч. После заправки полученной тепловой трубы теплоносителем и герметизации корпуса определяют ее теплопередэющие способности и 25 эффективность капиллярно-пористой структуры.В таблице поедставлены результаты испытаний медных тепловых труб, изготовленных по предлагаемому и известному 30 способами.Формула изобретения Способ формирования капиллярно-пористой структуры тепловой трубы, включающий введение внутрь корпуса трубы 35 формующего элемента, заполнение свободного обьема наполнителем, уплотнение наполнителя путем обжатия корпуса, удаление формующего элемента и спекание, о т л и ч аю щ и й с я тем, что, с целью повышения 40 теплопередающих характеристик и упрощения технологии, удаление формующего элемента и уплотнение наполнителя проводят одновременно, формируя при этом продольнь 1 е канавки в слое наполнителя.Время изготовления,мин, по способу Скоро- Передаваемаясть во- мощность влочения гоОпыт Диаметр парового кана.ла,мм Глубин канавки,мм ризонтальном положении,Вт, по способуИзве- стной Составитель А,НовикаТехред М.Моргентал ктор И.Дербак Корректор Л.Патай каз 73 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ С 113035, Москва, Ж, Раушская наб., 4/5 оизводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 1 2 3 4 16 16 16 16 15,5 15,5 15,3 15,3 10 10 12 12 1 1,5 12 1211,5 Шаг канавки
СмотретьЗаявка
4632569, 06.01.1989
БЕЛОРУССКОЕ РЕСПУБЛИКАНСКОЕ НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
ШЕЛЕГ ВАЛЕРИЙ КОНСТАНТИНОВИЧ, ШУМЕЙКО РЭМ РЭМОВИЧ, ДЕНИСЕВИЧ СЕРГЕЙ ВИКТОРОВИЧ
МПК / Метки
МПК: B22F 7/00, F28D 15/00
Метки: капиллярнопористой, структуры, тепловой, трубы, формирования
Опубликовано: 23.01.1991
Код ссылки
<a href="https://patents.su/3-1622084-sposob-formirovaniya-kapillyarnoporistojj-struktury-teplovojj-truby.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования капиллярнопористой структуры тепловой трубы</a>
Капиллярно-пористая структура тепловой трубы

Номер патента: 577385
Опубликовано: 25.10.1977
Авторы: Евдокимов, Логинов, Малеев, Ревякин
МПК: F28D 15/04
Метки: капиллярно-пористая, структура, тепловой, трубы
...разрезом и разм капиллярно-пористой сгрукт алгол 54 ) КАПИЛИЯРИО-ПОРИСТАЯ СТРУКТУРА ТЕПЛОВОИ ТРУБЫ577385 3на фиг. 2 - поперечное сечеиие капиддярнопористой структуры с закрытыми артериями и с грехсдойными и Однослойными учас гка ми; на фиг. 3 - поперечное сечение капилдярно-пористой структуры с закрытыми и открытыми артериями с трехслойными и, однослойными участками; на фйг. 4 .- поперечное сечение капеелдярнэ-пористой структуры с наклонными однослойными участками и пятисяойными; на фиг, 5 - поперечное сече ние структуры с наклонными однослойными участками и трехсдойными.На внутренней поверхности корпуса 1 тепловой трубы размещена капиллярно-пористая структура. выполненная из одной заго- е 5 говки, в которой складки образуют артерии 2...
Способ изготовления капиллярно-пористой структуры тепловой трубы и устройство для обжатия корпуса тепловой трубы

Номер патента: 877303
Опубликовано: 30.10.1981
Авторы: Баранцевич, Лобанов, Опрышко
МПК: F28D 15/04
Метки: капиллярно-пористой, корпуса, обжатия, структуры, тепловой, трубы
...пазов 4 и 5 соответственно, имеющих попарно общую плоскость симметрии. Пазы 4 и 5 выполнены с переменными по длине валков 2 и 3 поперечными размерами, уменьшающимися от паза к пазу. Валки 2 и 3 заключены в кожух 6 и снабжены тормозным устройством 7. Внешний приводсодержит редуктор 8, двигатель 9 и реверсирующий магнитный пускатель 10.В корпус 1 тепловой трубы введен формующий элемент в виде стержня 12. Труба снабжена воронкой 13 для засыпки капиллярно-пористого наполнителя 14, а также заглушками 15 и 16 и резиновыми прокладками 17 и 18, Капиллярно-пористая структура 19 может быть выполнена с непрерывно (фиг. 4 и 5) или ступенчато (фиг. 6 и 7) изменяющейся пористостью по длине трубы.Способ изготовления капиллярно-пористой структуры...
Способ изготовления капиллярно-пористой структуры тепловой трубы

Номер патента: 1495627
Опубликовано: 23.07.1989
Авторы: Анчевский, Мазюк, Шелег
МПК: F28D 15/04
Метки: капиллярно-пористой, структуры, тепловой, трубы
...размера пор вдоль оси тепловой трубы, соответствующего максимально возможной передаваемой мощности, определяют оптимальные длины секций капиллярно-пористой структуры, соответственно,для фракций в порядке возрастания, мм: 1=40, Г=40, Гз=20 и Е=200. Внутрь корпуса тепловой трубы вводят формующий элемент для образования парового канала и заполняют свободный объем корпуса трубы между элементом, предназначенным для образования парового канала, и трубой при одновременном его виброуплотнении. Заполнение капиллярно-пористым наполнителем проводят по секциям так, что в каждой последующей секции помещается наполнитель с большими размерами частиц, создавая таким1495627 Составитеаь Л.,lобанов Редактор Н. Бобкова Техред И. Верее Корректор М....
Устройство для изготовления капиллярно-пористой структуры тепловой трубы

Номер патента: 907383
Опубликовано: 23.02.1982
Авторы: Парфентьев, Семена
МПК: F28D 15/04
Метки: капиллярно-пористой, структуры, тепловой, трубы
...верхнем торце корпуса 1 установлено приспособление для засыпки исходногоматериала 5, а днище 6 корпуса 1 соединено с уплотнителем 7,При этом внешняя втулка 2 можетбыть выполнена двухслоййой, причем, внутренний слой выполнен из материала обладающего "памятью формы", или секциони 15рованной из материалов с различной упругостью.Устройство работает следующим образом.формующий элемент вводят внутрь2 Окорпуса трубы 1 и закрепляют в днище6 и приспособлении для засыпки исходногоматериала 5, Корпус 1 устанавливаютнад уплотнителем 7 и производят его заполнение исходным материалом 4. Послеэтого заполненный корпус 1 освобождаютот приспособлений для засыпки исходногоматериала 5 и уплотнителя 7, удаляютвнутреннюю втулку 3 при этом внешняя2...
Устройство для изготовления капиллярно-пористой структуры тепловой трубы

Номер патента: 1087762
Опубликовано: 23.04.1984
Автор: Парфентьев
МПК: F28D 15/04
Метки: капиллярно-пористой, структуры, тепловой, трубы
...мующий элемент с тонкостенной втулкойлок с продольным разрезом, внешняя 4 и промежуточной тонкостенной 5 сиэ которых выполнена тонкостенной расположенными внутри нее формующииэ материала, не спекаемого с исходным ми стержнями, 6 установлен в днище 7материалом и обладающего упругими закрепленном на приспособлении 8 длясвойствами при температуре спека- уплотнения исходного материала.ния, причем кромки внешней втулкизагнуты в полость внутренней втул- Изготовление капиллярно-пористойки Я, структуры артериальной тепловой труНедостатком этого устройства яв- бы осуществляется следующим образом.ляется невозможность изготовления На внутренней втулке формующегос его помощью капиллярно-пористой элемента устанавливается тонкостенартерии,...
Предыдущий патент: Пуансон пресс-формы для горячего прессования
Следующий патент: Устройство для нанесения покрытий из металлических порошков
Случайный патент: Электрическая система зажигания