Способ горячего литья в многоместную форму и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1171312
Авторы: Василенко, Карвацкий, Козин, Незбрицкий

Текст
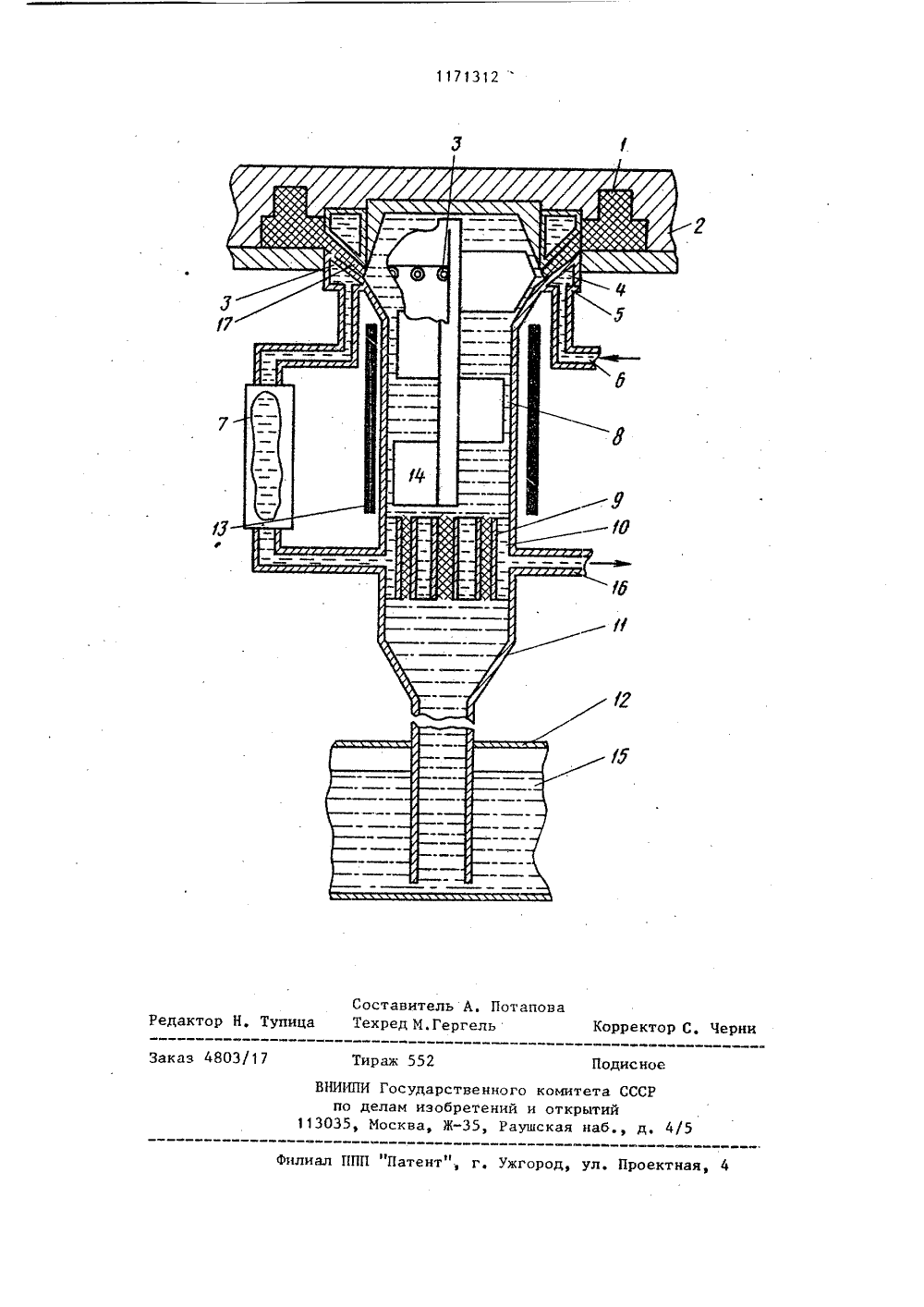
(19) 111) 2 А 1 26 1)4 В ОПИСАНИЕ ИЗОБРЕТЕНИЯ ЕЛЬСТВ АВТОРСКОМ 4243/29-3302.8308,85. Бюл. Р 29.3.022(088,8)бовский П,О. Горячеелитьеских изделий. Госэнерго"96 1, с. 223-224,(21) 35 (22) 17 (46) 07 (72) И,э И. Не 1) Ф 53) бб56) Грерамичэдат,л О ЛИТЬЯ В МНОГОРОЙСТВО ДЛЯ ЕГО поль тороны икернои с вспом угой ст трубке посредст-гательными кана- роны - к формеполости с литм полости лами, асд посредством никовыми ка ро лами,йство по п. 3, о т л ис я тем, что полости убкой-радиатором. 4. Устчающесообщены ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИ(54) СПОСОБ ГОРЯЧЕГМЕСТНУЮ ФОРМУ И УСТОСУЩЕСТВЛЕНИЯ.(57) 1. Способ горячего литья в многоместную форму, включающий подачув многоместную форму шликера пошликерной трубке, опущенной в емкость с расплавом шликера по литниковым каналам с созданием давленияв этой емкости, о т л и ч а ю щ и йс я тем, что, с целью обеспечениябезотходного и бездефектного формования изделий, шликер из шликернойтрубки в литниковые каналы многоместной формы подают по вспомогательнымканалам через промежуточную камерупри температуре, равной, рабочейтемпературе шликера, который постоянно перемешивают, и после заполненияиз оформляющих полостей формы участки шликера, находящиеся в литниковыхи вспомогательных каналах, переводятв твердое. состояние подачей охлаждающей среды, при этом давление вемкости со шликером при удаленииотформованных изделий оставляют неменным, затем затвердевший при предыдущем цикле формования шликер влитниковых и вспомогательных кана поочередно расплавляют, распланый в литниковых каналах шликер вместе с поступившим из промежуточной камеры под действием давления используют для очередного формовани2. Способ по п. 1, о т л и ч аю щ и й с я тем, что для поочередного расплавления затвердевших учас ков шликера, находящихся в литннковых и вспомогательных каналах, исэуют нагревающую среду.3. Устройство для .горячего литья в многоместную форму, содержащее емкость с расплавом шликера, шликер ную трубку и форму, о т л и ч а ющ е е с я тем, что, с целью обеспе чения беэотходного и бездефектного формования иэделий, оно снабжено промежуточной камерой с мешалкой и нагревателем, присоединенной с одноИзобретение относится к производ ству иэделий из керамических шликеров на термопластической связке методом горячего литья в разъемныеметаллические формы и может быть 5использовано в автоматических установках литьевых машин,Цель изобретения-обеспечение безотходного ибездефектного Формованияизделий иэшликера при горячем литье. 10На чертеже схематически цоказаноустройство для осуществления предла, гаемого способа, разрез (состояниеучастков шликера в Фазе окончанияцикла Формования и перед разъединением Формы).Устройство содержит Формуемоеизделие 1, форму 2, литниковые каналы 3, нагревающе-охлаждающую среду 4 полость 5, охватывающую литииковые .каналы, входной патрубок б,трубку-радиатор 7, промежуточнуюкамеру 8, вспомогательные каналы 9,полость 10, охватывающую вспомогательные каналы,шликерную трубку 11, 25емкость 12 с расплавом шликера, нагреватель 13, мешалку 14, расплав 15шликера, выходной патрубок 1 б, шликер 17, застывший в каналах 3 и 9.Способ осуществляют следующимобразом.Перед первым заполнением оформляющих полостей многоместной формы 2 расплавом 15 шликера по входному патрубку 6 через полость 5, трубку радиатор 7 и полость 10, соединенные последовательно, от системы подачи нагревающе-охлаждающей среды (не показана) подают нагревающую среду 4 и ъем самым нагревают каналы 3 и 9 40 до рабочей температуры. Среду отводят по патрубку 1 б. Затем в емкости 12 расплав 15 шликера создает давление, под действием которого расплавленный шликер поступает в шликерную трубку 45 11, через вспомогательные каналы 9 в промежуточную камеру 8, которую постоянно нагревают нагревателем 13 до рабочей температуры шликера, и шликер, находящийся в ней, постоянно 50 перемешивают мешалкой 14,. а из промежуточной камеры 8 - по литниковым каналам 3 в оформляющие полости многоместной Формы 2. После заполнения оформляющих полостей шликером по 55 входному патрубку 6 через полость 5, трубку-радиатор 7 и полость 10 подают охлаждающую среду 4, охлаждают каналы 3 и 9 и тем самым переводят находящийсяв нихшликер в твердое состояние .Затвердевший в каналах 3 и 9 шликер 17 прерывает подачу находящегосяпод рабочим давлением в промежуточнойкамере 8 расплавленного шликера, чтодает возможность разъединить формуи удалить отформованные изделия 1.Отрезание литников, т,е, затвердевшего в литниковых каналах 3 шликераот отформованных изделий 1, происходит в самой форме во время ее разъединения посредством выталкивающе-отрезных втулок (не показаны) по поверхности примыкания литниковых каналовк оформляющим полостям формы,После удаления изделий 1 форму 2соединяют вторично и в полости 5 и10 снова подают нагревающую среду,которая, протекая по трубке-радиатору7, отдает ей тепло до тех пор, покаэта трубка не нагреется до температуры протекающей среды. Вследствиетого, что теплоемкость трубки-радиатора 7 больше, чем теплоемкостьвспомогательных каналов 9 с находящимся в ннх шликером, до тех пор,пока трубка-радиатор 7 прогреетсядо температуры нагревающей среды, вполость 10 будет поступать охлажденная среда. В течение этого временизатвердевший шликер 17, находящийсяв литниковых каналах 3 расплавляетсяполностью, а во вспомогательных каналах 9 начинает прогреваться. Выходящий из каналов 9 под действием давления недостаточно нагретый шликер ишликер, поступающий из шликернойтрубки, вытесняет из промежуточнойкамеры 8 и литниковых каналов 3 уженагретый до рабочей температуры шликер, который поступает в оформляющиеполости формы, где формируются качественные изделия.Затем в полости 5 и 10 подаютохлаждающую среду, форму после остывания иэделий разъединяют, изделияудаляют и цикл формования повторяют.За время между последующими цикламипоступающие в промежуточную камеру 8из каналов 9 недостаточно нагретыепорции шликера 17, равные объему этихканалов, успевают принять требуемуютемпературу и необходимые литейныесвойства за счет перемешивания,ак моменту окончательного заполнения оформляющих полостейв промежуточнуюкамеру8 поступаетшликер рабочихпараметров.оставитель А. По ехред М. Гергель в Редактор ница орректор С. Черни Заказ 4803 1 Тираж 55 ное ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий3035, Москва, Ж, Раушская наб., д, 4 л ППП "Патент", г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3554243, 17.02.1983
ФИЗИКО-МЕХАНИЧЕСКИЙ ИНСТИТУТ ИМ. Г. В. КАРПЕНКО
ВАСИЛЕНКО ИГОРЬ ИВАНОВИЧ, КАРВАЦКИЙ ЛЕВ МИХАЙЛОВИЧ, НЕЗБРИЦКИЙ МИХАИЛ ИВАНОВИЧ, КОЗИН ЛЕВ НИКОЛАЕВИЧ
МПК / Метки
МПК: B28B 1/26
Метки: горячего, литья, многоместную, форму
Опубликовано: 07.08.1985
Код ссылки
<a href="https://patents.su/3-1171312-sposob-goryachego-litya-v-mnogomestnuyu-formu-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ горячего литья в многоместную форму и устройство для его осуществления</a>
Способ получения отливок в оболочковой форме и литейная форма для его осуществления

Номер патента: 1197767
Опубликовано: 15.12.1985
Авторы: Ефремов, Пушкарев, Ткаченко
МПК: B22C 9/04, B22D 18/06
Метки: литейная, оболочковой, отливок, форма, форме
...отливок методом вакуумноговсасывания или под низким давлениемв газопроницаемых формах по выплавляемым моделям,Целью изобретения ярляется повышение производительности, расширениеноменклатуры получаемых отливок имногоразовое использование керамического металлопровода.На чертеже показана литейная фор"ма после заполнения ее расплавленным металлом методом вакуумного всасывания и отключения вакуума.Литейная .форма содержит рабочиеполости 1 для получения отливок,внутреннюю часть металлоподводящегостояка 2 и наружную часть металлоподводящего стояка 3.Форму помещают в герметичную каме"ру. 4 и опускают металлоподводящим стояком 3 в тигель 5 с расплавленным металлом 6. В камере 4 создают вакуум,под действием. которого расплавленныйметалл 6...
Способ литья под давлением керамических изделий в пористых формах с каналами

Номер патента: 1763191
Опубликовано: 23.09.1992
Автор: Крючков
МПК: B28B 1/26
Метки: давлением, каналами, керамических, литья, пористых, формах
...сжатым воздухом до появления его с внешней стороны формы (определяется по появлению пузырьков воздуха иэ трубки в стакане воды, соединенной с каналом формы, визуально) обеспечивает отделение отливки от формы под давлением воздуха непосредственно. Это позволяет исключить размывание фильтром поверхностного рельефа отливки при ее отделении от формы. При использовании давления воздуха менее 0,5 МПа форме не продувается сжатым воздухом (давления воздуха недостаточно для преодоления капиллярного давления капилляров формы), поэтому наблюдается нарушение поверхностного рельефа отливки, Повышение давления воздуха более 1,0 МПа требует усложнения компрессорного оборудования, что экономически нецелесообразно.П р и м е р. Отливали керамические...
Устройство для выполнения вентиляционных каналов в литейных формах

Номер патента: 1369854
Опубликовано: 30.01.1988
Авторы: Высокий, Золотарчук, Пернак, Ткаченко, Федорук
МПК: B22C 23/00
Метки: вентиляционных, выполнения, каналов, литейных, формах
...пружин 12 и 14, сыпучей среды 17 и смеси в литейной форме 20, движутся вниз до упора в модель 18, Одновременно с иглами 3 вниз движутся втулки 9. После того, как иглы достигнут поверхности модели 18, под крышку 6 корпуса 2 подается давление Р. Давление Р, воздествуя на диафрагмы 15 и 16, сжимает сыпучую среду 17, которая уплотняется, заполняя все впадины, и фиксирует втулки 9. При сжатии сыпучей среды 17 воздух, находящийся в ней, имеет возможность. удаляться через венты 8, выполненные в нижней крышке 7 корпуса 2. Далее давление Р снимается (давление Р поддерживается, постоянно фиксируя втулки 9 в нужном положении), и пружины 12 возвращают иглы 3 в крайнее верхнее положение. Литей-. ная форма 20 в сборе с моделью 18 и модельной плитой 19...
Устройство для нанесения эмалевого шликера пульверизацией на детали сложной формы

Номер патента: 550457
Опубликовано: 15.03.1977
Авторы: Верцман, Загуральский, Иоффе, Ковнер, Хорошев
МПК: C23D 11/00
Метки: детали, нанесения, пульверизацией, сложной, формы, шликера, эмалевого
...расхода эмалевого шликера предлагаемое устройство снабжено вибратором, подпружиненным к транспортеру и расположенным перед сушильной камерой.На чертеже показано предлагаемое устройство, содержащее транспортер 1, над которым смонтирован корпус 2 с распылителями 3, под которыми расположен сборник 4 эмалевого шликера с обрабатываемых деталей и вибратор 5. Для перекачивания эмалевого шликера из сборника 4 к распылителям 3 он снабжен насосом 6. За корпусом 2 2расположена сушильная камера 7, при этом корпус 2 с распылителями 3 снабжен кривошипами 8 с приводом (на чертеже не показан). Для очистки транспортера 1 устройство 5 снабжено ванной 9.Устройство работает следующим образом.Включают транспортер 1 и обрабатываемые детали...
Устройство для разрушения перемычки в сливном канале литейной формы

Номер патента: 770645
Опубликовано: 15.10.1980
Авторы: Бобряков, Кириллов, Сизов, Шмонин
МПК: B22C 23/00
Метки: канале, литейной, перемычки, разрушения, сливном, формы
...на раме 5. С кронштейном жестко связана шпилька 12, на которой закреплен (с помощью рвзьбового соединения) выталкиватель 13. На раме 5 под наконечником 2 закреплен 20 короб 14 для сбора частей перемычки.Устройство для разрушения перемыч-. ки в сливном канале литейной формы расположено рядом с транспортером 15, перпендикулярно к его оси. На 25 транспортере расположена Форма 16 с литниковой системой, заполненной металлом.Литниковая система содержит чашу 17, стояк 18, питатели 19. Стояк соединен с внешней боковой гранью формы сливным каналом 20 с перемычкой 21 из материала формы. Перемычка размещена на некотором расстоянии от края формы, т. е. имеется. заходная летка 22 для штыря. В Форме располо жены отливки 23. Между конвейером и...
Предыдущий патент: Способ окорки бревен
Следующий патент: Кантователь для укладки крупноразмерного ячеистобетонного утеплителя на плиту покрытия
Случайный патент: Дешифратор для запоминающего устройства