Способ двустороннего полирования пластин
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК ЯО 15 Н 4 В 24 В 37/О ГОСУД АРСТВЕННЫИ ПО ДЕЛАМ ИЗОБРЕ МИТЕТ ССЙ И ОТК ф(И ЗОБРЕТЕНИЯ Яф 1 смфф ЛЬСТВ(56) Авторское свидетельство СССРФ 339391, кл. В 24 В 29/00, 1979.(54)(57) СПОСОБ ДВУСТОРОННЕГО ПОЛИРОВАНИЯ ПЛАСТИН, нри котором их раз"мещают между полировальниками наоснове синтетического материала, сообщают пластинам и полировальникамотносительные перемещения, прижимают ПИСАНИЕАВТОРСИОВйГ СВИ друг к другу, а в зону обработкиподают абразивную смесь, о т л ич а ю щ и й с я тем, что, с цельюповьппения качества полированияпьезоэлектрических, оптических и полупроводниковых пластин, обработкуведут на полировальниках из композиционного материала на основе ударопрочного полистирола с добавкой мелкодисперсного хлористого натрия, приэтом удельное давление выбираютв пределах от 0,05 до 0,6 кг/см,скорость полирования от 1,1 до1,5 м/с, а содержание полировальногоабразива в смеси от 5 до 107.Изобретение относится к,технологии обработки материалов в приборостроении и может использоваться при изготовлении полупроводниковых, опти. ческих и пьезоэлектрических иэделий. 5Цель изобретения - повышение качества полирования пьезоэлектрических, оптических и полупроводниковых пластин.На чертеже показана схема реализа О ции способа двустороннего полирования пластин.Пластины 1 закреплены в кассете 2, расположенной между полировальниками 3, рабочий слой которых 4 сос тоит иэ композиционного материала на основе полистирола с добавкой мелкодисперсного растворимого вещества.Технологию двустороннего полирования пьезоэлектрических пластин на 20 станках, например, эксцентрнкового типа с использованием полировальников, рабочий слой которых состоит иэ композиционного материала на основе полистирола с добавкой мелкодисперс ного растворимого вещества, рассматривают на примере полимерного материала, представляющего собой композицию на основе ударопрочного полистирола и хлористого натрия. 30Способ включает сушку хлористого натрия при 100 С в течение 2 ч,размол в фарфоровом барабане шаровой мельницы при массовом соотношении шаров и загружаемой соли 2:1, перемешивание и загрузку в бункер литьевой машины ударопрочного полистирола и хлористого натрия в массовом соотношении 85:15, пропускание композиции 1- раза через гранулирующую го ловку с отверстием 3-5 мм при температуре материального цилиндра 190- 230 С, удельном давлении 500700 кг/см, длине гранул 3-5 мм, переработку гранулнрованной композиции в изделия методом литья под давлением, температура. материального цилиндра 200-240 С, температура литьевой формы 30-40 ОС, давление впрыска 800- 1200 кг/см, время выдержки в литьевой форме под давлением 20-30 с.После изготовления полировальников шлифуют нерабочую сторону на станке с применением суспенэии на основе шпифпорошка У 4 до образования шероховатой поверхности, промывают полировальник в проточной воде не менее 20 С и сушат его фильтровальнойо бумагой, приклеивают клеем ПУк рабочей поверхности притира полнстирольный диск шлифованной поверхностью.Кроме того, протачивают рабочую поверхность полировальника на токарном станке, снимая 0,2-0,5 мм, при этом окончательно доводят рабочую поверхность полировальннка раствором ацетон- бензин (1:10) на плане, обтянутом сукном.Плоскостность рабочей поверхности контролируют лекальной линейкой 0 класса. При наложении лекальной линейки на рабочую поверхность просвет между ними должен отсутствовать.Далее пьезоэлектрические пластины размещают в гнездах кассеты между нижним и верхним полировальникамн, Каждый из полировальннков имеет свои оси вращения, лежащие в,одной плоскости. Ось вращения нижнего полировальника находится на том же расстоянии от оси вращения кассеты, что и ось вращения верхнего полировальника. В качестве полирующего абразива выбирают смесь окиси церия и воды, которую наносят на пластины и равномерно распре. деляют по всей поверхности. Через каж дые 1,5-2 мин проводят подачу смеси в количестве 8- 10 капель. С целью получения минимальной разнотолщинности в одновременно полируемой партии проводят перекладки пьезоэлектрических пластин в процессе полирования, Контроль частоты полированных пластин осуществляют электронным частотомером с помощью накладных электродов. К накладным электродам подводят переменное напряжение от технологического генератора.Диапазон изменений удельных давлений на пьезоэлектрические пластины выбирают, исходя иэ зернистости абразива и скорости полирования, Причем при больших размерах зерна необходимо работать с давлениями, близкими к значению 0,6 кг/см, а при меньших размерах зерна - с давлениями, близкими к значению0,05 кг/см, Диапазон изменений скорости вращения полировальников указан в зависимости от рода работы прн полировании пьезоэлектрических пластин.Прн грубой доводке пластин скорость вращения притиров соответствует 1,5 м/с, а при более тонком, финишном полировании значение ско951 4не хуже 0,05 мм), При времени притирки полировальников более 20 мин значительно увеличивается трудоемкостьпроцесса.Изготовление полировальников изполистирола с добавкой мелкодисперсного хлористого натрия позволяетполучать рабочие поверхности полировальников с заранее заданными требованиями по точности и плоскостности.Кроме того, полировальники из полистирола значительно износоустойчивееизвестных.Наличие пор в рабочем слое полировальника, полученных за счет вытравливания мелкодисперсного растворимого вещества, позволяет аккумулировать полирующую смесь и обеспечить оптимальную подачу смеси в зонуполирования,П р и м е р. Полировке окисью церрия подвергают пластины кварца икремния в количестве 24 шт., предварительно обработанные абразивом И 5.После сполирования 5 мкм контролируютплоскостность, плоскопараллельностьи наличие на полированной поверхности дефектов обработки.Результаты испытаний приведеныв таблице,1 1238 Режимы полирования 0,05 0,6 0,6 1,5 1,5 7,510 0,03 0,80,050,6 10 5 10ВНИИЛИ Заказ 3336/11 Тираж 740 Подписное Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4 рости вращения полировальннков близкое к 1,1 мlс.Наличие полирующего абразива в смеси менее 57 уменьшает производительность труда при полировании. При содержании полирующего абразива в смеси более 103 большая часть порошка не участвует в процессе полирования.1 О Толщину снимаемого слоя полировальника на токарном станке определя" ют, исходя из технологических разбросов, получаемых в процессе литья, при этом они не превышают О, 1-0,5 мм.Проточка полировальника менее чем на 0,1 мм не позволяет убрать все литьевые дефекты, неровности. Проточка полировальника более чем на 0,5 мм нежелательна вследствие умень 20 шения рабочего слоя полировальника. Время притирки полировальников, осуществляемое на холостом ходу станка, выбирают, исходя из состояния шероховатости поверхности полировальника и его плоскостности. При времени притирки менее 10 мин не удается привести полировальники в рабочее состояние (шероховатость поверхности К =32 мкм, плоскостность 30 Удельное давление Скорость Содержаниекг/см полирова- абразива, 7ния, м/с Характеристика процесса и полированной поверхности Дефекты отсутствуют, неплоскостность не более 1 мкмТо жеДефекты отсутствуют, неплоскостность не более 1 мкмНаличие ряби и царапин, увеличение трудоемкости в 1,5 раза Наличие царапинНеплоскостность более 2 мкм Неплоскопараллельность более 2 мкм, две пластины разбились Волнистость поверхности Наличие царапин и дефектов типа головастик
СмотретьЗаявка
3799420, 05.10.1984
ПРЕДПРИЯТИЕ ПЯ Г-4149
СЛИЦАН МИХАИЛ СОЛОМОНОВИЧ, МЕЩЕРЯКОВ ОЛЕГ АЛЕКСАНДРОВИЧ, КАТКОВ СЕРГЕЙ ПАВЛОВИЧ, РУСАКОВ ВЛАДИМИР КОНСТАНТИНОВИЧ, ДЕМИДОВА ЗИНАИДА ВАСИЛЬЕВНА, МОШКОВСКИЙ АНАТОЛИЙ СТАНИСЛАВОВИЧ
МПК / Метки
МПК: B24B 37/04
Метки: двустороннего, пластин, полирования
Опубликовано: 23.06.1986
Код ссылки
<a href="https://patents.su/3-1238951-sposob-dvustoronnego-polirovaniya-plastin.html" target="_blank" rel="follow" title="База патентов СССР">Способ двустороннего полирования пластин</a>
Устройство для нанесения покрытий из металлических порошков на поверхности полых изделий типа тел вращения

Номер патента: 1284695
Опубликовано: 23.01.1987
Авторы: Дорожкин, Кашицын, Клименко
МПК: B22F 7/04
Метки: вращения, металлических, нанесения, поверхности, покрытий, полых, порошков, тел, типа
...изделий и регулирования их толщины.На фиг.1 представлено устройство, общий вид в разрезе; на фиг,2 - вид А на фиг.1.Устройство состоит из центрирующей оправки 1, С-образных пуансонов 2 (в данном случае их четыре), стержня 3, игл 4, двуплечих рычагов 5, грузов 6, корпуса 7, имеющего направляющие по числу С-образных пуансонов и соединенного с приводом 8 вращения, источника 9 нагрева (индуктора ТВЧ), камеры 10 наддува, подшипника 1 качения, закрепленного в корпусе стопорным кольцом 12. Устройство работает следующим образом.На центрирующую оправку 1 устанавливается изделие и фиксируется на ней иглами 4 при движении стержня 3 вверх, Во внутренней полости изделия размещается источник 9 нагрева и в камеру 10 наддува подается воздух для...
Способ химико-механического полирования пластин арсенида галлия
Номер патента: 1715133
Опубликовано: 20.08.1995
Авторы: Башевская, Заказнова, Колмакова, Рогов, Тюнькова
МПК: H01L 21/302
Метки: арсенида, галлия, пластин, полирования, химико-механического
СПОСОБ ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ПЛАСТИН АРСЕНИДА ГАЛЛИЯ, включающий обработку пластины вращающимся полировальником и полирующим составом, содержащим абразив, сульфаминовую кислоту, пероксид водорода, поверхностно активное вещество и воду, отличающийся тем, что, с целью улучщения плоскостности пластин при сохранении качества поверхности, химико - механическое полирование проводят в два этапа на одном полировальнике, причем на первом этапе удаляют 80 95% припуска полирующим составом, содержащим в качестве абразива натриевый цеолит, а на втором этапе удаляют 5 20% припуска полирующим составом, содержащим в качестве абразива силиказоль, а в качестве поверхностно активного вещества используют сульфанол при следующем содержании...
Способ полирования пластин из керамических материалов
Номер патента: 1743114
Опубликовано: 15.07.1994
Авторы: Ерусалимчик, Рогов, Савушкин, Шаляпин
МПК: B24B 1/00
Метки: керамических, пластин, полирования
СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ, при котором на рабочую поверхность инструмента наносят полирующий состав, содержащий алмазный порошок, глицерин и синтетическое моющее средство, и осуществляют подачу разбавителя, отличающийся тем, что, с целью повышения качества при полировании пластин из материалов на основе Al2O3, в качестве разбавителя берут силиказоль с 3,4 - 11,0%-ным содержанием двуокиси кремния, при этом количество наносимого полирующего состава и подаваемого разбавителя берут в объемном соотношении 1 : 3 - 6 соответственно.
Клеящий состав для крепления полупроводниковых пластин при полировании

Номер патента: 1725293
Опубликовано: 07.04.1992
Авторы: Богданов, Вялый, Живов, Иванчик, Любак
МПК: H01L 21/302
Метки: клеящий, крепления, пластин, полировании, полупроводниковых, состав
...и клин пластинпосле полирования увелич,1 вается.При массовом содержании смеситрихлорэтилена с изопропаноломболее 500 мас,ч, например 530 мас.ч.,из-за малой вязкости толщина наносимого на столик состава не првышает 1-2 мкм. В этом случае снижается прочность крепления пластин настолике, что приводит к срыву пластин со столика при полировании.При массовом содер нании канифолименее 80 мас.ч например 75 мас.ч,и церезина более 18 мас.ч., например 20 мас.ч., клеящий состав характе.ризуется низкой прочностью крепления пластин на столике в начальныйпериод полирования, когда температура полировальника находится впределах 293-298 К в результатепроисходит самопроизвольный срывпластин со столика и их бой.При массовом содержании канифоли более...
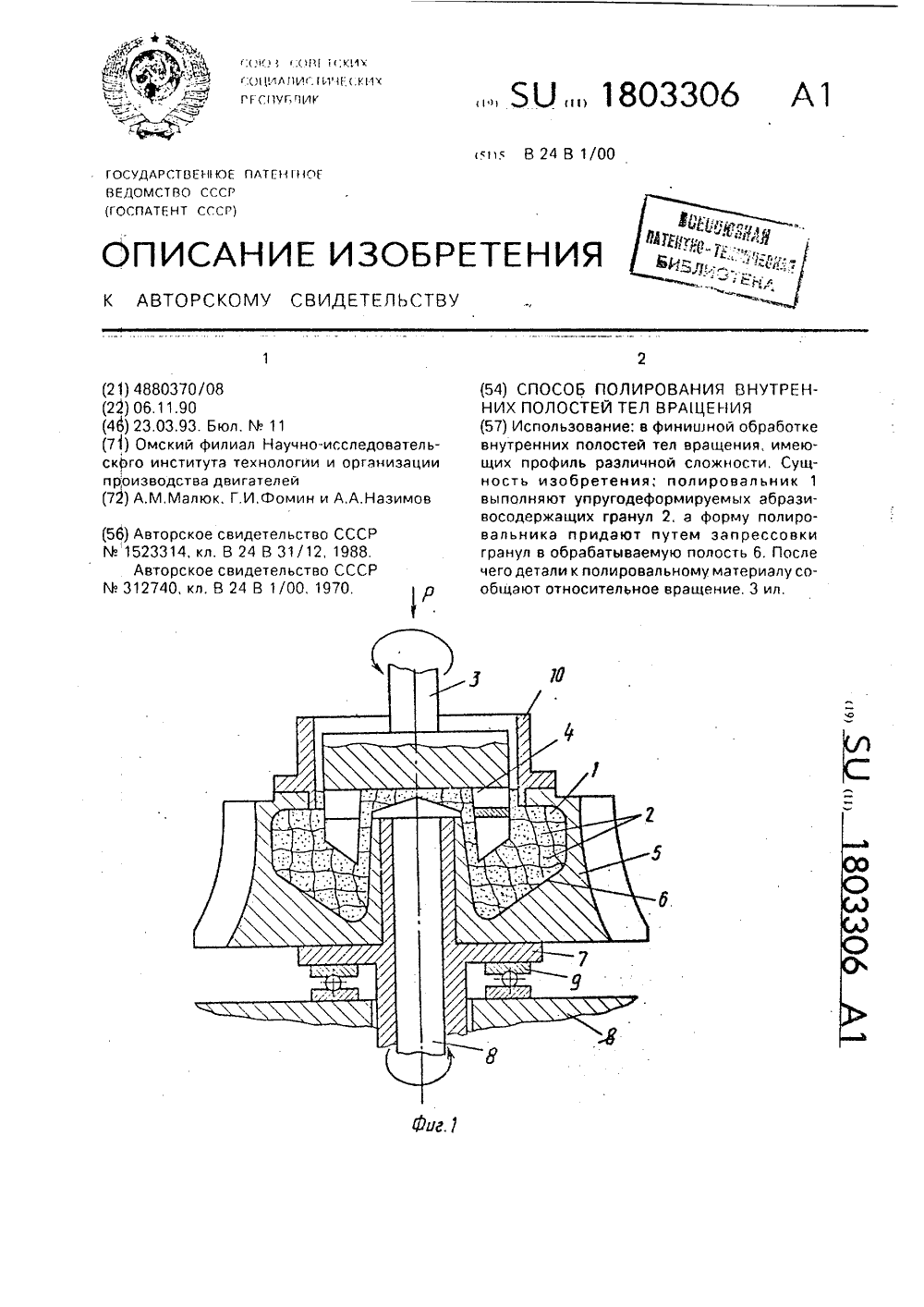
Способ полирования внутренних полостей тел вращения
Номер патента: 1803306
Опубликовано: 23.03.1993
МПК: B24B 1/00
Метки: внутренних, вращения, полирования, полостей, тел
...на шпинделе 7 при помощи тяги 8. Упорный подшипник 9 воспринимает рпбочее усилие "Р поддерживающее форму попировальника. Направляющая втулка 10 предназначена дпя заполнения обрабатываемой полости 6 гранулами 2 и дпя процесса формирования полировальника 1,Способ осуществляют следующим образом, Обрабатываемую деталь 5 устанавливают на шпинделе 1 и крепят тягой 8, На обрабатываемой детали 5 закрепляют направляющую втулку 10, через которую в обрабатываемую внутреннюю полость б засыпают упругодеформируемые абразивосодержащие гранулы 2. Затем, оправкой 3, под рабочим давлением Р формируют иэ этих гранул полировальник 1, После этого включают приводы вращения шпинделя 1 и инструмента, который связан с оправкой 3. При этом рабочее давление Р...
Предыдущий патент: Способ центробежной обработки деталей типа дисков
Следующий патент: Устройство для ударного вибронакатывания
Случайный патент: Шарнирная муфта