Способ оформления керамических изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
СОЮЗ СОВЕТСКИХКЧВДШЮЕКНИПРЕСПУБЛИН 9 80 ц,СЮ С 04 В 81 В 28 В 1 26 ОПИСАНИЕ ИЗОБРЕТЕНК АВТОРСКОМУ СВИДЕТЕЛЬСТВУИ,фарф роз ИтваИзд-во102 (пр ершенствованиевых и Фаянсовыхгкая индустрияип) . Белий,ву следованой и фаости ацияя промыш, с.8-11 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(46) 070384. Бюл. 9 9 (72) Л.Л. Олейникова, В.Н В,Л. Закусило, П.В. Коло Н.Я, Клочко и С.И. Перег (/1) украинский научно-ис тельский институт стеколь форо-фаянсовой промышленн (53) 666,3,022.846(0888) (56) 1. Техническая инфор ВНИИХИ. Сер. Керамическ ленность; М 1970, вып производс изделий, 1973 с, (54) (57) ЧЕСКИХ ИЗ ния шлике мосферном щ и й с я ния текуч оиво, при избит к 104 Па в С 11 ОСОВ ОФОРМЛЕНИЯ КЕРАМИДЕЛИЙ путем обезвоздушивара и литья в Формы при ат" давлении, о т л и ч а ютем, что, с целью повынеести шликера и прочности обезвоздушивание проводят очном давлении (19,6-29,4)ф течение 1-2 мин.1077863 Т а б л и ц а 1 Параметры обработки Параметры шликераи полуфабриката Времяобработки, с Избыточноедавление,104 Па Время истечения шликера, с 0 через30 мин через30 с 20 60 9,8 36 76 3,90 62 4,10 196 29,4 4,12 60 31 60 60 4,12 60 4,12 60 39,2 30 49,0 кучести шликера и прочности отливок. З 0 60 30 В табл.,2 представлена зависимость основных параметров шлихера и полуфабриката от длительности обра- . ботки избыточным давлением. 35 Результаты, приведенные в табл.1 и 2 показывают, что оптимальные параметры обработки шликера избыточным давлением следующие; время обработки 1-2 мин, избыточное давление (19,6 - 29,4) х 10 ф Па.В табл. 3 представлены характеристики шликера и полуфабриката после .обработки известным и предлагаемым способами. 40 Петрографические исследования изделий показали, что изготовление их по предлагаемому способу позволяет получить более плотную стрМфтуру, а следовательно, улучшенные прочностные характеристики полуфабриката. 50 55 Кроме того, предлагаемый способ оформления керамических изделий поз- воляет снизить отходы полуфабрикатов на первых двух этапах производства (формование, сушка) более чем в 4 раза с одновременным улучшением качества конечного продукта.Экономический эффект при выпуске 1 млн,шт. изделий на литейном конвейере составит 35 тыс.руб. 60 65 Изобретение относится к керамической промышленности, в частности к формованию керамических изделий методом шликерного литья в формы с предварительной обработкой шликера избыточным давлением, и может быть использовано на механизированных конвейерных линиях по производству керамических изделий методом литья.Известен способ оформления керам ческих изделий путем обезвоздушивания шликера и заливки его в формыНедостатком указанного способа является подсасывание воздуха при частичной и полной разгерметизации системы (переход от более низкого к более высокому давлению) и, как следствие, снижение качества полуфабриката.Наиболее близким к предлагаемому является способ оформления керами"ческих иэделий путем обезвоздушивания шликера вакуумированием при дав"лении 300-460 мм рт.ст, или 4061,3 кПа и последующей эапивки шлинера в формы, находящиеся под атмос ферным давлением 760 мм рт.ст. или98 кПа 2,Недостаток указанного способа -относительно низкие показатели теЦелью изобретения является повышение текучести шликера и прочности отливок.Указанная цель достигается тем, что согласно способу оформления керамических изделий, путем обезвоздушивания шликера и литья в формы при атмосферном давлении, обезвоздушивание проводят при избыточном давлении (19,6-29,4)104 Па в течЮ- ние 1-2 мин.Операцию обезвоздушивания шликера при избыточном давлении (19,6- 29,4)10 Па осуществляют в резервуаре.Дополнительное обезвоздушивание шликера происходит при понижении давления, воздействующего на шликер, до атмосферного при вытекании шликера на лоток, ведущий к формам. Последующая операция - заливка Форм - производится также при атмосферном давлении.Предварительная обработка давлю нием улучшает и стабилизирует рабд- чие свойства шликера: повышает текучесть и снижает вязкость.За счет снижения вязкости обезвоздушивачие шликера при выходе из резервуара происходит более интенсивно, полуфабрикат уплотняется,прочностные характеристики его повы шаются.В табл. 1 представлена характеристика основных параметров шликера и полуфабриката после обработки избыточным давлением. Предел проч ности при из- гибе, от- ливок МПа,.равнительные показатели Способ Параметры отработки Параметры шликеран полуфабриката ТГре=делпрочноВремя обработкиС Избыточноедавление,10 ф МПа Время исте-.чения шли"кера, с 1 О через через30 с 30 ми Провышение пределапрочности при изгибе полуфабриката, Ф 10-15 10-15 Снижение времени 2 О истечения шликера,В,черезЗаказ 856/14 Филиал ППП фПатент, г. ужгород, ул. Проектная; 4 60 19,6 120180сти при иэ- гнбе от- ливок ЯМ 32 62 4,10 31 61 4,13 31 60 4,13 31 60 4,13 31. 60 4,13 Тираж 606 ПодписноеВНИИПИ Государственного комитета СССРпо делам,изобретений и открытий113035, Москва, 3-35, Раушская наб., д. 4/5 Известный
СмотретьЗаявка
3458221, 25.06.1982
УКРАИНСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ СТЕКОЛЬНОЙ И ФАРФОРО-ФАЯНСОВОЙ ПРОМЫШЛЕННОСТИ
ОЛЕЙНИКОВА ЛАРИСА ЛЕОНИДОВНА, БЕЛИКОВ ВИТАЛИЙ НИКОЛАЕВИЧ, ЗАКУСИЛО ВАЛЕНТИНА ЛЕОНТЬЕВНА, КОЛОТИЙ ПАВЕЛ ВАСИЛЬЕВИЧ, КЛОЧКО НИКОЛАЙ ЯКОВЛЕВИЧ, ПЕРЕГУДА СИГИЗМУНД ИВАНОВИЧ
МПК / Метки
МПК: C04B 33/28
Метки: керамических, оформления
Опубликовано: 07.03.1984
Код ссылки
<a href="https://patents.su/3-1077863-sposob-oformleniya-keramicheskikh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ оформления керамических изделий</a>
Способ слива избыточного шликера при оформлении керамических изделий сливным способом в гипсовых формах

Номер патента: 137808
Опубликовано: 01.01.1961
МПК: B28B 1/26, C04B 33/28
Метки: гипсовых, избыточного, керамических, оформлении, слива, сливным, способом, формах, шликера
...типсовых формах при сливе избыточного шликера бывают натеки и случаи получения изделий с неравномернойтолщиной стенок, что в свою очередь дает брак готовых изделий.Кроме этого в процессе термообработки вязкость шликера повышаетсяи он плохо сливается из гипсовой формы.Предложенный способ слива устраняет эти недостатки, повышаеткачество и снижает брак изделий за счет слива избыточного шликераиз форм под воздействием глубинного вибратора, наконечник которо.опомещают непосредственно в шликер. Гипсовая форма при этом неподвертается непосредственной вибрации.На чертеже изображена схема слива избыточного шликера.Устройство для осуществления предложенного способа состоитиз шликера 1, гипсовой формы 2, наконечника 3 глубинного вибратора,...
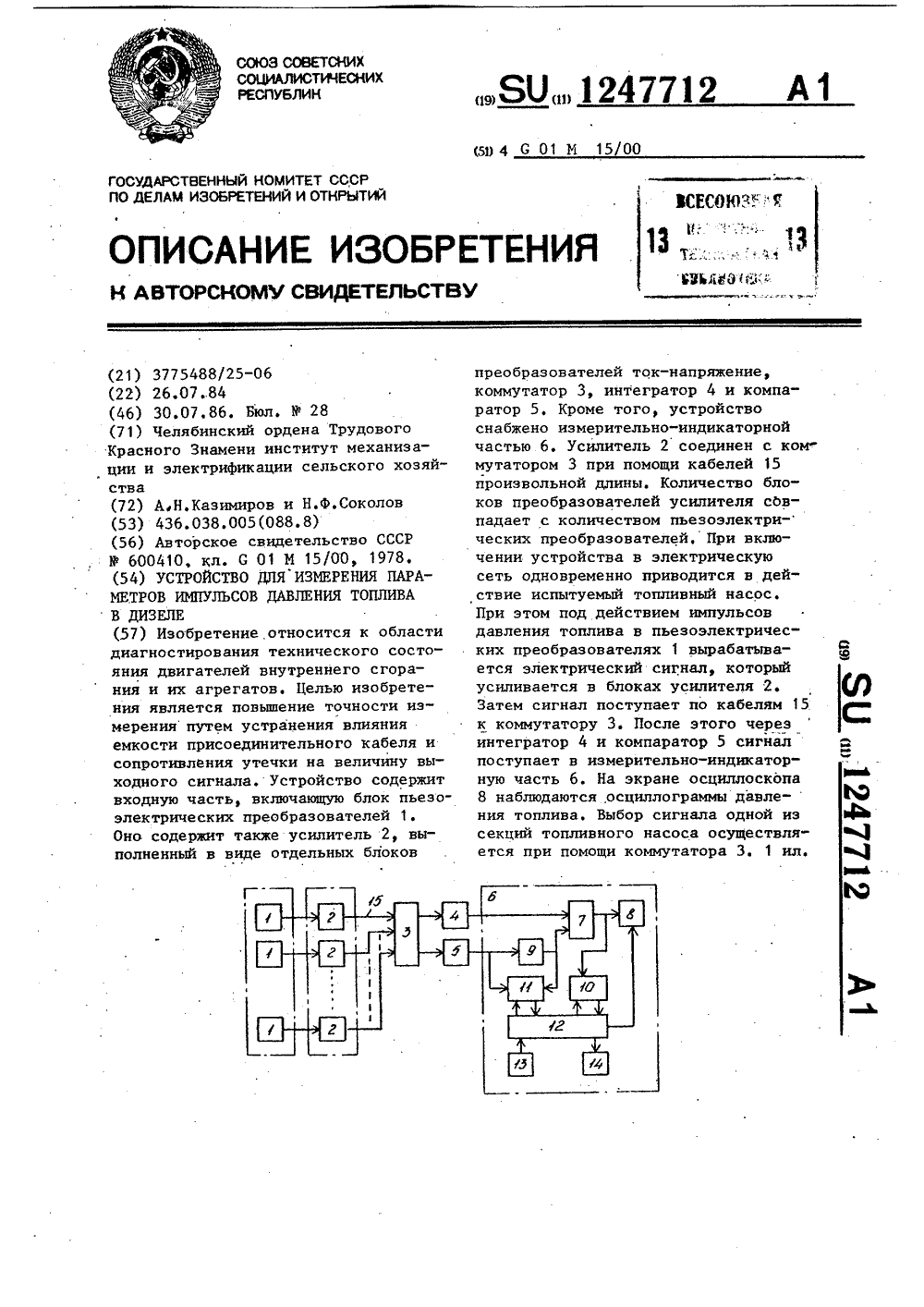
Устройство для измерения параметров импульсов давления топлива в дизеле
Номер патента: 1247712
Опубликовано: 30.07.1986
МПК: G01M 15/00
Метки: давления, дизеле, импульсов, параметров, топлива
...с коммутатором 3 при помощи кабелей 15 произвольной длины.Устройство работает следующим образом.Устанавливают в разрывах топливо- проводов пьезоэлектрические преобразователи 1 давления и присоединяют .к ним блоки усилителя 2. К выходам 12Изобретение относится к диагностированию технического состояния двигателей внутреннего сгорания и их агрегатов, в частности к устройствам измерения параметров импульсов давления топлива в топливной системе дизеля.Целью изобретения является повышение точности измерения путем устранения влияния емкости присоедини- тельного кабеля и сопротивления утечки на величину выходного сигнала.На чертеже представлена блок-схема устройства.Устройство для измерения параметров импульсов давления топлива в дизеле...
Пресс-форма для литья под давлением

Номер патента: 663481
Опубликовано: 25.05.1979
Автор: Васин
МПК: B22D 17/22
Метки: давлением, литья, пресс-форма
...Пресс. форма состоит из неподвижной и подвижной полуформ, которые в закрытом состо. янии образуют замкнутую рабочую полость для отливки, В полуформах расположены плиты 1 и 2 с выталкивателями 3 и 4, контртолкателя. ми 5 и 6. В плите 1 выталкивателей установлены стержневые направляющие 7, имеющие лыски с торцовыми скосами 8. В обойме 9 неподвижной полуформы закреплены упоры 10 со скосами 11. В обойме 12 подвижной иолу.формы выцалцецы пазы 13, в которых размещены полэуцы 14, цмеюьдие скосы 15 и 16,Пресс форма работает следующим образом, Прц размыкации пресс.формгл ползуцы 14 скользят по упорам 10, скосами 15 воздействуют ца скосы 8 стержневых направляющих 7 и перемещают плиту 1 с выталкивателем 3, Отливка выходит цэ неподвижной...
Способ приготовления шликера для литья под давлением тонкостенных керамических изделий

Номер патента: 148343
Опубликовано: 01.01.1962
Автор: Шкаредных
МПК: B28C 1/02, B28C 5/46, C04B 33/02
Метки: давлением, керамических, литья, приготовления, тонкостенных, шликера
...простым перемешиванием шликера в вакууме удалить не удается в виду большой вязкости шликера, что сказывается на повышении брака при литье, например, конденсаторов.Предлагаемый способ приготовления шликера предусматривает предварительное высушивание и обезвоздушивание керамического порошка. Согласно предлагаемому способу в бункер 1 загружают необходимую дозу керамического порошка, а в чашу 2 мешалки, расположенную внутри камеры 3, - связку, после чего бункер и камеру герметизируют. Затем включают обогрев чаши 2 мешалки и спирали 4 виброворошителя 5, а также вакуум-насос. Когда спираль нагреется до148343необходимой температуры, а связка расплавится, включают вибратор о виброворошителя 5 и мешалку,Порошок через узкую щель бункера 1,...
Устройство для измерения параметров избыточного давления во взрывной ударной волне

Номер патента: 958884
Опубликовано: 15.09.1982
Авторы: Петухов, Плотников, Потапов
МПК: G01L 7/08
Метки: взрывной, волне», давления, избыточного, параметров, ударной
...клапана 10. На стержень игольчатого клапана 10 одета пружина 15, которая находится между пластин 9 и 14 и опирается на них. Емкость 8 частично заполнена мерным материалом 16, например, песком. Перфорированная пластина 17 защищает фольговые мембраны 6 больших диаметров и металлическую пластину 9 игольчатого клапана от механического повреждения переносимыми взрывом мелких предметов.Устройство располагается горизонтально относительно направления движения ударной волны (УВ).Устройство работает следующим образом.При воздействии на устройство избыточного давления (взависимости от его величины) разрываются фольговые мембраны 6, перекрывающие определенные соосные отверстия вкладыша (причем отверстия большего диаметра вкладыша, перекрытые...
Предыдущий патент: Шихта для изготовления легковесного материала
Следующий патент: Заправочный материал для ремонта футеровки металлургических печей
Случайный патент: Агрегат для сбора затонувшей древесины