Способ измерения износа режущего инструмента при обработке цилиндрических поверхностей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1629824
Автор: Манько

Текст
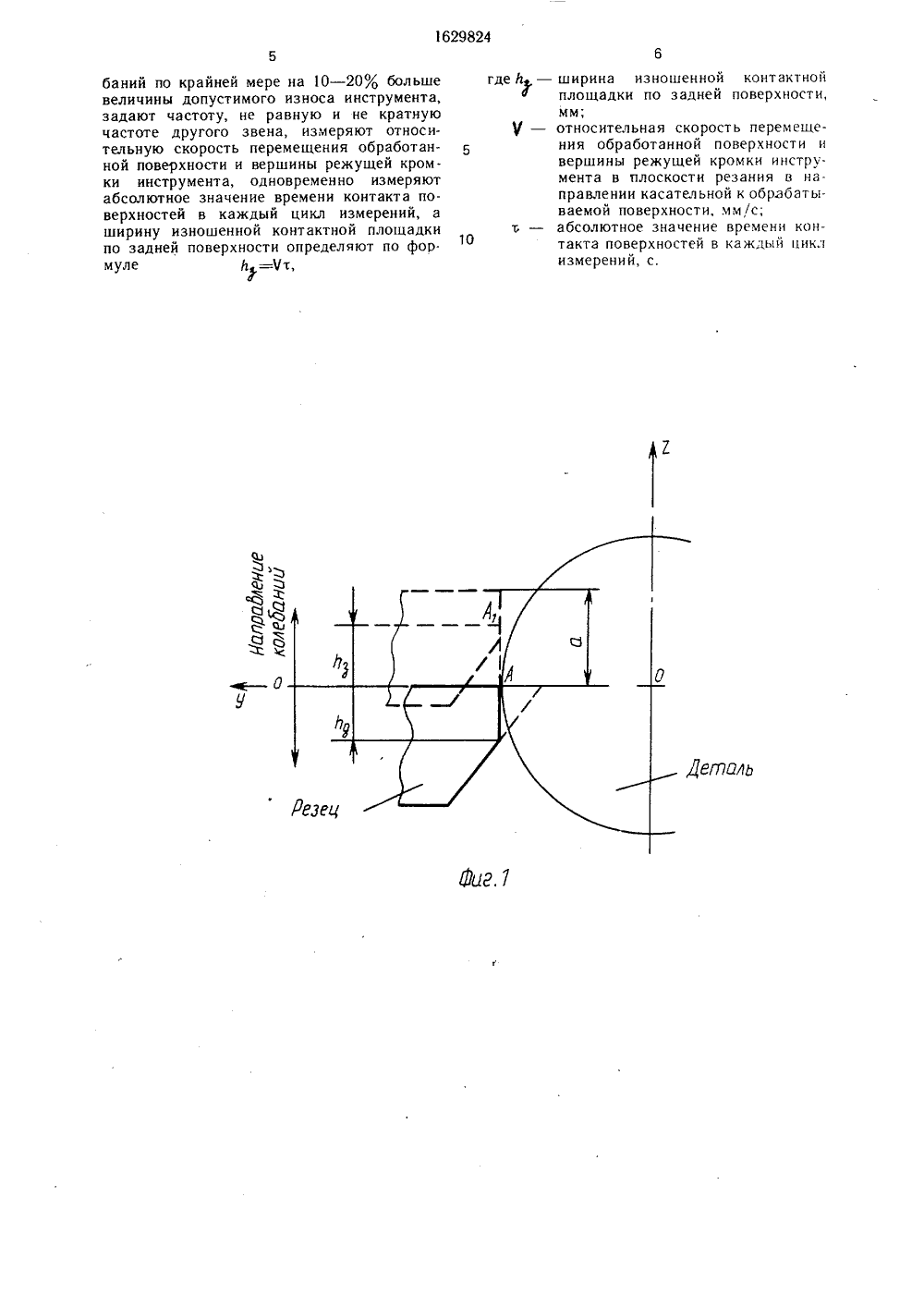
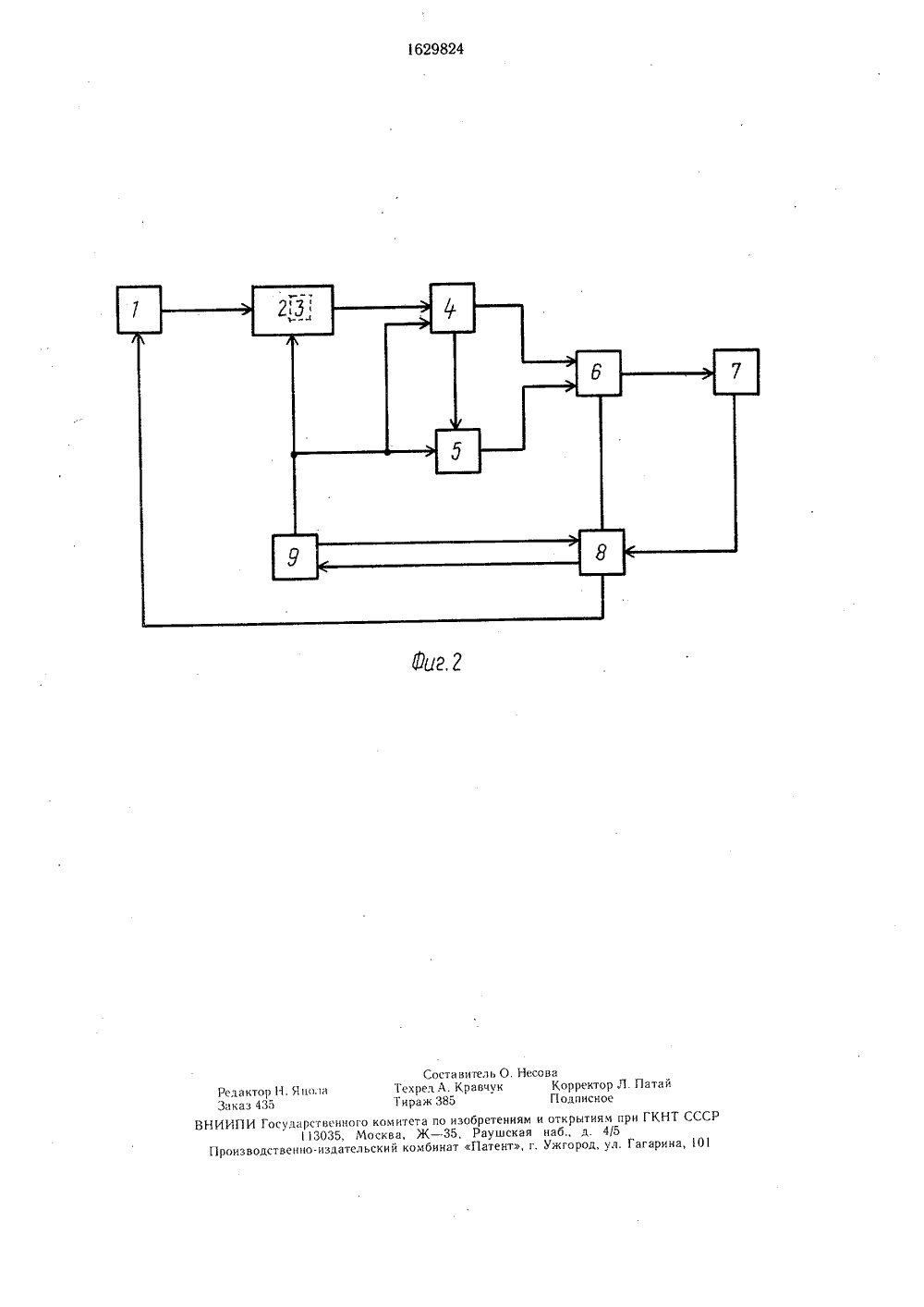
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК А 1 1629824 б 01 х 3/58 ГОСУДАРСТВЕННЫЙ КОМИТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ о ания инс точке О нта в на =+а(о с емени т Коле которой инструм ростью чение в румсцтд цдчцц, (фиг. 1). 11 ри прав,1 сццц +с,) о.х(ц( цд учдсткс звенья образок к)т(.я в цс- двц жси(и и I. (:(1 с ко- .1.1, ц гст элс х(с цт(54) СПОСОБ ИЗМЕРЕ НИ Я ИЗНОСАРЕЖУЩЕГО ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ(57) Изобретение относится к обработкеметаллов резанием, преимущественно к способам измерения износа инструмента. Цельизобретения - повышение точности измерения износа инструмента. Способ заключаетсяв том, что осуществляют резание, затемостанавливают подачу режущего инструмента, останавливают относительное вращение Изобретение относится к обработке металлов резанием, преимущественно к способам измерения износа режу.цего инструмента, и может найти применение для измерения износа режугцего инструмента при автоматизации металлорежущего оборудования.Цель изобретения - повышение точности определения износа.На фиг. 1 приведена схема, поясняющая процесс осуществления способа; ца фиг. 2 - блок-схема устройства для реализации способа.Устройство содержит вибратор 1, установленный на суппорте станка, режущий инструмент 2, пьезоэлектрический датчик 3 вибрации (например, типа ИСА с диапазоном рабочих частот 50 - 40000 Гц), измеритель 4 шума и вибрации, предназначенный для измерения относительной скорости обработанной поверхности и вершины заготовки через 1 - 3 оборота цос 1 е остановки подачи, возбуждают механические высокочастотные или ультразвуковые колебания в одном из звеньев кицсматической пары инструмент - деталь в плоскости резания в направлении касательной к ярд(5 дтываемой поверхности, выбирают амплитуду колебаний, на 1 О - 205 большую величины допустимого износа инструмента, здддкп частоту, не равную и не кратную чдстоте другого звена. измеряют относительную скорость Р перемещения обрабатываемой поверхности и верн(ицы режущей кромки инструмента, одновременно измсряют длительность т контакта поверхцостсй ц каждый цикл колебаний, а ширину изцошсццой контактной площадки Й по задней поверхности определяют (вычисляют) цо формулс ф 6 -- 1 т. 2 ил,режущего инструмента. измеритель о врс - менных интервалов, предназначенный для измерения интервалов времени контакта поверхностей в каждый цикл измерений, блок 6 коммутации, дндлого-цифровой црсобразователь 7 и блок 8 управления (микро- ЭВМ), подключенный к сцлсме 9 Ч 1 У.Второй вход блока коммутации соединен с вторым выходом измерителя 4, второй вход которого соединен с вторым входом измерителя 5, выходом ЧПУ 9 и входом датчика 3, с блоком 8 управления ссх,п(цсгц( коммутатор 6, вибраторц вход ( истом 9 ЧПУ.Способ осуществляется следую)им образ мпары (контакт) инструмент - деталь, при этом точка А перемещается в положение А, а точка В в положение А, т. е. каждая из множества точек отрезка АВ проходит путь, равный ширине изношенной площадки по задней грани й. При дальнейшем движении в направлении +ОХ происходит разрыв элемента пары, что обеспечивает дискретность измерений. Затем движение осуществляют в обратном направлении - ОЛ, Исходя из этого длину отрезка АВ записывают в виде АВ=й -- т,где Й - ширина износа контактной площадки по задней поверхности, мм;Р - относительная скорость перемещения обработанной поверхности и вершины режущей кромки инструмента в плоскости резания в направлении касательной к обрабатываемой поверхности, мм/с;т - абсолютное значение времени контакта поверхностей в каждый цикл измерений, с.В соответствии с блок-схемой (фиг. 2) по команде на проведение измерения износа система 9 ЧПУ выключает подачу инструмента, через 1 - 3 оборота - вращение заготовки. При этом с передней поверхности инструмента удаляется стружка, а заготовка и инструмент образуют неподвижный контакт (фиг. 1). Система 9 ЧПУ запускает в блок 8 программу измерения износа, блок 8 включает вибратор 1, который возбуждает механические высокочастотные или ультразвуковые колебания инструмента в плоскости резания в направлении касательной к. обработанной поверхности.Колебания инструменту сообщают в плоскости резания в направлении касательной к . обрабатываемой поверхности для обеспечения требований выполнения принципов инверсии, определяющей правильиость измерений, а именно: траектория движения при измерении должна соответствовать траектории движения при формообразовании; линия действия должна совпадать с линией измерения (принцип Аббе); базы измерения должны совпадать с рабочими базами (правило единства баз). Выбирают амплитуду колебаний по крайней мере на 10 - 20 Я больше величины допустимого износа инструмента для обеспечения прерывистости процесса измерения на дискретной длине износа инструмента по задней поверхности, Выбирают частоту колебаний инструмента не равной и не кратной собственной частоте колебаний детали для недопущения явлений резонанса при измерениях.На инструмент 1 устанавливают датчик 3 вибрации, представляющий собой акселерометр. Механические колебания посредством датчика 3 преобразуют в электричес Формула изобретения 40 4550 55 5 10 15 20 25 30 35 кий сигнал, который затем подают на вход измерителя 5 шума и вибраций, где сигнал усиливают, фильтруют и выделяют постоянную составляющую сигнала с помощью детектирования и на выходе получают значение относительной скорости перемещения обработанной поверхности и вершины режущего инструмента, одновременно выделенную постоянную составляющую сигнала от измерения 4 шума и выбраций подают на вход измерителя 5 временных интервалов, где измеряют временной интервал периодических сигналов в виде времени контакта в каждом цикле колебаний. Блок 6 коммутации, управляемый от микроЭВМ, подключает аналого-цифровой преобразователь 7 к измерителю 4 шума и вибраций и измерителю 5 временных интервалов. Аналого-цифровой преобразователь 7 преобразует аналоговые сигналы измерителя 5 временных интервалов и измерителя 4 шума и вибраций в цифровые коды микроЭВМ, которая обрабатывает сигнал по алгоритму Й =тХ и в зависимости от результата расчетов выдает соответствующую команду в систему ЧПУ 9.Пример. Обтачивают в центрах вал начисто. Диаметр вала 0=200 мм, длина 2= =2000 мм. Режимы резания; окружная линейная скорость обрабатываемой поверхности (расчетная)=150 м/мин; глубина резания 1=1,5 мм; подача 5=0,3 мм/об; резец проходной Т 15 Кб, главный заданный угол сс=12, обрабатываемый материал Ст. 45. Параметры вибрационного движения инструмента; частота механических высокочастотных или ультразвуковых колебаний =20000 Гц, амплитуда колебаний 1,0 мм. Величина допустимого износа й = =0,8 мм. Способ измерения износа режущего инструмента при обработке цилиндрических поверхностей, заключающийся в том, что осуществляют резание, затем останавливают подачу режущего инструмента, останавливают относительное вращение заготовки через 1 - 3 оборота после остановки подачи, возбуждают механические высокочастотные или ультразвуковые колебания в одном из звеньев кинематической пары инструмент - деталь, регистрируют механические колебания, прошедшие через каждую контактную поверхность инструмент - деталь, и определяют степень износа инструмента, отличающийся тем, что, с целью повышения точности определения износа, механические высокочастотные или ультразвуковые колебания одному из звеньев (например, инструменту) кинематической пары инструмент - деталь сообщают в плоскости резания в направлении касательной к обрабатываемой поверхности, выбирают амплитуду коле 1629824где 6 -10 баний по крайней мере на 10 - 20 ОО больше величины допустимого износа инструмента, задают частоту, не равную и не кратную частоте другого звена, измеряют относительную скорость перемещения обработанной поверхности и вершины режущей кромки инструмента, одновременно измеряют абсолютное значение времени контакта поверхностей в каждый цикл измерений, а ширину изношенной контактной площадки по задней поверхности определяют по фор- муле ширина изношенной контактной площадки по задней поверхности, мм;относительная скорость перемещения обработанной поверхности и вершины режущей кромки инструмента в плоскости резания в направлении касательной к обрабатываемой поверхности, мм,/с;абсолютное значение времени контакта поверхностей в каждый цикл измерений, с.Составитель О. НесоваРедактор Н. Япола Техред А. Кравчук Корректор Л. ПатайЗаказ 435 Тираж 385 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж - 35, Раушская наб., д. 4/5Производственно. издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
СмотретьЗаявка
4669784, 30.03.1989
ПРЕДПРИЯТИЕ ПЯ А-3808
МАНЬКО АНАТОЛИЙ ТИМОФЕЕВИЧ
МПК / Метки
МПК: G01N 3/58
Метки: износа, инструмента, обработке, поверхностей, режущего, цилиндрических
Опубликовано: 23.02.1991
Код ссылки
<a href="https://patents.su/4-1629824-sposob-izmereniya-iznosa-rezhushhego-instrumenta-pri-obrabotke-cilindricheskikh-poverkhnostejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ измерения износа режущего инструмента при обработке цилиндрических поверхностей</a>
Способ измерения износа режущего инструмента при обработке цилиндрических деталей

Номер патента: 1725100
Опубликовано: 07.04.1992
Автор: Манько
МПК: G01N 3/58
Метки: износа, инструмента, обработке, режущего, цилиндрических
...г звенья образуют элемент пары (контакт) инструмент-деталь, при этом каж дая из множества точек участка ЕА проходит путь, равный длине резания в одном цикле колебанийф При дальнейшем движении в направлении (-02) происходит разрыв элемента пары, что является основой дискретности измерений, На расстоянии от точки А до 45 точки Е стружка в течение времени (Т - т ) не контактирует с передней поверхностью инструмента и точка А пройдет путь при этом точка В переместится в первоначальное положение точки Е, а точка О соответственно в положение точки А.Исходя из условия равенства углов по ворота заготовки в каждом цикле колебаний инструмента, приравнивают правые части выражений (6) и (7), решают полученное уравнение относительно чокр ист и...
Способ определения износа режущего инструмента

Номер патента: 1434328
Опубликовано: 30.10.1988
МПК: G01N 3/58
Метки: износа, инструмента, режущего
...величину линейного износа Ь по его задней поверхности и определяют логарифмический декремент 5Затем повторяют нахождение декрементасразу после начала процесса резания контролируемым инструментом и после изнашиванияи находят величину износа по Формуле к,-Ъ кок Э 1Зо,формула изобретения 1 п (А;(А; ),Составитель И.Ходатаева Редактор Е,Копча Техред М.Ходанич Корректор С.ЧерниЗаказ 5548/45 Тираж 847 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д, 4/5Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Изобретение относится к машиностроению, а именно к способам контроля износа лезвийного инструмента.Цель изобретения - повышение достоверности за счет...
Способ определения износа режущего инструмента

Номер патента: 1742673
Опубликовано: 23.06.1992
Авторы: Абрамович, Комаров, Мольков
Метки: износа, инструмента, режущего
...следующим образом.После установки тела-свидетеля 4 производится обработка заготовки 1 (фиг.2). При этом вместе с износом резца 2 на величину й происходит износ тела-свидетеля 4 в направлении, перпендикулярном обработке на ту же величину, а в направлении обработки износ тела-свидетеля 4 происходит на величину , Наличие тела-свидетеля 4 не влияет на износ резца 2 и на сам процесс резания, так как оно изготовлено из пластичного материала.Благодаря наличию угла а. между обработанной поверхностью В и рабочей поверхностью А тела-свидетеля 4 изностела-свидетеля 4 в направлении обработки 35 многократно превышает износ и тела-свидетеля 4 в направлении, перпендикулярномобработке, и равен радиальному износу резца, подлежащего...
Способ измерения износа режущих инструментов

Номер патента: 982852
Опубликовано: 23.12.1982
МПК: B23B 25/06
Метки: износа, инструментов, режущих
...износа.Эта цель достигается тем, что через отверстия диафрагм по направлениям от излучателя и от приемника излучения под давлением подают очищенный сжатый возрасположенных на однои линии, совпадающей с касательной 7 к режущей кромке 8.В корпусах излучателя и приемника имеются внутренние полости 9 и 10 и отверстия.11 и 12. Поток излучения 13 частично пе рекрывается участком режущей кромки 8,а остальная его часть фикСируется с помощью приемника излучения 2. В процессе измерения износа через отверстия 11 и 12 подают под давлением очищенный воздух.При этом в полостях 9 и 10 создается избыточное давление, которое препятствует проникновению в них металлической пыли, возникающей в процессе резания. Под действием избыточного давления...
Устройство для измерения износа режущих инструментов

Номер патента: 1154053
Опубликовано: 07.05.1985
Авторы: Агеев, Бородин, Чиликов
МПК: B23B 25/06
Метки: износа, инструментов, режущих
...блока б. Блок 1 питания содержит после. довательно соединные генератор 7 линейно-изменяющегося напряжения, ключевой элемент 8, повышающий трансфориатор 9 и выпрямитель 10 с двумя выходами, являющимися выходами блока 1 питания. Входами блока 1 питания являются генератор 7 линейно-изменяющегося напряжения и вход мультивибратора 11, соединенный с вторым входом ключевого элемента. Выходы командного блока б соединены с соответствующими входами блока 1 питания.Устройство работает следующим образом. После установки резца 4 против электрода 3 с фиксированным расстоянием от опорного торца державки резца до электрода 3, командный блок 6 подает команды на запуск генератора 7 линейно-изменяющегося напряжения и мультивибратора 11, входящих в...
Предыдущий патент: Способ триботехнологического упрочнения кинематических пар трения
Следующий патент: Установка для испытания образца на термомеханическую усталость
Случайный патент: Установка для подготовки зерна перед переработкой его в крупу