Способ компенсации кинематической погрешности зубофрезерного станка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
ИЮ О 1) 80, СОЮЗ СОНЕТСНИХСОУМИР ЮЕПЖИРЕСПУБЛИК 3/1 П В уччт БР.Е ТВУ(21) (22) (46) в процти обосивыхв линеобщаютв еличин дой п анка осевого перемеезы,да периодическойсти станка;преобразованияотносительных пй фрезы и обрабколеса в линейныения фрезы;число заходов А ы-Е УДАРСТНЕННЬФ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИИ И ОТНРЫТИ ОПИСАНИЕ ИЗ Н АВТОРСКОМУ СВИДЕТ 3458306/25-0828.06.8215.10.83. Бюл, Р 38(56) 1, Ионак В.Ф, Приборы кинематического контроля, М., "Машиностроение", 1981, с. 120-123, рис.92. (54)(57) СПОСОБ КОМПЕНСАЦИИ КИНЕМАТИЧЕСКОЙ ПОГРЕШНОСТИ ЗУБОФРЕЗЕРНОГО СТАНКА, включающий получение информации о величине периодической погрешности станка и дополнительные движения элементов кинематической цепи; связывающей фреэу и обрабатываемое зубчатое колесо, о т л ич а ю щ и й с я тем, что, с целью повыаения точности зубофрезерования,ессе зубонарезания погрешносротной и эубцовой частот, вно инструментом, преобразуют их йные перемещения, затем софрезе осевые перемещения, а которых связана с амплиериодической погрешности следующей зависимостью:л ДП а- -т величин щения. ф амплиту погреши ункция угловых ремещен . ваемого перемещ модуль фрезы.Изобретение относится к станкостроению и может быть использованодля повышения кинематической точности нарезания зубчатых колес. методом обката, например, червячнымифреэами либо абраэивнЫми червякамив эубофреэерных, зубошлифовальныхи др. станках.Известен способ повышения кинематической точности нареэания зубчатого колеса, заключающийся в том, 1 Очто по диаграмме кинематическойпогрешности цепи обката станка (измеренной посредством датчиков кинематомера, установленных на конечныхзвеньях цепи обката) определяется величина периодической погрешности,на копире устанавливается требуемыйзксцентриситет, вращением копираопределяется такое его положение,при котором периодическая погрешность станка становится минимальной, при этом коррекционное устройство сообщает делительному червякудополнительное синусоидальное вращение, частота и амплитуда которогоравны частоте и амплитуде компенсируемой погрешности, а по фазе корректирующее вращение сдвинуто относительно компенсируемой погрешности на 180 (.1 .ЗОПоскольку инструментальная ветвьфрезы цепи обката станка имееткрутильную жесткость ниже, чем ветвьнарезаемой заготовки (стола), а всвязи с большими инерционными массами ветви нарезаемой заготовки (заготовка, тумба и планшайба стола) собственная частота этой цепи относительно невысока и гораздо ниже собственной частоты инструментальнойветви, включающей, фрезу, оправку и 4 Ошпиндель, то это не позволяет, управляя.дополнительным перемещениемделительного червяка (вращательноеили поступательное), компенсировать периодическую погрешность станка, связанную с динамикой процессазубонарезания. т,е. компенсироватьэубцовую и оборотную частоты вращения фрезы, которые являются определяющими для периодической погреш- .5 Оности в спектре кинематической погрещности станка.Недостатком способа является также несоответствие характера изменения кинематической погрешностистанка при различных режимах резания и кривой копира, что приводитк снижению точнссти нарезания зубчатого колеса.Цель изобретения - повышение точности зубофрезерования путем компенсации погрешностей станка, связанных с динамикой процесса эубонарезания,указанная цель достигается тем,что согласно способу компенсации 65 кинематической погрешности эубофреэерного станка, включающему получение информации о величине периодичес. кой погрешности станка и дополнительные движення элементов кинематической цепи, связывающей фрезу и обра" батываемое зубчатое колесо, в процессе эубонареэания выделяют погрешности оборотной и эубцовой частот, вносимых инструментом, преобразуют их в линейные перемещения, затем сообщают фрезе осевые перемещения, величина которых связана с амплитудой периодической погрешности станка следующей зависимостьюфл А1Гн= 7где П - величина осевого перемещения фрезы;А - амплитуда периодическойпогрешности станка;Р = - функция преобразованияугловых относительных перемещений фрезы и обрабатываемого колеса в линейные перемещения фреэы;.Э,Е - модуль и число заходовфрезы.На чертеже представлена схема одного иэ устройств, реализующих способ компенсации кинематической погрешности.При нареэании зубчатого колеса 1, установленного на столе 2 эубофрезерного станка 3, сигналы с датчиков 4 и 5, установленных соосно на оправке фрезы б и зубчатом колесе 1 соответственно, подаются в электронноkреобразуюший блок кинематомера 7 (например, типа КН-бМ), в котором формируется сигнал пропорциснальный периодической погрешности станка А.Этот сигнал усиливают и преобразуют в усилительно"преобразующем блоке 8. Полученный сигнал поступает в блок управления 9, где инвертируется kо фазе. Посредством согласующего устройства блока управления 9 вырабатывается сигнал, у 11 равляющий работой устройства 1 О осевых перемещений фреэы П.Способ компенсации кинематической погрешности эубофреэерного станка осуществляется следующим образом.Сигнал периодической погрешности А зубофрезерного станка, включающейпогрешности оборотной и эубцовой частот фрезы при зубофреэеровании зубчатого колеса 1, получаемый с кинематомера 7, усиливают и преобразуют в усилительно-преобразующем блоке 8. В блоке 8 получаемый сигнал, отражающий угловые относительные перемещения фреэы 6 и нареэаемого колеса 1, преобразуется в сигнал, характеризующий линейное перемещение фрезы.Полученный сигнал поступает в блок управления 9, в котором фаза сигна1047627 10 Составитель И, КузнецоваРедактор Л. Веселовская Техред К.Мыцьо Корректор О. Тигор Заказ 7817/12 Тираж 1106 ПодписноеВНИИПИ ГосударственногО комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раущская наб., д. 4/5 филиал ППП Патент, г. Ужгород, ул. Проектная, 4 ла изменяется на противоположнуюинвертируется), и посредством согласуюшего устройства блока управления 9 вырабатывается сигнал, управ-ляюший работой устройства осевых перемещений 10, связанного с фрезой 6.В результате вынужденных осевых пе-.ремещений фрезы 6 в противофазе кизмеряемой периодической погрешности компенсируются погрешности оборотной и зубцовой частот фрезы,обусловленных динамикой процессарезания, при этом минимизируетсявеличина кннематической погрешностинарезаемого колеса.Если измеряемый сигнал с кинематомера 7 амплитуда периодическойпогрешности) без дополнительного осевого перемещения фрезы А = ЦЧ,- Ч,то нри сообщении фрезе дополнйтельныхосевых перемешений измеряемый сигнал 20ЮЬ:Ощ,-, РП,где ( и- угловые перемещениягнареэаемого зубчатогооеса и фреэы;теоретическое передаточное отношение;функция преобразованияугловых относительныхперемещений фразы и колеса в линейные перемещения фрезы,- величина осевого перемещения фрезы. ВеличинаГП выбирается иэ условия минимизации измеряемого сигнала. При при-. ближении величины Б к нулю величина П определяется из выражения 2где Г = -и Ъ,,2 - модуль и число заходовфрезы.Это обеспечивает .требуемое постоянство кинематического передаточного отношения фреэы и заготовки и повышение точности нарезания зубчатого колеса при различных условиях резания.Предлагаемый способ компенсации кинематической погрешности зубофрезерного станка путем определенного дополнительного корректирующего осеого перемещения червячной фразы в процессе эубофрезерования поэволяа.т по сравнению с известным повысить кинематическую точноЧть эубофреэерования, минимизируя погрешность,нарезаемого колеса.
СмотретьЗаявка
3458306, 28.06.1982
ПРЕДПРИЯТИЕ ПЯ А-7795
АЙРАПЕТОВ ЭДУАРД ЛЕОНОВИЧ, БАШКИРОВ ВЛАДИМИР НИКОЛАЕВИЧ, КОСАРЕВ ОЛЕГ ИВАНОВИЧ, РУИН ГРИГОРИЙ НИКОЛАЕВИЧ, СИРИЦЫН АЛЕКСЕЙ ИВАНОВИЧ, ТРОНИН ЕВГЕНИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B23F 23/10
Метки: зубофрезерного, кинематической, компенсации, погрешности, станка
Опубликовано: 15.10.1983
Код ссылки
<a href="https://patents.su/3-1047627-sposob-kompensacii-kinematicheskojj-pogreshnosti-zubofrezernogo-stanka.html" target="_blank" rel="follow" title="База патентов СССР">Способ компенсации кинематической погрешности зубофрезерного станка</a>
Формирователь управляющего сигнала для компенсации искажений типа “преобладание
Номер патента: 1092749
Опубликовано: 15.05.1984
Автор: Болотин
МПК: H04L 27/16
Метки: искажений, компенсации, преобладание, сигнала, типа, управляющего, формирователь
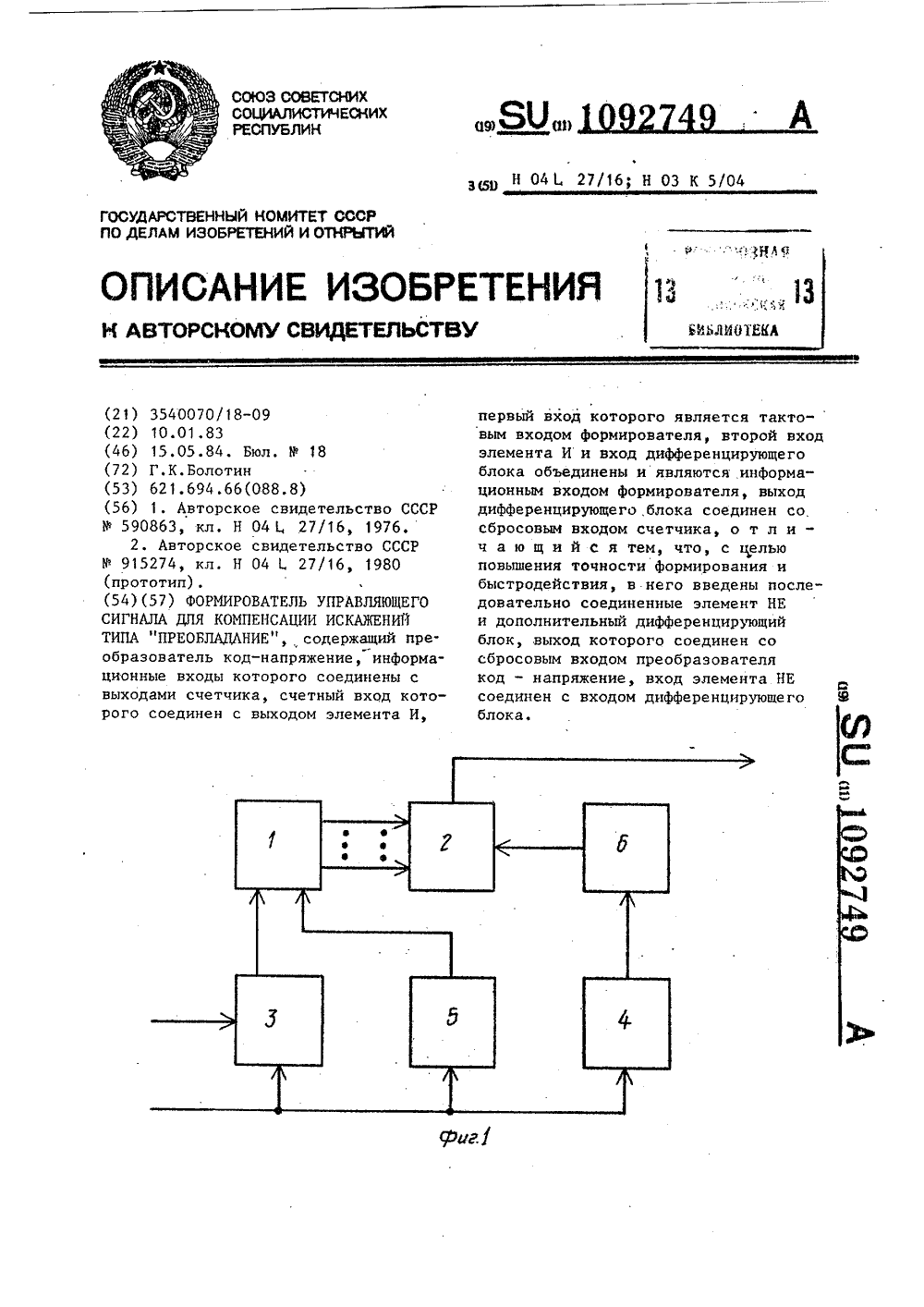
...погрешности формирования корректирующего воздействия(а следовательно, и выше точностькомпенсации искажений), так как вэтом случае однозначно уменьшаетсяи элементарная минимально возможнаявеличина приращения (т.е, шаг дискритизации выходного напряжения или,другими словами, "высота ступеньки",преобразователя код-напряжение)уровня корректирующего напряжения.На информационный вход поступаютъимпульсы, длительностькоторыххарактеризует величину имеющегосяпреобладанияпринимаемых элементовсообщения,В момент смены на информационном входе уровня напряжения логического нуля на уровень напряжения логической единицы (Фиг. 2 а) на выходе дифференцирующего блока 5 (фиг. 2 ъ) Формируется короткий импульс, сбрасывающий показания (заряд) счетчика...
Устройство для регенерации цифрового сигнала и компенсации межсимвольных искажений

Номер патента: 1508352
Опубликовано: 15.09.1989
МПК: H03M 13/25
Метки: искажений, компенсации, межсимвольных, регенерации, сигнала, цифрового
...решающего ЗО вого этапа одновременной коррекцииблока 4 и группы 6, задержанные в и регенерации в. матрице 12 в группу 8группе 11 на число тактов, равное чис- корректора с йрямыми связями по решелу компенсируемых отсчетов преддейст- нию поступают сигналы с повышеннойвия. На другие входы матрицы 13 по- верностью, и второй этап коррекцииступают в цифровом виде с выхода про- и регенерации посредством матрицы 13граммируемой логической матрицы 1235осуществляется более качественно.сигнвлы о значениях регенерированных Выходные сигналы с выхода матрипредшествующих сигналах и с выходов цы 14 последнего блока 1.И компенсаэлементов 9 группы 10 - о значениях ции поступают в выходной усилитель 5,регенерированных последующих сигна 40который...
Устройство для крепления и перемещения запасного колеса автомобильного полуприцепа

Номер патента: 1659282
Опубликовано: 30.06.1991
Авторы: Багдасаров, Сливинский, Советов
МПК: B62D 43/00, B62D 53/06
Метки: автомобильного, запасного, колеса, крепления, перемещения, полуприцепа
...его размещают под опорным колесом 17 так, кэк это показано на фиг. 2, и вращают рукоятку 8 таким образом, чтобы опорные колеса 17 перемещались вниз по стрелке А. Опускаясь. левое опорное колесо входит в центральное отверстие 12, имеющееся в запасном колесе 5, и перемещается вниз по стрелке А до тех пор, пока шарики 11 не упрутся в края отверстия 12 (фиг. 3). После этого дальнейшееперемещение опорной стойки б совместно с колесами 17 происходит за счет утапливэния шариков 11 вовнутрь оси 9 по стрелкам В, что позволяет опорным колесам 17 продолжать движение. Как только ось 9 окажет 45 50 5 10 15 20 25 30 35 40 ся под диском колеса 5, шарики 11 под действием пружины 10 займут исходное положение и колесо 5 окажется закрепленным на стойке...
Формирователь управляющего сигнала для компенсации искажений типа “преобладание

Номер патента: 1676109
Опубликовано: 07.09.1991
Авторы: Иванов, Кишенский, Крекер, Решетников
МПК: H03K 5/04, H04L 27/16
Метки: искажений, компенсации, преобладание, сигнала, типа, управляющего, формирователь
...т 0 принимается решение о приходе двух смежных положительных посылок, и т,д; В общем случае при длительности принятого сигнала в интервале от(1-0,5) т 0 до(+ 0,5) т 0, где = 1,2,. принимается решение о, поступлении на информационный вход 1-кратной смежной положительной посылки,Если длительность принимаемого положительного сигнала меньше г, то при поступлении на информационный вход от 167610945 рицательного фронта с выхода дифференцирующего блока 10 сигнал поступает на один вход элемента ИЛИ 3 и с его выхода далее на счетный вход счетчика 5, который переходит в состояние "1" (единица в младшем разряде). Этот же импульс с некоторой задержкой, пройдя через блок 8, передним фронтом сбрасывает число, хранящееся в памяти преобразователя 7, а...
Прибор для измерения погрешностей шага червячных и зубчатых колес

Номер патента: 533814
Опубликовано: 30.10.1976
Авторы: Бердичевский, Хайкин
Метки: зубчатых, колес, погрешностей, прибор, червячных, шага
...упоры 8. Колесо 9, свободно сидящее на шейке измерительной оправки 4, поджато пружиной 10 к буртику оправки, образуя фрикцион.В торцовую поверхность колец 7 упираются чувствительные элементы преобразователей 11, закрепленных в корпусе 6. Измерительные усилия создаются пружинами 12. Преобразователи 11 включены так, что их общий сигнал пропорционален разности перемещения наконечников 1, Этот сигнал подается на измерительный вход блока 13 суммирования. Выход блока 13 связан с входом блока 14 регистрации.На оправке 4 установлен дополнительный преобразователь для подачи команд на суммирование, например фотоэлектрический, выполненный в виде барабанчика 15 с несколькими прорезями, через которые световой поток от осветителя 16 падает...
Предыдущий патент: Способ активного контроля погрешностей зубчатых колес
Следующий патент: Способ контроля неравномерности припуска по профилю резьбы
Случайный патент: Прицепное транспортное средство