Способ изготовления прессованных углеродных блоков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
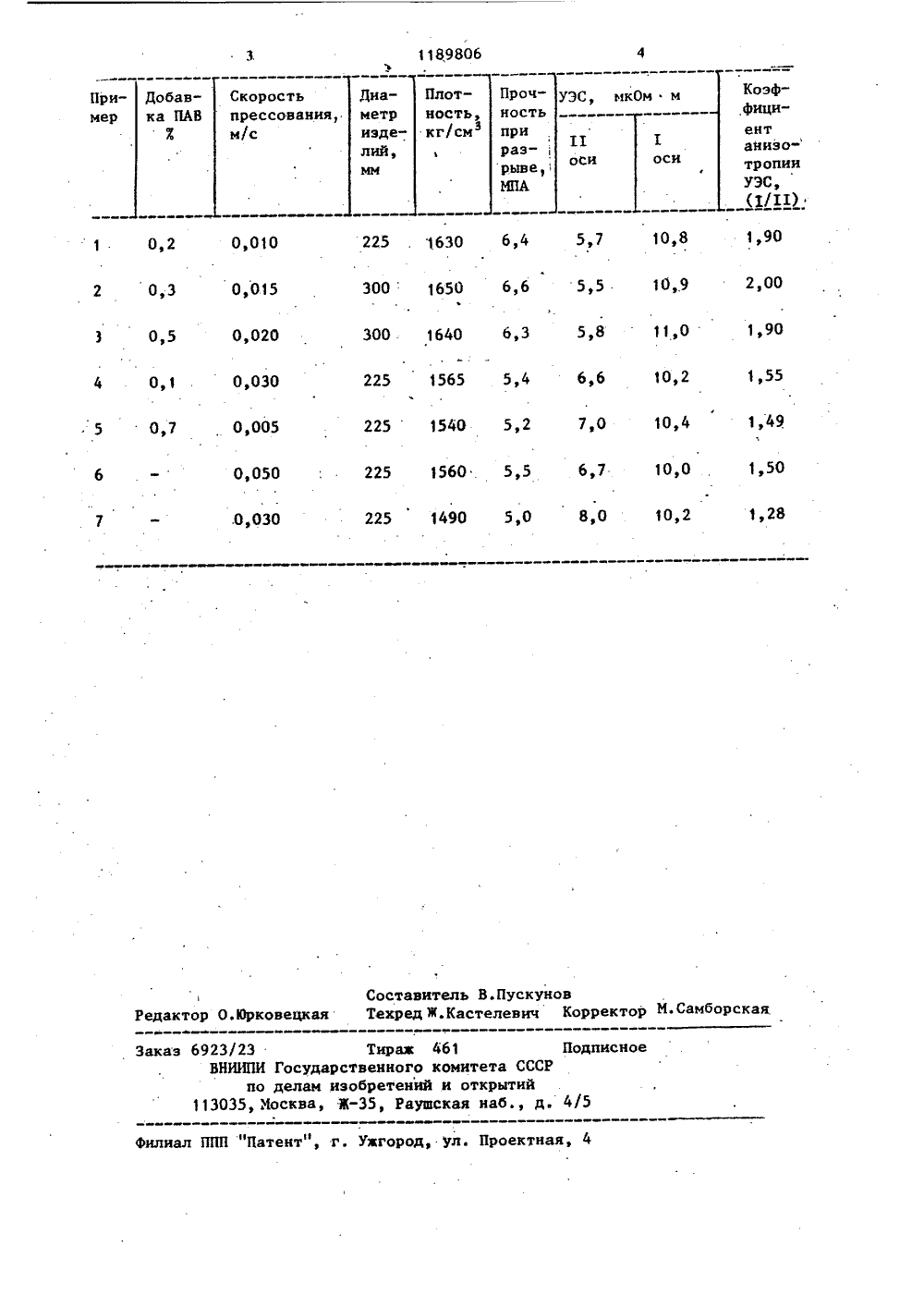
(54 С 01 В 31 04 ИСАНИЕ ИЗОБРЕТЕНИ В 0,2- иапо ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ АВТОРСКОМУ СВИДЕТЕЛЬ(54)(57) 1. СПОСОБ ИЗГОТОВЛЕНИЯПРЕССОВАННЫХ УГЛЕРОДНЫХ БЛОКОВв производстве графитированныхизделий с анизометричной стуктурой,включающий приготовление фракцийнаполнителя с размером частиц4,0-0,08 мм и менее 0,08 мм, смешивание их между собой и со среднетемпературным каменноугольным пекомс введением поверхностно-активного ЯО 1189806 вещества, например олеиновой кислоты, и последующее экструзионное прессование с протяженной областью профилирования, о т л и ч а - ю ш и й с я тем, что, с целью повышения анизотропии электросопротивления, повышения прочности и плотности изделий диаметром более 200 мм,поверхностно-активным вещес вом обрабатывают фракцию наполните ля с размером частиц менее 0,08 мм2. Способ по п.1, о т л и ч аю щ и й с я тем, что экструзионно прессование заготовок диаметром более 200 мм ведут со скоростю 0,01-0,02 м/с.3. Способ по пп. 1 и 2, о т л и ч а ю щ и й с я тем, что олеиновую кислоту вводят в количестве0,5 Ъ от массы мелкозернистоголнителя.40 Изобретение относится к производству графитированных иэделий,а более конкретно к способам изготовления изделий с аниэометрической структурой, используемых н электрометаллур гических процессах и других отраслях техники.Целью изобретения является повышение аниэотропни электросопротинления, повышение прочности и плотности бло ков с диаметром более 200 мм.П р и м е р 1. Из нефтяного прокаленного кокса замедленного коксования готовят наполнитель состава,7: -4,0+0,3 мм 50; -0,5+0,8 мм 20; 15 -0,08+0 мм 30, Перед смешиванием шихты мелкозернистую фракцию наполнителя с размером частицменее 0,08 мм обрабатывают кислотой в количестве 0,27. После перемешивания и подогрева всех фракций наполнителя до 60-80 С его смешивают со среднетемпературным каменноугольным пеком (тем ература размягчения 67 С), взятом в количестове 18 мас.7. Температура смешивания 130 С, продолжительность 45 мин, Затем массу выгружают, охлаждают в миксере до 95 С, помещают в цилиндр пресса и продавливают через 30 мундштук диаметром 225 мм и длиной профильной части 1000 мм (отношение длины к диаметру 4,4), Скорость прессования поддерживают равной 0,01 м/с подбором величины давления прессования. Отформованные заготовки обжигают в коксовой засыпке в промышленной обжиговой печи до 800 С со средним подъемом температуры 7 /ч. Затем их графитируют н промышленной печи до 2700 С в коксовой эасыпке и н среде собственных летучих веществ со средним подъемом температуры 50 ф/ч. Из изделий вырезаны образцы и определены свойства вдоль и поперек оси дрессования.П р и и е р 2. Проводят аналогично примеру 1, только скорость прессонания поддерживают равной 50 0,015 м/с, добавка олеиноной кислоты 0,37.от массы мелкоэернистого наполнителя. Диаметр мундштука 300 мм, его длина 1400 мм (отношение длины к диаметру 4,6)П р и м е р 3. Проводят аналогично примеру 1, только скорость прессования поддерживают равной 0,02,м/са добавка олеиноной кислоты 0,57от массы мелкозернистого наполнителя. Диаметр мундштука 300 мм,его длина 1400 мм (отношение длинык диаметру 4,7).П р и м е р 4. Проводят аналогично примеру 1, только скорость прессования поддерживают равной 0,3 м/с,добавка олеиновой кислоты 0,17от массы мелкозернистого наполнителя,П р и м е р 5. Проводят аналогично примеру 1, только скоростьпрессования поддержинают равной0,005 м/с, добавка олеиновой кислоты 0,77. от массы мелкозернистогонаполнителя,П р и м е р 6. Проводят аналогично примеру 1, только скоростьпрессования поддерживают равной0,05 м/с, олеиновую кислоту вмелкозернистый наполнитель не добавляют.П р и м е р 7, Проводят аналогично примеру 1, только скорость прессования поддерживают равной 0,03 м/с,олеиновую кислоту в мелкозернистыйнаполнитель не добавляют. Перед на-чалом прессования мундштук смазываютолеиновой кислотой.Условия изготовления и свойстваграфитированных изделий приведеныв таблице. Из таблицы видно, что углеродный материал, изготовленный по предлагаемому способу, обладает поньппенным коэффициентом анизотропии УЭС, который составляет 1,9-2,0,что почти на 50 и 303 вьппе коэдфициентов для материалов, полученных по известным способам. Кроме того, повышается плотность и прочность материала при разрыве в среднем на 6 и 257 соответственно по сравнению с известными способами.1189806 Коэф- фициПлотНОСТЬ кг/см УЗС, икОм м Добавка ПАВХ Пример 11оси 1оси 1,90 10,8 225 . 1630 6,4 0,010 1 0,2 6,6 0,015 2 0,3 2,00 10,9 5,5 6,3 5,8 11,0 1,90 0,020 0,5 4 О,1 1,55 10,2 6,6 5 0,7 1,49 7,0 10,4 5,2 10,0 1,50 225 1560 . 5,5 0,050 225 1490 5,0 8,0 1,28 10,2 0,030 Составитель В.ПускуновТехред Ж.Кастелевич Корректор М.Самборская Редактор О.Юрковецкая Заказ 6923/23 Тираа 461 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5ютв Филиал ППП "Патент", г. Уагород, ул. Проектная, 4
СмотретьЗаявка
3698956, 31.01.1984
ПРЕДПРИЯТИЕ ПЯ М-5409
ДМИТРИЕВ АНТОН ВЛАДИМИРОВИЧ, ФИЛИМОНОВ ВИКТОР АЛЕКСЕЕВИЧ, АВРАМЕНКО ПЕТР ЯКОВЛЕВИЧ
МПК / Метки
МПК: C01B 31/04
Метки: блоков, прессованных, углеродных
Опубликовано: 07.11.1985
Код ссылки
<a href="https://patents.su/3-1189806-sposob-izgotovleniya-pressovannykh-uglerodnykh-blokov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления прессованных углеродных блоков</a>
Способ получения прессованных изделий из силикатной формовочной массы

Номер патента: 1399285
Опубликовано: 30.05.1988
МПК: C04B 18/06
Метки: массы, прессованных, силикатной, формовочной
...с удельной поверхостью 4800 см 2 /г; дробленный топливый шлак Фракции 0,315-0,63 мм Буршынской ГРЭС; молотая негашеная изесть активностью 862 с удельной поверхностью 4000 см /г.Технология изготовления обжигового1 итериала состоит в следующем. Из предварительно. размолотой комовой извести и сухой золы-уноса путем смешения приготовлялось известково-эольное вяжущее активностью 3, 5 и 77. К вяжущему добавлялся дробленный шлак и они вместе перемешивались до получения однородной шихты. Шихта затворялась водой и выдерживалась до полного гашения иэвести.Полусухая масса влажностью 4-6% прессовалась при давлении 150, 175, 200 кгс/см в брикет, который затем дробился на зерна с максимальным размером 8-10 мм.Иэ дробленного брикета формовались...
Способ прессования огнеупорных изделий из полусухих масс

Номер патента: 1570904
Опубликовано: 15.06.1990
Автор: Суглобов
МПК: B28B 3/04
Метки: масс, огнеупорных, полусухих, прессования
...3 и левой 4 матрицах. Левую матрицу 4 с позиции предварительно спрессованной полусухой массы 1 перемещают по опоре 5 на позицию основного прессования под пуансоны б, 7, При этом компенсирующий остаток уплотненной полусухой массы в размере 0,04 - 0,08 массы формуемой смеси, необходимой для изготовления одного изделия, остался ь дополнительной матрице 3. Затем производят окончательное прессование изделия 9 пуансонами 6, 7 номинальным усилием прессования.Компенсирующий остаток уплотненной полусухой массы 8 при этом выталкивается пуансоном 2 из матрицы 3 на опо- РУ О,После этого нижний пуансон 6 выталкивает готовое изделие 9 из матрицы 4, а на правой вспомогательной позиции при этом объемным питателем не показан) заполняются...
Способ прессования огнеупорных изделий из полусухих масс

Номер патента: 1673447
Опубликовано: 30.08.1991
Автор: Суглобов
МПК: B28B 3/00
Метки: масс, огнеупорных, полусухих, прессования
...7,8, При этом компенсирующий остаток уплотненного пресс-порошка 9, выбранного из расчета допустимого отклонения пресс-порошка от заданных параметров, остался в вспомогательной матрице 3 (фиг.1), При этом правые вспомогательная 10 и основная 11 матрицы заполнились пресс- порошком 12 посредством соответственно периодически пополняемых питателей 13,14 в объеме, превышающем потребность для прессования очередного изделия.После этого производится окончательное прессование изделия 15 пуансонами 7,8 с требуемым усилием в размер по высоте с одновременным достижением заданного значения необходимой плотности для заданного свежеспрессованного огнеупорного изделия по всему сечению,Для этого осуществляется плавание матрицы 5 совместно с подвижной...
Способ прессования огнеупорных изделий из полусухих масс

Номер патента: 1736706
Опубликовано: 30.05.1992
Автор: Суглобов
МПК: B28B 3/04
Метки: масс, огнеупорных, полусухих, прессования
...полость нижним пуансоном 5 (фиг,2) Верхний пуансон 4 совершает ход вверх на величину, необходимую для создания дополнительного объема, равного объему полусухой массы, вытесняемой стержневым знаком 6 нижнего пуансона,5 при проведении основного прессования верхним пуансоном 4 и нижним пуансоном 5 с образованием полости в изделии 7 стержневым знаком (фиг.3,4 и 5). При этом боковой горизонтальный пуансон совершает ход влево, верхний пуансон 4 совершает ход вниз, матрица 3 со всеми расположенными на ней элементами также совершает ход вниз, но с вдвое меньшей скоростью, чем пуансон 4, обеспечивая тем самым двойное прессование изделия 7. После этого матрица 3 и стержневой знак 6 совершают ходвниз относительно неподвижного нижнегопуансона 5,...
Пресс-форма для прессования глуходонных изделий из порошковых масс

Номер патента: 1771880
Опубликовано: 30.10.1992
МПК: B22F 3/02
Метки: глуходонных, масс, порошковых, пресс-форма, прессования
...возможностей. Это достигается тем, что пресс-форма содержит основание, подвижную матрицу, внешний жесткий и внутренний эластичный пуансоны, выталкиватель и устройство его перемещения, которое выполнено в виде гидравлического цилиндра, закрепленного на матрице и соединенного своим штоком с выталкивателем, а эластичный пуансон установлен неподвижно на основании. Эластичный пуансон может быть выполнен расширяющимся в направлении основания,На чертеже изображено предложенное устройство, общий вид.Устройство для прессования глуходонных изделий из порошковых масс содеркит неподвижное основание 1, на котором жестко установлены колонки 2 с пружинами 3, с подвижно установленной на них матрицей 4, На боковых поверхностях матрицы 4 жестко...
Предыдущий патент: Способ получения триполифосфата натрия
Следующий патент: Мегометр с дискретным выходом
Случайный патент: Состав для заводнения нефтяного пласта