Способ определения стойкостных параметров режущего инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 765701
Авторы: Ерофеев, Заковоротный, Козик, Палагнюк

Текст
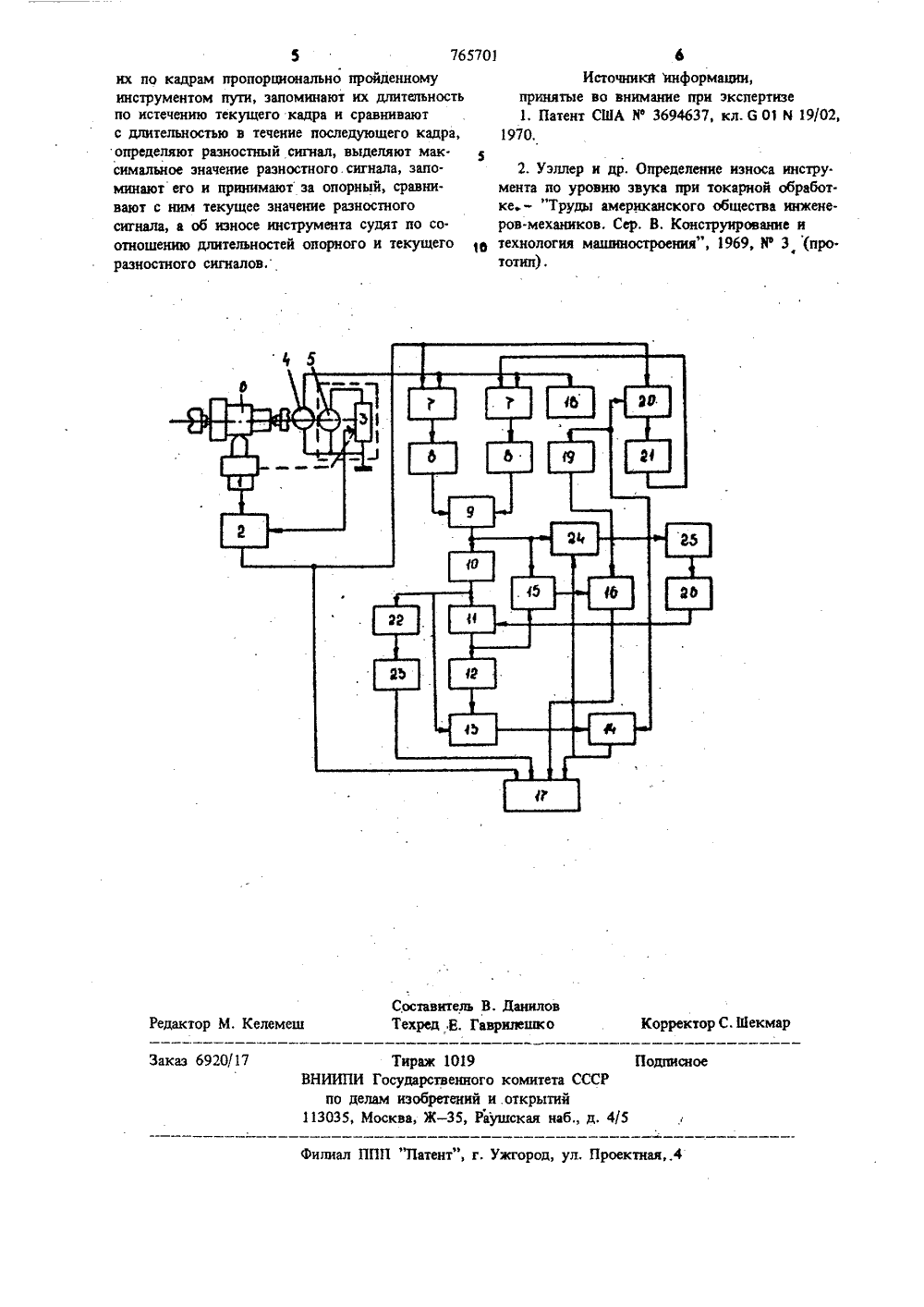
О П И С А Н И Е265201ИЗОБРЕТЕН ИЯ Союз СоветскнкСоцнапнстнческнкРеспублнк(22) Заявлено 18.12.78 (21) 2698954/25 - 28с присоединением заявки РЙао делан нзобретеннй н открытнй(7 ) Заявитель Ростовский-на- Дону институт сельскохозяйственного машиностроения(54) СПОСОБ ОПРЕДЕЛЕНИЯ СТОЙКОСТНЫХ ПАРАМЕТРОВ РЕЖИЦЕГО ИНСТРУМЕНТАИзобретение относится к определению стой. костных параметров режущего инструмента при обработке на станках-автоматах и автоматических линиях.Известен способ определения степени износа5 режущего инструмента, заключающинся в регистрации и анализе виброакустической эмиссии, формировании сигнала об износе и оценке последнего по соотношению уровней сигнала, соответствующих изношенному и неиэношенно 10му инструменту 11.Наиболее близким по технической сущности к предлагаемому является способ определения стойкостных параметров режущего инструмента, заключающийся в том, что осуществляют1 резание, регистрируют спектр виброакустической эмиссии, формируют сигнал об износе инструмента, выделяют низко- и высокочастотную составляющие, по соотношению которых судят об износе инструмента 2.Недостаток известных способов - низкая точность и эффективность, что обусловлено невозможностью определения скорости износа ин. струмента и нестабильности процесса резания,Пель изобретения - повышение точности иэффективности.Это достигается за счет того, что преобразуют сигнал в прямоугольные импульсы постоянной амплитуды, длительностькоторых пропорциональна величине сип 1 ала,квантуют их по кадрам пропорциональнопройденному йнструментом пути, запоминаютих длительность по истечению текущего кадраи сравнивают с длительностью в течение, после.дующего кадра, определяют раэностный сигнал,выделяют максимальное значение разностногосигнала, запоминают его и принимают эа опорный, сравнивают а ним текущее значение разностного сигнала, а об износе инструментасудят по соотношению длительностей опорногои текущего раэностного сигналов,На чертеже представлено устройство с помощью которого реализуется способ,Оно содержит преобразователь 1 вибраций,установленный на суппорте (на чертеже не показан), блок 2 измерения износа инструмента,блок 3 регистрации режимов обработки, вклю.чающий генератор 4 линейно-подающего напря.3 76570 жения и тахогенератор 5. Генератор 4 кинематически связан с обрабатываемой деталью 6.Устройство содержит два идентичных канала, ,каждый из которых содержит сумматор 7 и пороговый элемент 8, первую схему 9 сравне 5 ния, первое дифференцирующее звено 10, релаксационный генератор 11, второе дифференцирующсе звено 12, схему 13 совпадения, счет. чик 14 следования импульсов, вторую схему 15 сравнения, блок 16 усреднения, многовходовый 1 О регистратор 17, счетчик оборотов - квантователь 18, блок 19 управления временем усреднения, электронный ключ 20, блок 21 памяти, триггер 22, блок 23 регистрации симметричности импульсов, второй электронный ключ 24, второй счетчик 25 и преобразователь 26 "коднапряжение".Способ осуществляется следующим образом.Спектр виброакустической эмиссии, излучае.мый при резании, регистрируют преобразовате лем 1, После формирования сигнала об износе в блоке 2 сигнал об износе преобразовывают в прямоугольные импульсы постоянной амплитуды, длительность которых пропорциональна текущей величине сигнала об износе. Преоб. 25 разование производят с помощью двух идентичных каналов, состоящих каждый из сумматора 7 и порогового элемента 8. Квантуют по заданному пути, пройденному инструментом, в виде кадра с помощью счетчика-квантователя 18, При этом длительность прямоугольных импульсов на выходе одного канала всегда пропорциональна текущему значению износа, а на выходе другого канала пропорциональна аналоговому напряжению, запомненному блоком 21 памяти, соответствующему значению износа, установившемуся в течение прошедшего кадра, Причем аналоговое напряжение, запомненное блоком 21 памяти, всякий раз обновляется (увеличивается) пропорционально прй О ращению износа в течении наступления последующих кадров, выраженных в виде прямоугольных импульсов, длительность которых про. порциональна заданному числу оборотов обрабатываемой детали 6 при наличии самого процесса резания, а, следовательно, и заданному пути, пройденному инструментом, Выделяют разностный сигнал, соответствующий текущему приращению сигнала. Затем автоматически выделяют и запоминают в качестве опорного сигнала максимальное приращению разностного сигнала, соответствующее критическому значе.нию скорости развития износа в процессе конт рольной обработки детали, Выделение и запо.минание производят с помощью соединенных дифференцирующего звена 10, релаксационно.го генератора 11 и схемы 15 сравнения, выходной сигнал которой усредняется по совокупности импульсов и подается на следующий 1 4вход многовходового регистратора 17, а также с помощью цепи, образованной электронным ключом 24, счетчиком 25, выполняющим функ. ции блока памяти, и преобразователем 26код.напряжение, управляющим времязадаю. щей цепью, определяющей длительность прямоугольных импульсов релаксационного генератора 11.В процессе последующих проходов обработки сравнивают схемой 15 сравнения опорный сигнал с текущим приращением разностного сигнала, Разностный сигнал на выходе схемы 15 сравнения усредняют по совокупности блоком 16 пропорционально пути, пройденному инструментом, Время усреднения в виде кадра определяется с помощью цепи, образованной счетчиком-квантователем 18 и блоком 19 управления временем усреднения, выходной сигнал последнего управляет временем усред. нения блока 16. По выходному сигналу блока 16 судят о скорости развития износа. Одновременно дифференцируют разностный и опор. ный сигналы и подают на схему 13 совпадения. При достижении скоростью развития износа критического заданного значения, когда длительность импульсов разностного и опорного сигналов равны, на выходе схемы 13 совпадения появляются короткие по длительности им. пульсы, которые считываются счетчиком 14, а на выходе счетчика 14 появляется (команда) импульс на включение уменьшения режимов обработки или прекращение. процесса резания. В свою очередь определяют нестабильность процесса резания путем регистрации асимметричности импульсов разностного сигнала на выходе схемы 9 сравнения с помощью цепи, образованной дифференцирующим зве. ном 10, триггером 22 со счетным входом и блоком 23 регистрации симметричности импульсов, выходной сигнал которого подается на последующий вход многовходового регистратора 17.Формула изобретенияСпособ определения стойкостных параметроврежущего инструмента, заключающийся в. том,что осуществляют резание, регистрируют спектрвиброакустической эмиссии, формируют сигналоб износе инструмента, выделяют низко- ивысокочастотную составляющие, по соотноше.иию которых судят об износе инструмента,о т ли ч а ю щ и й с я тем, что, с цельюповышения точности и эффективности, преоб.разуют сигнал в прямоугольные импульсыпостоянной амплитуды, длительность которыхпропорциональна величине сигнала, квантуют765701 Составитель В. ДанилТехред,Е. Гавриле в Корректор С. Шекмар р М, Келеме каэ 6920(17 Тираж 1019сударственного комитета СССР изобретений и . открытий ва, Ж - 35, Раушская наб., д. Подписное ИИПИ по делам3035, М Патент", г, Ужгор П 4 л, Прое их по кадрам пропорционально пройденномуинструментом пути, запоминают их длительностьпо истечению текущего кадра и сравниваютс длительностью в течение последующего кадра,определяют разностный сигнал, выделяют мак.симальное значение раэностного сигнала, запоминают его и принимают за опорный, сравнивают с ним текущее значение разностногосигнала, а об износе инструмента судят по соотношению длительностей опорного и текущегоразностного сигналов. 6Источники информации,принятые во внимание при экспертизе1, Патент США Нф 3694637, кл. 6 01 й 19/02,1970,2. Уэллер и др, Определение износа инстру.мента по уровню звука при токарной обработ.ке "Труды американского общества инженеров-механиков. Сер, В, Конструирование и 1 технология машиностроения", 1969, й" 3 (про.тотип).
СмотретьЗаявка
2698954, 18.12.1978
РОСТОВСКИЙ-НА-ДОНУ ИНСТИТУТ СЕЛЬСКОХОЗЯЙСТВЕННОГО МАШИНОСТРОЕНИЯ
ЗАКОВОРОТНЫЙ ВИЛОР ЛАВРЕНТЬЕВИЧ, ПАЛАГНЮК ГЕОРГИЙ ГЕОРГИЕВИЧ, ЕРОФЕЕВ АЛЕКСЕЙ АЛЕКСЕЕВИЧ, КОЗИК ГЕОРГИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: G01N 3/58
Метки: инструмента, параметров, режущего, стойкостных
Опубликовано: 23.09.1980
Код ссылки
<a href="https://patents.su/3-765701-sposob-opredeleniya-stojjkostnykh-parametrov-rezhushhego-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения стойкостных параметров режущего инструмента</a>
Селектор импульсов по длительности

Номер патента: 739726
Опубликовано: 05.06.1980
Авторы: Алиев, Вайсман, Джагунов, Мамедов
МПК: H03K 5/18
Метки: длительности, импульсов, селектор
...2подается на второй вход дополнительного ло 15гического элемента И 13, На выходе послед.него получается импульс, соответствующийпо длительности входному селектированномуимпульсу, но задержанный относительно негона время тз т эт+ зк,где тэт - эталонная длительностьтзк - время задержки поступления стро.бируюшего импульса повтора назапуск ЖМ,При отличии длительности входного импульса от заданной сигнал селекции на выходе логического элемента И 6 не формируется,поскольку импульсы от формирователей воздействуютна его входы неодновременно, При этом триг.гер 9 остается в возбужденном состоянии итем самым закрывает дополнительный логический элемент И 13,препятствуя прохождению сиг нала ждущего мультивибратора 2 на выходнуюНа...
Селектор импульсов по длительности с визуальной индикацией

Номер патента: 894850
Опубликовано: 30.12.1981
Автор: Соколов
МПК: H03K 5/19
Метки: визуальной, длительности, импульсов, индикацией, селектор
...по кругу устройства 5 разверткизаданного импульса, в результатечего каждая строка растра развертывается в виде спирали, При расположенииобъекта на эталонном расстоянииустройство 8 слежения за длительностью импульса и корректор 7 развертки импульса не работают. В этом случае при появлении еЕемпульса от заданногообъекта на экране индикатора 1 виденкруг, центр которого соответствует истинной координате объекта, а сме -щение конца круга относительно началауказывает о расстоянии до объекта,равном. эталонному. При наличии других объектов в поле зрения РЕС илищума на экране индикатора 1 наблюдаются яркостные отметки н виде дугили наложения одной окружности цадругую, которые легко отличить отполезной отмвтки. При изменении рас -стояния до...
Селектор импульсов по длительности

Номер патента: 630740
Опубликовано: 30.10.1978
Автор: Бронов
МПК: H03K 5/18
Метки: длительности, импульсов, селектор
...триггерный элемент 6 задержки, выполненный из двух триггеров на логических элементах И 7 - 10, формирователь 11 импульсов, выполненный на логических элементах И 12 - 16 и логическом элементе НЕ 17.Селектируемый сигнал подан на входную шину 18, на шины 19 и 20 поданы тактовые импульсные последовательности с временным сдвигом между ними.Принцип работы селектора заключается в следующем.В исходном состоянии на входной шине 18 присутствует сигнал логического нуля.С приходом на входную шину 18 логической единицы этот сигнал поступает на вход элемента 6 задержки с выхода логического элемента И 4 и запоминается, так как на выходе логического элемента И 5 появляется сигнал логического нуля, который блокирует пропадание сигнала логической единицы...
Селектор импульсов по длительности

Номер патента: 930619
Опубликовано: 23.05.1982
Авторы: Белов, Кленов, Неуструев
МПК: H03K 5/15
Метки: длительности, импульсов, селектор
...выходом одновибратора 1 и третьим входомэлемента совпадения 5, третьи входыэлементов совпадение 1 и 6 соединены45соответственно с прямыми и инверснымвыходами одновибратора 2. Выходы элементов совпадения 4 - 6 являются выходными шинами 8 - 10 устройства.Селектор импульсов по длительностиработает следующим образом.Сигнал длительностью Т, снимаемыйс выхода одновибратора 1 определяетминимальное допустимое отклонениедлительности входных импульсов, а сиг-.нал длительностью Т, снимаемый с выхода одновибратора 2 определяет максимальное допустимое отклонение длительности входных импульсов,В исходном состоянии (при отсутствии входных импульсов) сигналы на вы-.ходных шинах отсутствуют.При поступлении на входную шину7 импульсов одновибраторы 1 и...
Селектор импульсов по длительности

Номер патента: 930633
Опубликовано: 23.05.1982
Авторы: Баландина, Ларичев, Океанов, Родькин
МПК: H03K 5/19
Метки: длительности, импульсов, селектор
...блока укорочения входных,импульсов,Расширение, зоны устойчивой селекцииповышает точность селекции импульсных5 ф последовательностей с длительностями,приближающимися к пределам допустимого интервала селекции. 1. Селектор импульсов по длительности, содержащий блок укорочения вход 3 930633 4импульсов введен элемент ИЛИ, одинвход которого соединен с выходом элемента НЕ, а выход элемента ИЛИ соединен с вкодом управления ключа, С-входы Р.триггеров каждого иэ фиксаторовдлительности соединены с первым выходом формирователя допустимого интревала длительности входных импульсов,второй выкод которого соединен с вторым входом элемента ИЛИ, а выход кото рого подключен к выходу интегратораблока укорочениявходных импульсов,причем 0-входы О-триггеров...
Предыдущий патент: Образец для испытания на изнашивание
Следующий патент: Устройство для измерения износа режущего инструмента
Случайный патент: Модуль робота