Способ обработки резцом с двумя вершинами
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1547958
Автор: Шатуров


Текст
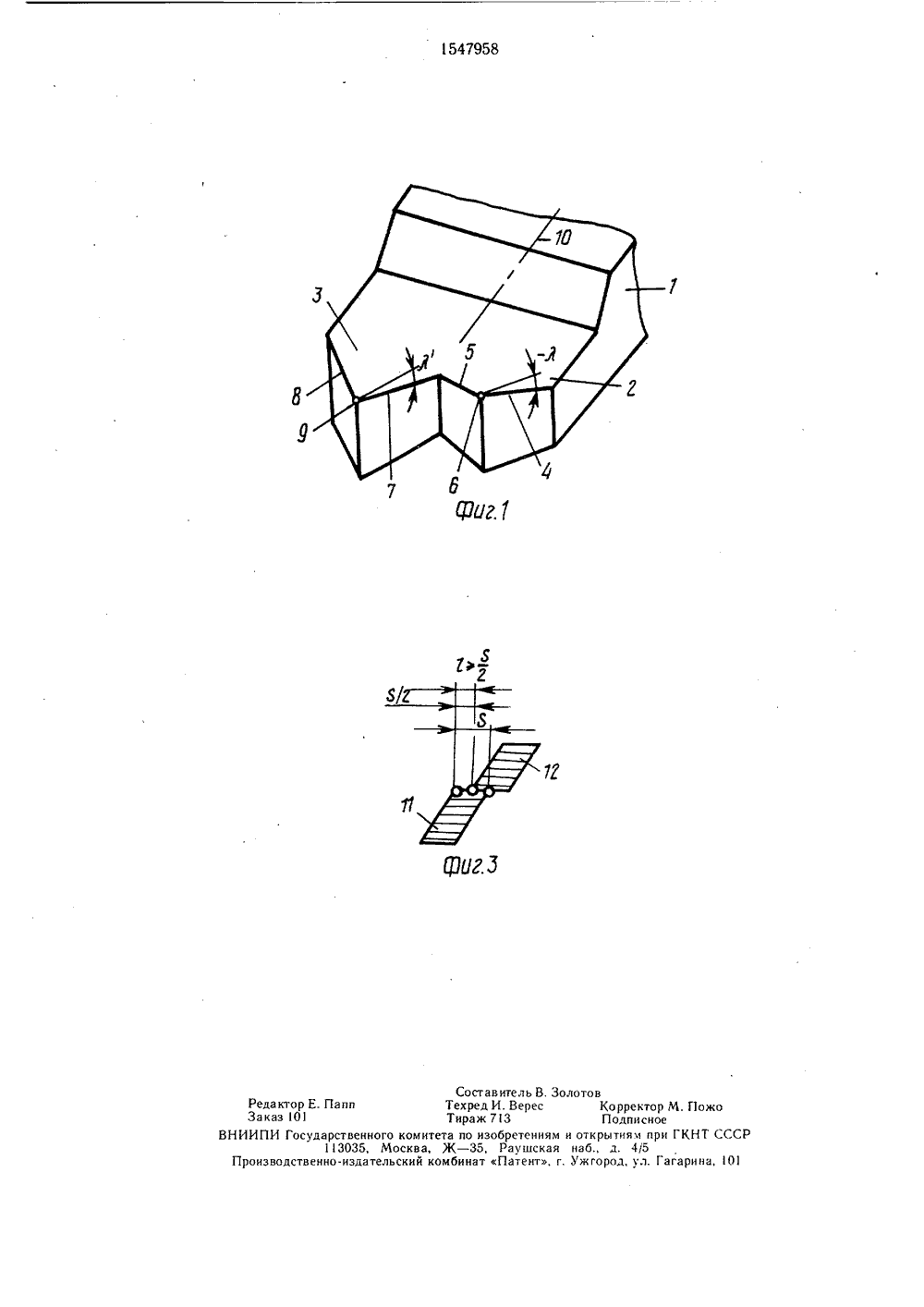
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН 19 В 1/ ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ 2 ТОРСКОМУ СВИДЕТЕЛЬСТВУ(71) Могилевское отделение Физико-технического института АН БССР(54) СПОСОБ ОБРАБОТКИ РЕЗЦОМ С ДВУМЯ ВЕРШИНАМИ(57) Изобретение относится к обработке материалов резанием, в частности к токарной обработке. Целью изобретения является повышение качества обработанной поверхности посредством улучшения отвода стружки. Обработку ведут резцом 1 с двумя головками 2 и 3 с главными режущими кромками 4 и 7, вспомогательными режущими кромками 5 и 81547958 А 1 и вершинами 6 и 9. Вершины головок смещены относительно оси 10 резца в направлении, параллельном и перпендикулярном ц и детали. Кромки головки 2 имеют углы в плане р и р, а кромки головки 3 - углыи 11, Глубина резания первой головки ( и глубина резания 12 второй головки, соотнстсгвующая смещениюголовок в направлении, перпендикулярном оси детали, и сумме составляют глубину резания резца . Величину смещенияголовок в направлении, параллельном оси детали, выбирают пз соотношения 5)1)(5-.2), где 5 подача резца.В процессе обработки стружка сечением 11 и 12 сходит с головок резца по векторам Г, и 1 Г, . При этом вследствие того что 1(5, предотвращается взаимодействие стружки с обработанной поверхностью 13, 3 3 ил.формула изобретения 45 3Изобретение относится к области обработки материалов резанием, в частности к токарной обработке.Цель изобретения - повышение качества обработанной поверхности посредством улучшения отвода стружки.На фиг. 1 показан резец с двумя вершинами; на фиг. 2 - взаимное положение вершин резца в процессе резания; на фиг. 3 - схема удаления припуска.Предлагаемый способ осуществляется резцом, состоящим из державки 1, передней (первой) 2 и задней (второй) 3 режущих головок. Передняя режущая головка 2 содержит главную режущую кромку 4, вспомога тельную режущую кромку 5, исходящие из вершины 6 передней режугцей головки 2. Задняя (вторая) режущая головка 3 содержит главную режущую кромку 7, вспомогательную режущую кромку 8, исходящие из вершины 9 задней 1 второй) режущей головки 3.Обе головки имеют задние и передние поверхности. Главные режущие кромки 4 и 7 и вспомогательные режущие кромки 5 и 8 имеют соответственно главные углы в планеии вспомогательные углы в плане р и рь которые в общем случае не равны друг другу, т. е. :,6, р,фр, Вторая вершина 9 второй (задней) режущей головки 3 смещена в плане вдоль оси 10 державки 1 относительно первой вершины 6 первой режущей головки 2.Чтобы две головки участвовали в работе по снятию припуска, величина смещения должна быть меньше глубины 1 снимаемого припуска. Первая вершина 6 первой режущей головки 2 расположена в плане от главной режущей кромки 7 второй режущей головки 3 в направлении вдоль оси детали 1 на расстоянии 5) 1)5/2, где 5 - подача резца, Главная режущая кромка 4 первой режущей головки 2 имеет угол наклона режущей кромки Х, а главная режущая кромка 7 второй режущей головки 3 имеет угол наклона Х. Углы Х и Х в общем случае не равны друг другу. Для лучшего удаления стружки из зоны резания угол Х выполняют отрицательным (фиг. 1).Работа резца происходит следующим образом.Включают вращение детали и устанавливают подачу 5 резца. Набирают глубину резания 1 большую, чем смещение 1 головок,обычно 1: - 1. Во время обработки первая12 режущая головка 2 снимает припуск глубиной 1, а вторая режущая головка 3 снимает припуск глубиной 1,В процессе обработки при удалении первой режущей головкой срезаемого слоя 1) 5 10 15 20 25 30 35 40)1 металла сечением 11 (фиг. 3) стружка движется от детали в направлении подачи 5 со скоростью о,. Этому способствует выполнение угла наклона Х режущей кромки 4 отрицательным. При удалении второй режущей головкой срезаемого слоя металла сечением 12 стружка движется со скоростью 1l(, вследствие ,) , где,- скорость детали в центре сечений стружки, Поскольку 1(5, то сечения срезов 11 и 12 соединены между собой, т. е, они неразрывны, и общий поток стружки определяется скоростью , т. е. он будет направлен от обработанной поверхности 13 детали. Это предотвращает царапание стружкой обработанной поверхности и тем самым улучшается ее чистота. При выполнении соотношения 5)1)не.Х обязательно выполнять стружкоразделительные канавки на передних поверхностях первой и второй режущих головок. Для дробления стружки достаточно выполнить канавки на передней поверхности одной из режущих го,повок, например первой. В результате напряжений, возникающих в стружке при ее прохождении стружкоразделительной канавки передней поверхности первой головки, возникает трещина, а затем разделение стружки по всей ее ширине, включая и стружку, образуемую второй режущей головкой. В этом случае стойкость режущего лезвия второй режущей головки, выполняющей окончательную чистовую) обработку поверхности детали, будет увеличенной, что также способствует улучшению качества обработки.Пример. Обрабатываемый материал сталь 45. Геометрические параметры резца с двумя вершинами: у 75, р 10; у 60, р 8, х 10, а . 8, Л 25, Л.1 - 5. Режим обработки: скорость резания Уд 200 м/мин, глубина резания первой головкой 1 1,5 мм, второй головкой 1 1,5 мм; подача 5 0,4 мм/с. Величина смещения головок резца вдоль оси детали 1 равна 0,36 мм.Стойкость резца Т состави,па 59 мин при шероховатости обработанной поверхности И,=20 мкм,Способ обработки резцов с двумя вершинами, заключающийся в том, что обработку ведут одновременно обеими вершинами резца со смещением последних вдоль и поперек оси детали, отличающийся тем, что, с целью повышения качества обработанной поверхности за счет улучшения отвода стружки, смещение 1 вершин вдоль оси выполняют. в диапазоне 5/2(Е(5, где 5 - обратная подача,1547958 7 г Редактор Е. ПаппЗаказ 01ИИПИ Государстве13035роизводственно-изд Составитель В. Зоехред И. Вересираж 73 ного комитета по изобретениям и Москва, Ж - 35, Раушская тельский комбинат Патент, г.отавКорректор М. ПожоПодписноеоткрытиям при ГКНТ СССаб., д. 4/5жгород, ул. Гагарина, О
СмотретьЗаявка
4353637, 20.11.1987
МОГИЛЕВСКОЕ ОТДЕЛЕНИЕ ФИЗИКО-ТЕХНИЧЕСКОГО ИНСТИТУТА АН БССР
ШАТУРОВ ГЕННАДИЙ ФИЛИППОВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: вершинами, двумя, резцом
Опубликовано: 07.03.1990
Код ссылки
<a href="https://patents.su/3-1547958-sposob-obrabotki-rezcom-s-dvumya-vershinami.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки резцом с двумя вершинами</a>
Способ лечения энтероколита при сепсисе у детей первых трех месяцев жизни

Номер патента: 1572640
Опубликовано: 23.06.1990
Авторы: Прутовых, Рачковская, Токаренко, Фролова
МПК: A61K 39/44
Метки: детей, жизни, лечения, месяцев, первых, сепсисе, трех, энтероколита
...до 7раз в сутки, одышка до 50 в минуту, животвздут. Масса тела 3150 г, при рождении -3100 г. Вначале начата комплексная терапия сепсиса, включая хирургическое пособие. Традиционное лечение энтероколитадополнено энтеросорбцией сорбентаСУМСс нанесенным на него карбенициллином в.дозе 50 мг/см . Ребенок получалуказанную взвесь в вазелиновом масле за 40 мин до кормления 4 раза с сутки, В первые суткй лечения эвакуация сорбента по ЖКТ продолжалась 6-7 ч. К концу вторых суток комплексной терапии исчез парез ЖКТ, уменьшилась одышка, отмечено урежение срыгиваний и частоты стула, но патологические примеси сохранялись, Результаты бакисследований; в крови рост золотистого стафилококка, в содержимом кишечника и гное также рост золотистого...
Способ измерения несоосности двух поверхностей вращения детали относительно их общей оси

Номер патента: 448346
Опубликовано: 30.10.1974
МПК: G01B 5/25
Метки: вращения, двух, детали, несоосности, общей, оси, относительно, поверхностей
...измеряют несоосность второй поверхности относительно общей оси при вращении детали относительно оси, проходящей через центр базирующей поверхности и перпендикулярной ее торцу.Предлагаемый способ отличается от известного тем, что измеряют в среднем сечении второй поверхности отклонение общей оси от оси вращения детали, измеряют в крайнем сечении второй поверхности отклонение ее оси от оси вращения детали и определяют величину несоосности второй поверхности относительно общей оси, как разницу величин второго измерения, взятого с постоянным коэффициентом, зависящим от геометрических пар а метров детали.Это повышает точность измерения за счет учета отклонения общей оси от оси вращения детали,Предлагаемый способ иллюстрируется чертежом.Для...
Способ профилактики железодефицитных анемий у детей первого года жизни

Номер патента: 1713589
Опубликовано: 23.02.1992
Авторы: Кривенькая, Резник, Старикова
МПК: A61K 33/26
Метки: анемий, года, детей, железодефицитных, жизни, первого, профилактики
...ОЖСС, ЛЖСС, КНТ железом, и во всех случаях не была зафиксирована ЖДА. В 1 год перечисленйые показатели имели следующий вид: Нв 126 г/л; эр.3,9 т/л; СЖ 17,4 мкмоль/л; ОЖСС 63,6 мкмоль/л; ЛЖСС 46,2 мкмоль/л; КНТ 27 ф , что свидетельствует об эффективности проведенной профилактики.П р и м е р 2. Два близнеца, П. С. и П. К.наблюдались, начиная с 2-месячного возраста. Оба ребенка состояли в группе риска по ЖДА, как родившиесяот многоплодной беременности с недоношенностьюстепени :(вес при рождении у П, С. 2100 г, у П. К. 2000 г). На искусственное вскармливание переведены с 2-недельного возраста, Первичные клинические данные: бледны, тургор мягких , тканей снижен, подкожный жировой слой развит недостаточно. Кроме того, у П. К.отмечалась...
Способ прогнозирования частоты заболеваемости у детей первого года жизни

Номер патента: 1777081
Опубликовано: 23.11.1992
Авторы: Копилова, Сотникова, Шиляев
МПК: G01N 33/53
Метки: года, детей, жизни, заболеваемости, первого, прогнозирования, частоты
...у него не прогнозируется.. При наблюдении эа ребенком в динамике первого года жизни установлено, что ребенок однократно перенес ОРВИ в легкой форме. т.е, не является длительно и часто болеющим.П р и м е р 3. Ребейок Иродился от й беременности,срочных родов (39 недель), Родители ребенка проживают в сельской местности, во время беременности женщина наблюдалась и обследовалась нерегулярно, но жалоб не предьявляла. Соматически считает себя здоровой, но специалистами не осматривалась. Генеалогический анамнез не отягощен, Ребенок родился с оценкой по шкале Ангар 9 баллов, через 5 мин - 10 баллов, с весом 3500 г, длиной тела 52 см.ФГруппа крови матери и ребенка в (Ю), Состояние ребенка за время пребывания в родильном даме было...
Патрон для обработки наружных и внутренних цилиндрических поверхностей, смещенных относительно оси детали

Номер патента: 686830
Опубликовано: 25.09.1979
Авторы: Бондаренко, Заремба, Ковешникова, Куликов
МПК: B23B 31/36
Метки: внутренних, детали, наружных, оси, относительно, патрон, поверхностей, смещенных, цилиндрических
...В обойме размешены подпружиненные плунжеры, предназначенные для взаимодействия со звездочкой, и привод, выполненный в виде силового цилиндра, шток которого контактирует с зубчатым сектором. Фиксатор неподвижно закреплен в обойме по оси врашения патрона.На фиг. 1 изображен описываемый патрон, продольный разрез; на фиг. 2 - 4 разрез А - А, Б - Б и В - В на фиг. 1. Корпус 1 патрона крепится к шпинделю станка. В эксцентричной расточке корпуса с возможностью вращения помещается обойма 2. Относительный поворот корпуса и обоймы позволяет установить требуемое смешение обрабатываемых поверхностей детали относительно ее оси. В обойме 2 на определенном расстоянии от оси располагается вал 3 с делительным диском 4, который имеет отверстия с...
Предыдущий патент: Способ получения алюминиевого порошка
Следующий патент: Токарный многоцелевой станок
Случайный патент: Способ автоматического управления процессом пуска многозонного барботажного реактора