Способ изготовления зубчатых передач
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
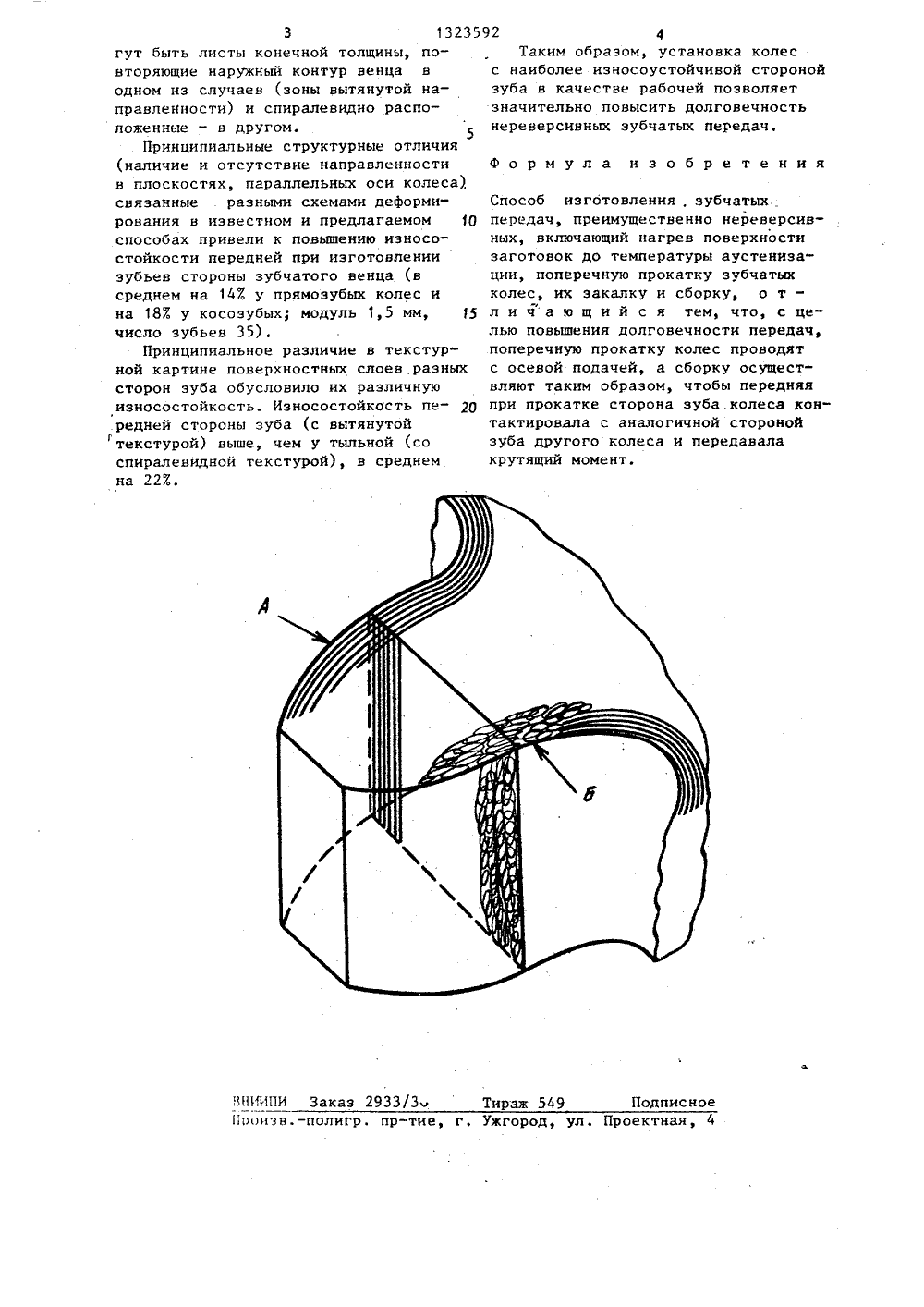
/32 51)4 С 21 и ЕТ СССРОТКРЫТИЙ ИСАНИЕ ЗОБРЕ ТЕЛЬСТВУ И Р СКОМУ пиду В,нчи таким прокатке. ровала с угого момент. М ГОСУДАРСТВЕННЫЙ КОМ ПО ДЕЛАМ ИЗОБРЕТЕНИИ(56) Шебаков В.А., ВасилевскийТермомеханическая обработка пркатке зубьев. МиТОИ, У 11, 197с. 60"61.(57) Изобретение относитсямашиностроения и может быть зовано при изготовлении нер ных зубчатых передач. Цель шение долговечности передач ность заготовок нагревают и до аустенизации, проводят п прокатку с осевым смещением чения зубчатых колес, закал и осуществляют сборку перед образом, чтобы передняя при сторона зуба колеса контакт аналогичной стороной зуба д колеса и передавала крутящи 1 ил. области исполь версив- повы- Поверхдуктором перечную до полувают их1 13235Изобретение относится к машиностроению и может быть использованопри изготовлении нерецерсицных зубчатых передач.Цель изобретения - повышение дол 5говечности передач,На чертеже представлена схема пространственной текстурной картины поверхностных слоев зубчатого венцапосле изготовления предлагаемым спосоОбом (А - передняя боковая поверхностьзуба, Б - тыльная боковая поверхностьзуба).Изобретение иллюстрируется следующими примерами. 15Предлагаемый способ апробированпри исследовании характера деформациизубчатого венца с модулем 1,5 мм,числом зубьев 35. Материал - сталь4 ОХ. Нагрев поверхностных. слоев производился до температурного диапазона 800-920 С машинным генераторомтоков высокой частоты мощностью бЗкВт,частотой 8 кГц посредством двухвиткового индуктора. Последующее формообразование зубчатого венца производилось при той же температуре посхеме поперечно-винтовой прокатки сосевой подачей заготовки. Затем производилось немедленное, охлаждение(закалка) эмульсией посредствомспрейера. Все элементы (индуктор,деформирующее устройство и спрейер),обеспечивающие формообразование посхеме высокотемпературной термомеханической поверхностей обработки (ВТМПО)35были смонтированы ц одном устройстве.Таким образом, обеспечивалась непрерывно-последовательная схема обработки.Для получения пространственнойкартины характера течения металла приформообразовании зубчатого венца пластическим деформированием по предлагаемой и известной схемам исследовалась микроструктура материала вплоскостях, перпендикулярных и параллельных оси колеса (в различных зонах:вершина, средняя часть зуба впадинана поверхности и в объеме).У образцов полученных ВТМПО устаУ50новлена резко выраженная Текстурованность структуры в большинстве исследуемых областей, позволившая составитьпространственную картину характератечения металла (фиг. 1), На передней(по направлению вращения заготовкипри обработке) боковой поверхностизуба и впадине слои вытянуты, повторяя наружный контур, на тыльной боко 92 2вой поверхности направленность носила спиралевидный характер. В области вершины регулярного направления слоев не отмечено. установленные различия характера текстуры на передней и тыльной боковых поверхностях зуба имели большое практическое значение: поверхность с вытянутой текстурой оказалась более иэносоустойчивой, чем тыльная со спиралевидной текстурой. Вследствие этого была принята схема установки колес в передачу, при которой рабочей являлась боковая поверхность с вытянутой текстурой, т.е. передняя при обработке. В результате такой направленной сборки была существенно повышена долговечность (износостойкость) зубчатых колес.Глубина текстуроцанных слоев составила величину до 0,8 мм. В объеме наблюдалась ослабленная направленность, При реализации ВТИПО профильных изделий деформированием по схеме поперечной прокатки без осевой подачи загс 1 товки (известное решение) специфическая текстурная картина формируется лишь в плоскости, перпендикулярной оси колеса (направленность, повторяющая наружный профиль на передней боковой поверхности зуба и впадине, и вихреобразная - на тыльной поверхности). В группе плоскостей, перпендикулярных приведенной (в том числе перпендикулярной оси зуба) какая-либо регулярная направленность отсутствовалаТаким образом, при составлении пространственной текстурной картины, в данном случае геометрическими аналогами текстурованных зерен являются жгуты конечного диаметра, расположенные в семействе плоскостей, перпендикулярных оси колеса, и повторяющие наружный контур венца на передней поверхности зуба и во впадине, а на тыльной поверхности - вихреобраэные. Регулярная ориентация жгутов в направлении оси колеса отсутатвует.Анализ текстурной картины поверхностных слоев .венца, полученного предлагаемым способом, выявил пространственную схему, указанную выше. Зерна вытянуты ц обоих плоскостях (перпендикулярной и параллельной оси колеса) на передней боковой поверхности зуба и впадине и направлены спиралевндно - на тыльной. Геометрической моделью ориентированных элементов структуры ц данном случае мо 3 1 ЗгЗ 5гут быть листы конечной толщины, повторяющие наружный контур венца водном из случаев (зоны вытянутой направленности) и спиралевидно расположенные - в другом.5Принципиальные структурные отличия(наличие и отсутствие направленностив плоскостях, параллельных оси колеса),связанные разными схемами деформирования в известном и предлагаемом 10способах привели к повышению износостойкости передней при изготовлениизубьев стороны зубчатого венца (всреднем на 143 у прямозубых колес ина 183 у косозубых; модуль 1,5 мм, 15число зубьев 35).Принципиальное различие в текстурной картине поверхностных слоев разныхсторон зуба обусловило их различнуюизносостойкость. Износостойкость передней стороны зуба (с вытянутойтекстурой) выше, чем у тыльной (соспиралевидной текстурой), в среднемна 223,92 4Таким образом, установка колесс наиболее износоустойчивой сторонойзуба в качестве рабочей позволяетзначительно повысить долговечностьнереверсивных зубчатых передач.Формула изобретенияСпособ изготовления, зубчатых передач, преимущественно нереверсивных, включающий нагрев поверхности заготовок до температуры аустенизации, поперечную прокатку зубчатых колес, их закалку и сборку, о тл и ч а ю щ и й с я тем, что, с целью повышения долговечности передач, поперечную прокатку колес проводят с осевой подачей, а сборку осущест" вляют таким образом, чтобы передняя при прокатке сторона зуба. колеса контактировала с аналогичной стороной зуба другого колеса и передавала крутящий момент.
СмотретьЗаявка
3851287, 04.02.1985
БЕЛОРУССКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
БАБУК ВАЛЕНТИН ВЛАДИМИРОВИЧ, ЛАПИДУС АВРААМ ЛЬВОВИЧ, НОСАЧ ВИКТОР АНДРЕЕВИЧ
МПК / Метки
Опубликовано: 15.07.1987
Код ссылки
<a href="https://patents.su/3-1323592-sposob-izgotovleniya-zubchatykh-peredach.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления зубчатых передач</a>
Способ контроля и регулирования контакта зубьев в зубчатых передачах

Номер патента: 1298509
Опубликовано: 23.03.1987
Авторы: Багин, Дунаев, Любельский, Морозов, Раннев, Рейш
МПК: G01B 5/20
Метки: зубчатых, зубьев, контакта, передачах
...валов в направлении уменьшения или устранения, или созда ния угла перекоса противоположного направления в пределах допускаемого значения. При этом между концами ва" лов со стороны концентрации пятен контакта устанавливают подшипники с увеличенными, а на противоположных концах валов - с уменьшенными радиальными зазорами.радиальных зазоров для противопопожных подшипников как минимум на21-41 величину ьК =2 У Ь ( -- "-) котоОАоп 3 Р фк рая позволяет только уменьшить имею щийся перекос в зацеплении до величины допускаемого значения, . С целью надежного обеспечения в передаче перекоса менее допускаемого значения, величину ьК необходимо увеличить.Однако 4 К = ьК К имеет свой предел, равный 0,35-0,40 мм, обусловленный значениями допускаемых...
Зубчатая цилиндрическая передача

Номер патента: 1523788
Опубликовано: 23.11.1989
Авторы: Бескопыльная, Мартиросов
МПК: F16H 1/10
Метки: зубчатая, передача, цилиндрическая
...линейчатых поверхностях они скрещиваются,В случае цилиндра, в котором всеобразунщие стационарны, расстояниемежду смежными образующими представляет собой бесконечно малую величину первого порядка, в то время какв случае торса кратчайшее расстояние между смежными образукицими представляет собой бесконечно малую величину более высокого порядка.Поперечный профиль зуба 3 ведуще-го колеса 1 представляет собой эвольвенту 12 окружности поперечного сечения аксоида 10. Активная поверхность зубьев ведомого колеса 2 выпол"иена в виде участков торсовой поверхности 13. Поперечный профиль зуба 4представляет собой эвольвенту 14окружности поперечного сечения аксо 20 25 30 35. Зубчатая цилиндрическая передача40 с параллельными осями, содержащая 45...
Зубчатая передача со скрещивающимися осями колес и линейным касанием зубьев

Номер патента: 624025
Опубликовано: 15.09.1978
Авторы: Борисов, Коростелев
МПК: F16H 1/12
Метки: зубчатая, зубьев, касанием, колес, линейным, осями, передача, скрещивающимися
...равенства а, + аг = а и а, + аг =а,вПоперечные профили 4 поверхностей зубьев 5 и 6 выполнены в виде когруэнтных гладких кривых. например второго порядка, в частности, по дугам окружностей равного радиуса, и при зацеплении совпадают с линией кон. такта.Рабочая поверхность зуба каждого иэ взаимодействующих зубьев конгруэнтна геометри. ческой поверхности, образуемой при движении линии, соответствующей поперечному профилю 4 по винтовой поверхности зацепления, ось и вин товой параметр которой совпадают с осью 7 и25 ИМИ Звказ 5156/28 Тираж 1198 ое ПП "П атеит", г. Ужторол, ул. Проекгиая ФФ.4 р аф уУ У /6240винтовым па раметром винтового производящегоколеса (на чертеже не показано). Положениеоси 7, т.е, угол а 7, который составляет ось...
Зубчатая передача с пересекающимися осями колес и линейным касанием зубьев

Номер патента: 1703888
Опубликовано: 07.01.1992
Авторы: Бескопыльная, Мартиросов
МПК: F16H 1/34
Метки: зубчатая, зубьев, касанием, колес, линейным, осями, передача, пересекающимися
...малую первого порядка, в то время, как в случае торса кратчайшее расстояние между смежными образующими представляет собой бесконечно малую более высокого порядке (Качан В,ф. Основы теории поверхностей, ОГИЗ, Гостехиэдат,1947, с. 277).Сопоставительный анализ с прототипом показывает,что предлагаемая зубчатая передача отличается тем, что рабочая поверхность зубьев выполнена в виде торсовых поверхностей, что соответствует критерию изобретения "новизна".Сравнение предлагаемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие предлагаемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "существенные отличия".На фиг.1...
Станок для притирки рабочих поверхностей зубьев конических зубчатых колес

Номер патента: 248461
Опубликовано: 01.01.1969
МПК: B23F 19/02
Метки: зубчатых, зубьев, колес, конических, поверхностей, притирки, рабочих, станок
...рукояткой 15, холостое про кручивание,производится маховиком 1 брасцепленной муфте 5. На плите 17, вращающейся на подшипниках оси 18, находящейся в центре пересечения15 вершин начальных конусов шестерен и опирающейся на круговую направляющую 19,смонтированы друг против друга две шпин.дельные бабки 20 с ведомыми шпинделями 21,в которые устанавливаются притираемые шес 20 терни. Бабки со шпинделями могут перемещаться в осевом направлении с помощью маховичков 22 и в вертикальном - с помощьюмаховичков 28. Шпиндели имеют регулируемые пружинные тормоза 24, создающие необ 25 ходимую нагрузку на зубьях шестерен припритирке,Плита 17 серьгой 25 соединена с шатуном 2 б, Головки шатуна снабжены эксцентриками 27 и 28, позволяющими менять межцен 30...
Предыдущий патент: Шихта для выплавки ферромарганца в доменных печах
Следующий патент: Способ отжига высоколегированных сталей
Случайный патент: Способ получения 1триалкокси(триалкил)силилалкилтио -1 бутен-3-инов