Способ определения геометрических параметров твердосплавного инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1036457
Авторы: Гринберг, Иванов, Межвинский, Мизиряк

Текст
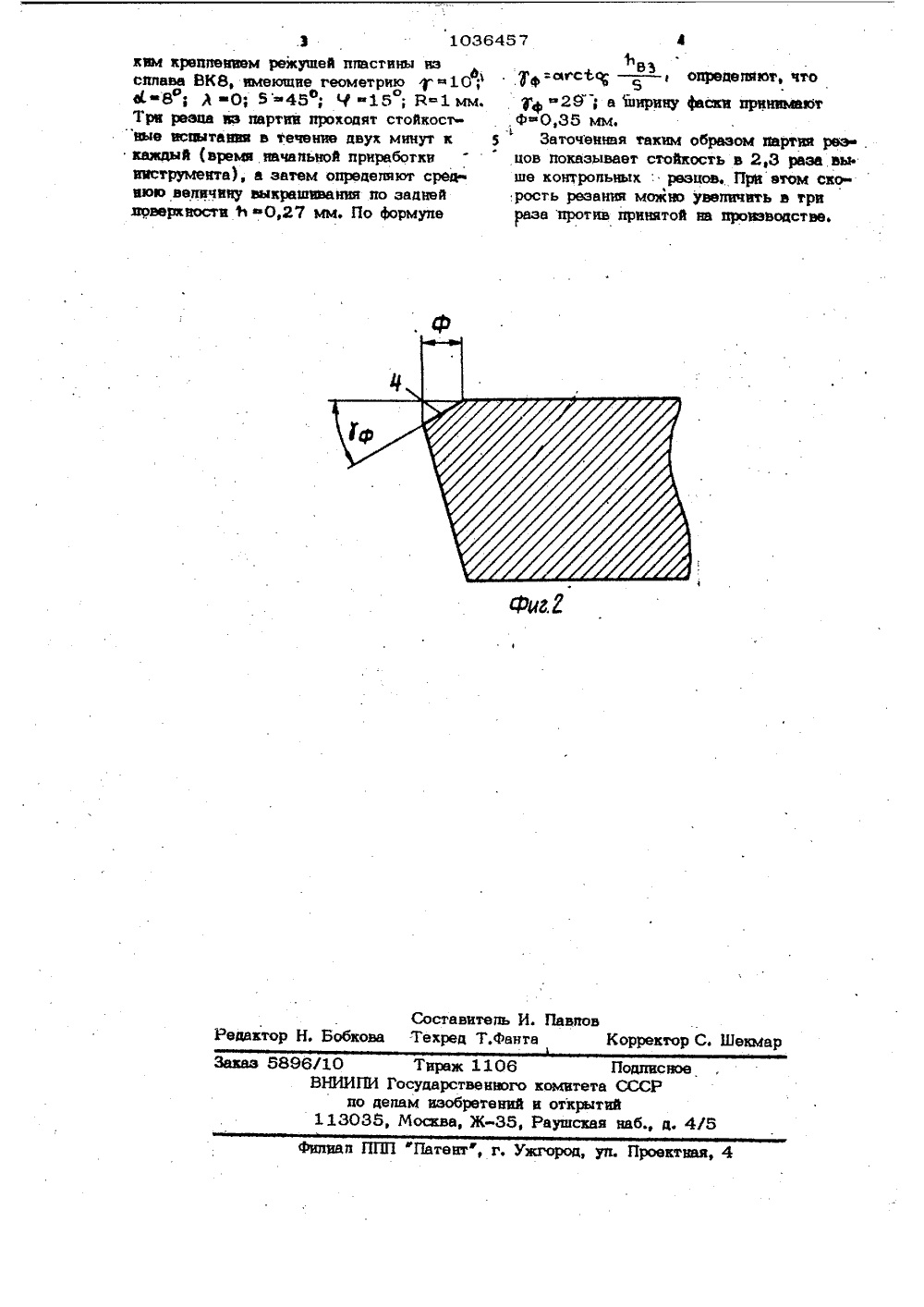
(19) (11) СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН 1) В 23 В 1 НИЕ ИЗОБРЕ ЕПЬСТВУ ного. угла улрочняющей фаски, стойкосъные испытания проводят в период начальной приработки инструмента, после чегоизмеряют величину выкрашивания режущейкромки по задней поверхности, а затемопределяют величину угла упрочняющейфаски по,формуле ние металлов,73, с. 2171ЬЪ Я ГЕО ЕРДО- обработг режу поверх ж 3щей нос ных и я те ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТ К АВТОРСКОМУ СВИД(54)(57) СПОСОБ ОПРЕДЕЛЕНИМЕТРИЧЕСКИХ ПАРАМЕТРОВ ТСПЛАВНОГО. ИНСТРУМЕНТА прике резанием с помощью стойкостпытаний, о т л и ч а ю щ и й,счто, с целью ускорения выбора оп упрочняющей фаскущей кромке;чина выкрашива ниякромки по заднейич,личина подачи,ВЗф =агС 1 Ч; 5 10 10Изобретение огносится к металлообработке.Известен способ опреде пения геометрических параметров инструмента при Механической обработке материалов со снятием стружки с помощью стойкостных испытаний 1 1.Суть способа заключается в том, что область резания принимается как плохо организованная система, изучение которой возможно лишь на основе идей многомерной математической статистики. Поэтому эксперименты планируются на основе многофакторного анализа, т.е, одновременного варьирования всех переменных факторов. На основании опытов, после математической обработки: результатов на ЭВМ, выводится формула, которая отражает зависимость между стойкостьюинструмента и остальными факторами резания, и строятся графики, по которым определяются оптимальные сочетания геометрических параметров из условий экономически целесообразной стойкости.Преимуществом этого способа являеэся определение зависимостей между раз личными факторами процесса резания при проведении сравнительно небольшого чиопа экспериментов. Недостаток укаэанного способа в том,,чго при малом количестве экспериментальных данных невозможно получитьнадежные оценки исследуемых закономвр.ностей. Кроме того, сложность обработкиэкспериментальных данных, обычно с привлечением ЭВМ, и то, что оптимальныепараметры, найденные путем постановкимногофакторного эксперимента, явпяютсяоптимальными только для узкой области,в пределах которой проводился эксперимент.Цепью изобретения является разработка способа определения оптимальныхуглов упрочняющей фаски в производст-ввнюи к усцовияк, позволяющего сократитьдо минимума время стойкостных испытаний,Поставленная цепь достигается тем, что.согласно способу опредепения геометрических параметров твердосппавного , инструмента при обработке ржанием с помощью стойкостнык испытаний, стой- костные испытания проводят в период начальной приработки инструмента, после чего измеряют величину выкрашивания режущей кромки по задней поверхности, а затем определяют угол упрочняющей 36487 2 фаски на режущей кромке по формуле где фф - угол упрочняющей фаски нарежущей ромке;э- величина выкрашивания режущей кромки по задней поверкносги 5 - величию подачи,Выбор величины вокрашивания по задней поверхности инструмента в качестве критерия для определения геометр. 5,рических параметров инструмента обусповлен тем, что величина выкрашивания режущей кромки отражает влияние основ нык факторов процесса резания и зависит от материала инструмента и его геометрии, материала обрабатываемой заготовки, состояния оборудования и режимоврезания. Определение величины выкрашевания режущей кромки может проводиться как в лабораторных, так и в производственных усгювияк. Подсчет угла факи по выведенной в результате проведения большого количества экспериментов при обработке жаропрочныктитаювых, нержавеющих и конструкционныхсталей и сплавов формуле прост и иетребует применения специальных вычис-.питвльшк машин.На фиг. 1 показана режущая частьинструмента, после проведения стойкостных испытаний; на фиг. 2 - то же, с35определенными по предлагаемому способугеометрическими параметрами.Изобретение может быть осуществленоследующим образом,Резец 1 подвергают стойкостнымиспытаниям и доводят до взноса Ъ,, после этого определяют высоту и 85 ре.жущей кромки 2 по задней поверкности3. Чтобы исключить фактор случайности45вкснвримвнт повторяют несколько раэ.ЬЗатеМ по формуле рф=агсЕо. В 5фопределяют угол фески 4. Ширину фаскивыбирают в зависимости от обрабатываемого материала по соотношению б =(0,8-1)5, после чего эатачивают всюпартию резцов согласно полученной геометрии.При производственных испытаниях предпагаемого изобретения при торцовой об 55 работке заготовок иэ жаропрочногосплава ЭЦ 698 ВД на режимах; У30 мlмин, 4 -0,8 ммlоб, 18 ммиспытывают сборные резцы с механичеог.Г Составитель И ПавловБобкова Техред Т.Фанта Корректор С. Шекмар Редактор НЗаказ 5 896/10 Тираж 1106 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5л ППП фПатентф, г. Ужгород, уп. Проектная З 103645" 4ким креплением режущей пластины издЪсплава ВК 8, имеющие геометрию у 10.7 ф%предфщщф чтоез8; Л юО; 5 45; Ч 15; В 1 мм. у 20; а 1 пнрину фаски принимаютТрн реэпа из парти проходят стойкост-, Ф,35 мм,"ные исаатання в течение двух минут к 5 Заточенная таким обрюом партртни рейфиист нта а( реми начальной приработки цов показывает стойкость в, раза вы23румента), а затем определяют сред ше контрольныхрезцов. П енюю вепичи выкну кравивания по задней ,рость резания можно увеличить в трири етом скоповерхности Ь 0,27 мм. По Формуле
СмотретьЗаявка
2778578, 29.06.1979
ПРЕДПРИЯТИЕ ПЯ Р-6564
ГРИНБЕРГ ПЕТР БОРИСОВИЧ, МИЗИРЯК АНАТОЛИЙ ИВАНОВИЧ, МЕЖВИНСКИЙ ВЛАДИМИР ЕФРЕМОВИЧ, ИВАНОВ АЛЕКСЕЙ АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: геометрических, инструмента, параметров, твердосплавного
Опубликовано: 23.08.1983
Код ссылки
<a href="https://patents.su/3-1036457-sposob-opredeleniya-geometricheskikh-parametrov-tverdosplavnogo-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения геометрических параметров твердосплавного инструмента</a>
Способ изготовления клеено-сборного режущего инструмента с режущей частью из порошковой быстрорежущей стали

Номер патента: 1657276
Опубликовано: 23.06.1991
Авторы: Васильева, Панфилов, Тарасов, Ткачевская
МПК: B23B 27/00, F16B 11/00
Метки: быстрорежущей, инструмента, клеено-сборного, порошковой, режущего, режущей, стали, частью
...Сульфонитрооксидирование заточенных резцов проводили в атмосфере вакуумного пиролиэа карбориэатора, содержащего триэтаноламин, сульфитный щелок и лимоннокислый аммоний. По окончании выдержки сборку охлаждали в вакууме до комнатной температуры.В табл. 1 - 3 приведены режимы термообработки и свойства клеено-сборного инструмента, изготовленного по предложенному способу и известному,Как следует иэ данных, приведенных в табл. 1 - 3, при изготовлении резцов по предложенному способу прочность клеевого соединения возрастает в 2 - 2,5 раза, эксплуатационные характеристики инструмента при динамическом и прерывистом резании увеличиваются в 1,5 раза, увеличивается коррозионная стойкость и снижается стоимость инструмента. Кроме того, способ...
Способ определения стойкостных параметров режущего инструмента

Номер патента: 765701
Опубликовано: 23.09.1980
Авторы: Ерофеев, Заковоротный, Козик, Палагнюк
МПК: G01N 3/58
Метки: инструмента, параметров, режущего, стойкостных
...значению износа, а на выходе другого канала пропорциональна аналоговому напряжению, запомненному блоком 21 памяти, соответствующему значению износа, установившемуся в течение прошедшего кадра, Причем аналоговое напряжение, запомненное блоком 21 памяти, всякий раз обновляется (увеличивается) пропорционально прй О ращению износа в течении наступления последующих кадров, выраженных в виде прямоугольных импульсов, длительность которых про. порциональна заданному числу оборотов обрабатываемой детали 6 при наличии самого процесса резания, а, следовательно, и заданному пути, пройденному инструментом, Выделяют разностный сигнал, соответствующий текущему приращению сигнала. Затем автоматически выделяют и запоминают в качестве опорного сигнала...
Способ контроля качества режущего инструмента

Номер патента: 1328742
Опубликовано: 07.08.1987
Авторы: Береснев, Дмитренко, Казак, Квашнин, Мацевитый, Романова, Уманский, Яковенко
МПК: G01N 3/56
Метки: инструмента, качества, режущего
...изобретения - снижение трудои емкости определения качества инструмента с износостойким покрытием,Способ осуществляют следующим образом.Инструментом с покрытием и без покрытия осуществляют кратковременное (1-2 мин) резание на одном, характерном для данного инструмента режиме, после чего измеряют длину контакта атружки с передней поверхностью на инструменте с покрытиеми на инструменте без покрытия (3 /). Качество инструмента с иэносостойким покрытием признают удовлетвоРительным при п ( цеП р и м е р. Оценка качества серии износостойких покрытий на основе Т 1 М, нанесенных на проходные резцы из стали Р 6 М 5 при различных технологических режимах ведения процесса осаждения,Перед нанесением покрытий резцы затачивают в соответствии с...
Способ заточки задних поверхностей зубьев цилиндрических многолезвийных режущих инструментов

Номер патента: 1565652
Опубликовано: 23.05.1990
Авторы: Гаврилов, Зайцева, Куприянов, Лейн, Федоров, Шпиньков
МПК: B24B 3/00
Метки: задних, заточки, зубьев, инструментов, многолезвийных, поверхностей, режущих, цилиндрических
...зуба 4 размещают между осью Инструмента 1 и осью абразивного круга 2.Выполнейие всех указанных условий обесг 1 ечивает образование выпуклого профиля задней поверхности затачиваемого зуба инструмента с регламентированной величиной затылования. Радиус К образующей криволинейной поверхности превышает радиус г Инструмента 1 К)г) для того, чтобы контактирование абразивного круга 2 и затачиваемого инструмента 1 происходило по криволинейной рабочей поверхности.При К(г инструмента такое контактирование не происходит. При К= г осуществляется шлифование цилиндрической поверхности на зубе, при этом задний угол равен нулю и затылование отсутствует.При К - г- криволинейная рабочая поверхность абразивного круга переходит в коническую, т. е....
Способ измерения износа режущего инструмента при обработке цилиндрических поверхностей

Номер патента: 1629824
Опубликовано: 23.02.1991
Автор: Манько
МПК: G01N 3/58
Метки: износа, инструмента, обработке, поверхностей, режущего, цилиндрических
...измерения износа, блок 8 включает вибратор 1, который возбуждает механические высокочастотные или ультразвуковые колебания инструмента в плоскости резания в направлении касательной к. обработанной поверхности.Колебания инструменту сообщают в плоскости резания в направлении касательной к . обрабатываемой поверхности для обеспечения требований выполнения принципов инверсии, определяющей правильиость измерений, а именно: траектория движения при измерении должна соответствовать траектории движения при формообразовании; линия действия должна совпадать с линией измерения (принцип Аббе); базы измерения должны совпадать с рабочими базами (правило единства баз). Выбирают амплитуду колебаний по крайней мере на 10 - 20 Я больше величины...