Система управления прокатным станом с порезкой проката на ходу
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1026867
Автор: Прудков

Текст
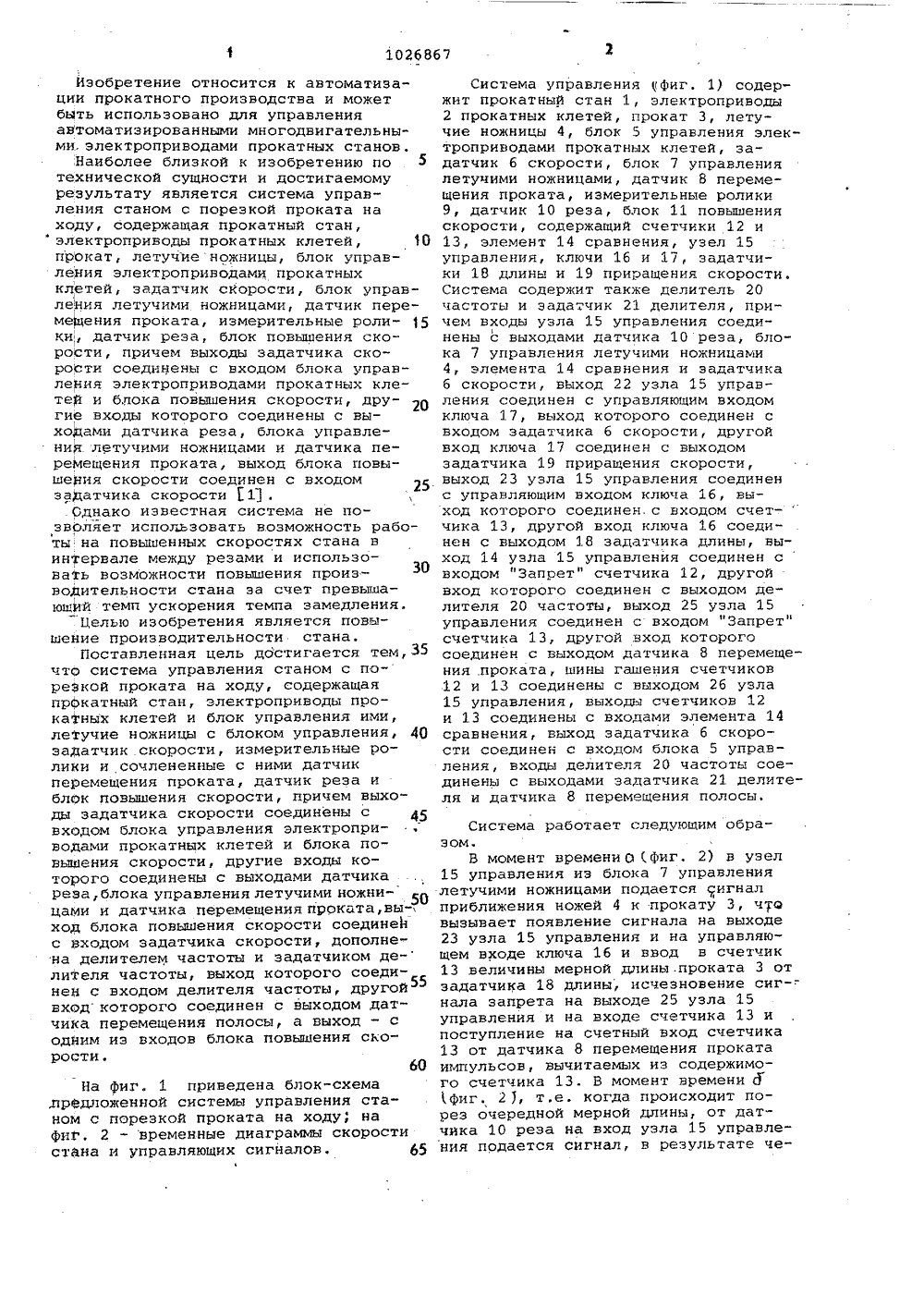
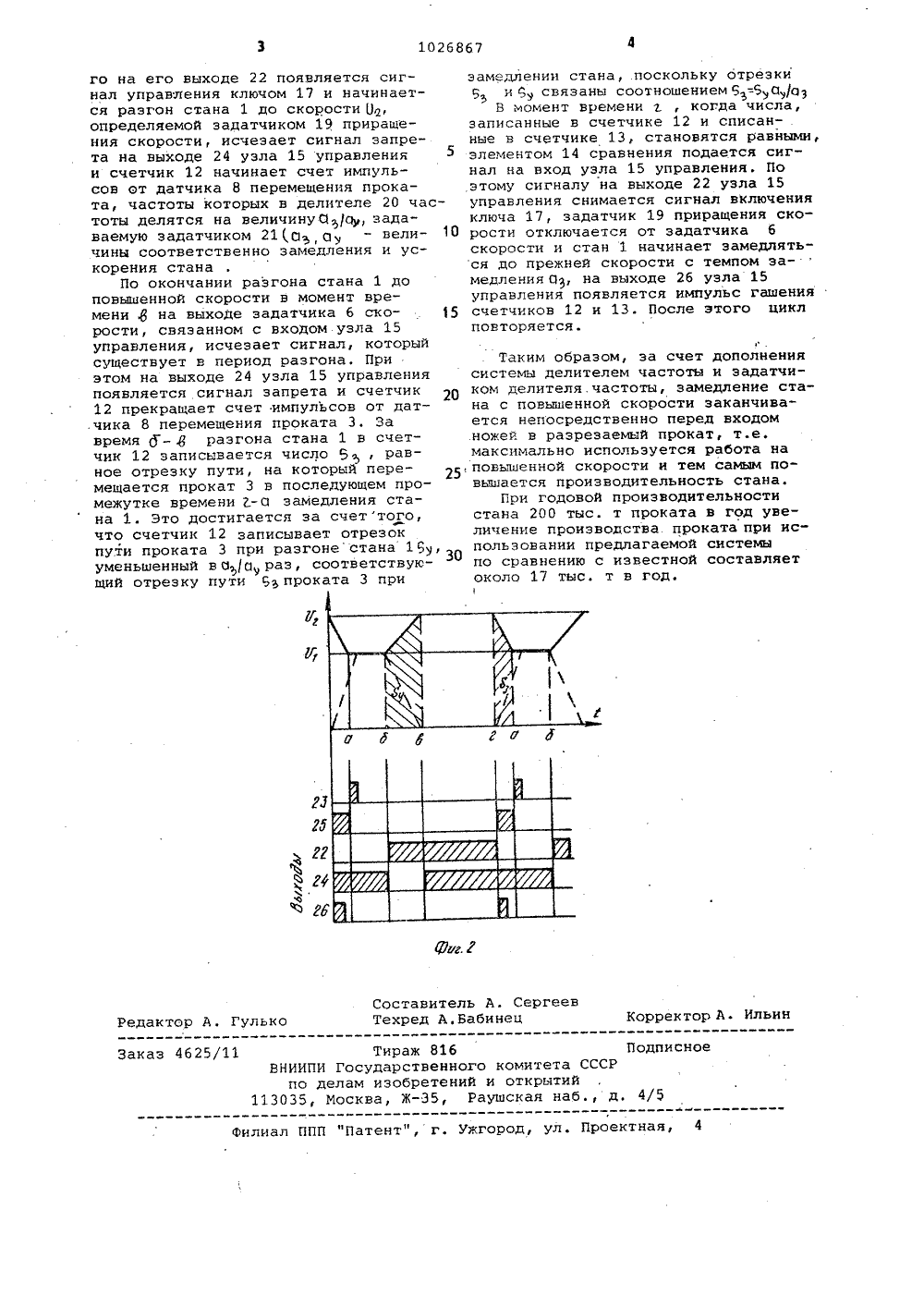
(54) (57) С НЫМ СТАНОМ ДУ, содерж троприводы управления блоком упризмерительс ними дат ОКАТНА ХО- элекблок ы с орости нные ЛЕНИЯ П ПРОКАТА ый стан летей и е ножни атчик с сочлен ния про СТЕМА УПРА С ПОРЕЗКОЙ щая прокат прокатных ими, летуч вления, за ые ролики ик перемещ ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬПИЙ ПИСАНИЕ ИЗОБР(56)1. Авторское свидетельство СР 491928, кл. В 21 В 37/00,С 05 В 15/02 1976 датчик реза и блок повышения скорости, причем выходы задатчика скорости соединены с входом блока управления электроприводами прокатных клетей и блока повышения скорости, другие входы которого соединены с выходами датчика реза, блока управления летучими ножницами и датчика перемещения проката, выход блока повышения скорости соединен с входом задатчика скорости, о т л и ч а ю щ а я с я тем, что, с целью повышения производительности стана,она дополнительно содержит делитель частоты и задатчик делителя частоты, выход которого соединен с одним из входов делителя частоты, другой вход которого соеди- щС нен с выходом датчика перемещения полосы, а выход - с одним из входов блока повышения скорости.1026867 Изобретение относится к автоматизации прокатного производства и можетбыть использовано для управленияавтоматизированными многодвигательными, электроприводами прокатных станов.Наиболее близкой к изобретению по зтехнической сущности и достигаемомурезультату является система управления станом с порезкой проката находу, содержащая прокатный стан,электроприводы прокатных клетей,прокат, летучие ножницы, блок управления электроприводами прокатныхклетей, задатчик скорости, блок управления летучими ножницами, датчик перемещения проката, измерительные ролики., датчик реза, блок повышения скорости, причем выходы задатчика скорости соединены с входом блока управления электроприводами прокатных клетей и блока повышения скорости, другие входы которого соединены с выходами датчика реза, блока управления летучими ножницами и датчика перемещения проката, выход блока повышения скорости соединен с входомзахватчика скорости Ц .Однако известная система не позволяет использовать возможность работы на повышенных скоростях стана в интервале между резами и использовать возможности повышения производительности стана за счет превышающий темп ускорения темпа замедления.Целью изобретения является повышение производительности стана,поставленная цель достигается тем, 35 что система управления станом с пореэкой проката на ходу, содержащая прОкатный стан, электроприводы прокатных клетей и блок управления ими, летучие ножницы с блоком управления, 49 задатчик скорости, измерительные ролики и сочлененные с ними датчик перемещения проката, датчик реза и блок повышения скорости, причем выходы задатчика скорости соединены с входом блока управления электроприводами прокатных клетей и блока повышения скорости, другие входы которого соединены с выходами датчика реза, блока управления летучими ножницами и датчика перемещения проката,выход блока повышения скорости соединен с входом задатчика скорости, дополнена делителем частоты и задатчиком де- лителя частоты, выход которого соединен с входом делителя частоты, другой вход которого соединен с выходом,цатчика перемещения полосы, а выход - с одним из входов блока повышения ско- ч рости,60На фиг. 1 приведена блок-схема ,предложенной системы управления станом с порезкой проката на ходу, на фиг. 2 - временные диаграммы скоростистана и управляющих сигналов. 65 Система управления фиг. 1) содержит прокатный стан 1, электроприводы 2 прокатных клетей, прокат 3, летучие ножницы 4, блок 5 управления электроприводами прокатных клетей, задатчик 6 скорости, блок 7 управлениялетучими ножницами, датчик 8 перемещения проката, измерительные ролики9, датчик 10 реза, блок 11 повышенияскорости, содержащий счетчики 12 и13, элемент 14 сравнения, узел 15управления, ключи 16 и 17, задатчики 18 длины и 19 приращения скорости,Система содержит также делитель 20частоты и задатчик 21 делителя, причем входы узла 15 управления соединены с выходами датчика 10 реза, блока 7 управления летучими ножницами4, элемента 14 сравнения и задатчика6 скорости, выход 22 узла 15 управления соединен с управляющим входомключа 17, выход которого соединен свходом задатчика 6 скорости, другойвход ключа 17 соединен с выходомзадатчика 19 приращения скорости,выход 3 узла 15 управления соединенс управляющим входом ключа 16, выход которого соединен.с входом счет-чика 13, другой вход ключа 16 соединен с выходом 18 задатчика длины, выход 14 узла 15 управления соединен свходом "Запрет" счетчика 12, другойвход которого соединен с выходом делителя 20 частоты, выход 25 узла 15 управления соединен с входом "Запрет"счетчика 13, другой вход которого соединен с выходом датчика 8 перемещения проката, шины гашения счетчиков12 и 13 соединены с выходом 26 узла15 управления, выходы счетчиков 12и 13 соединены с входами элемента 14сравнения, выход задатчика 6 скорости соединен с входом блока 5 управления, входы делителя 20 частоты соединены с выходами задатчика 21 делителя и датчика 8 перемещения полосы. Система работает следующим образом.В момент времени О фиг, 2) в узел 15 управления из блока 7 управления летучими ножницами подается сигнал приближения ножей 4 к прокату 3, что вызывает появление сигнала на выходе 23 узла 15 управления и на управляющем входе ключа 16 и ввод в счетчик 13 величины мерной длины. проката 3 от задатчика 18 длины, исчезновение сиг нала запрета на выходе 25 узла 15управления и на входе счетчика 13 ипоступление на счетный вход счетчика13 от датчика 8 перемещения прокатаимпульсов, вычитаемых из содержимого счетчика 13. В момент времени д1 фиг, 2 ), т,е. когда происходит порез очередной мерной длины, от датчика 10 реза на вход узла 15 управления подается сигнал, в результате че1026867 оставитель А. Сергеевехред А.Бабинец Редактор КорректорПодписное льин улько Заказ 4625/11 ж 816твенногоретений-35, Ра Ти ВНИИПИ Госуда по делам иэ 13035, Москва, омитета открыти ская на Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 го на его выходе 22 появляется сигнал управления ключом 17 и начинается разгон стана 1 до скорости Од, определяемой эадатчиком 19 приращения скорости, исчезает сигнал запрета на выходе 24 узла 15 управления и счетчик 12 начинает счет импульсов от датчика 8 перемещения проката, частоты которых в делителе 20 частоты делятся на величинуОсу, задаваемую эадатчиком 21(О О - вели чины соответственно замедления и ускорения станаПо окончании разгона стана 1 до повышенной скорости в момент времени б на выходе задатчика 6 ско рости, связанном с входом узла 15 управления, исчезает сигнал, который существует в период разгона, При этом на выходе 24 узла 15 управления появляется сигнал запрета и счетчик 12 прекращает счет импульсов от дат.чика 8 перемещения проката 3. За время Д в .8 разгона стана 1 в счетчик 12 записывается число 5 , равное отрезку пути, на который перемещается прокат 3 в последующем промежутке времени 2,-О замедления стана 1. Это достигается за счет того, что счетчик 12 записывает отрезок пути проката 3 при разгонестана 15 у, уменьшенный в Оа раз, соответствующий отрезку пути 5 проката 3 при эам длении стана, поскольку отрезкии связаны соотношением 6=5 О /оВ момент времени г , когда числа, записанные в счетчике 12 и списан- . ные в счетчике 13, становятся равными, элементом 14 сравнения подается сигнал на вход узла 15 управления. По этому сигналу на выходе 22 узла 15 управления снимается сигнал вКлючения ключа 17, задатчик 19 приращения скорости отключается от задатчика 6 скорости и стан 1 начинает замедляться до прежней скорости с темпом замедления 03, на выходе 26 узла 15 управления появляется импульс гашения счетчиков 12 и 13. После этого цикл повторяется. 3Таким образом, за счет дополнения системы делителем частоты и эадатчиком делителя. частоты, замедление стана с повышенной скорости заканчивается непосредственно перед входом ножей в разрезаемый прокат, т.е. максимально используется работа на повышенной скорости и тем самым повышается производительность стана.При годовой производительности стана 200 тыс. т проката в год увеличение производства проката при использовании предлагаемой системы по сравнению с известной составляет около 17 тыс. т в год.
СмотретьЗаявка
3353997, 18.11.1981
ГОСУДАРСТВЕННЫЙ ПРОЕКТНЫЙ ИНСТИТУТ "ЭЛЕКТРОТЯЖХИМПРОЕКТ"
ПРУДКОВ МАРК ЛЬВОВИЧ
МПК / Метки
МПК: B21B 37/70
Метки: порезкой, проката, прокатным, станом, ходу
Опубликовано: 07.07.1983
Код ссылки
<a href="https://patents.su/3-1026867-sistema-upravleniya-prokatnym-stanom-s-porezkojj-prokata-na-khodu.html" target="_blank" rel="follow" title="База патентов СССР">Система управления прокатным станом с порезкой проката на ходу</a>
Устройство для измерения скорости грузопотока в загрузочных узлах конвейеров

Номер патента: 487817
Опубликовано: 15.10.1975
Авторы: Гуленко, Полунин, Фролов
МПК: B65G 43/00
Метки: грузопотока, загрузочных, конвейеров, скорости, узлах
...фиг. 1 изображено описыройство, общий вид; на фиг. 2стрелке А на фиг. 1; на фиг, 3 - ррезе. Обечайка 10 ролика футеруется эластичным материалом 11 и опирается на подшипники 12.На оси 7 установлен подвижный элемент ввиде перегородки 13 с отверстиями, которая жестко соединена с обечайкой 10 ролика. По обе стороны от перегородки 13 на оси 7 жестко закреплены источник света 14 и фотоэлемент 15. Отверстия в перегородке расположе пы на уровне фотоэлемента.Торцы ролика закрыты заглушками 16,Рычаги 6 в средней части снабжены регулировочными болтами 17, которыми регулируется относительное положение ролика 8.Устройство работает следующим образом.Грузопоток, выходящий из загрузочногоустройства, взаимодействует с роликом и приводит во вращение...
Система автоматического управления реверсивным прокатным станом
Номер патента: 1268233
Опубликовано: 07.11.1986
Авторы: Данилов, Лукьянов, Панов, Селиванов
МПК: B21B 37/46
Метки: прокатным, реверсивным, станом
...система автоматического управления слябингом при захвате второго слиткаработает в той же последовательности,что и при захвате первого слитка,Если неравенство (3 ) не выполняется,т,е, напряжение на выход сумматора29 меняет свой знак, то на выходерелейного" элемента 30 появляется 0,который, воздействуя через элементИ 11 на переключатель 2, замыкаетего выходвторым информационнымвходом, в результате чего скоростьвращения вертикальных валков поддерживается на уровне допустимого значе1268233 циенты.При движении слитка и вертикаль-.ным валкам выходное напряжение сумматора 34 непрерывно соответствуетрасчетной длине 1 напряжение жена выходе интегратора 3 остаетсяравным нулю, те. выполняется неравенство 1Поэтому напряжение навыходе сумматора 33...
Датчик загрузки

Номер патента: 744257
Опубликовано: 30.06.1980
Авторы: Кецлах, Пущанский, Руфин, Усачев
МПК: G01L 23/26
...оператору, управляющему дизелем.Отношение плеч рычага 5 и положениедатчика 8 па регуляторе 2 выбраны так,что при работе дизеля в точках верхнейограничительной характеристики (пли жедругой заданной дизелю программой зависимости загрузки от числа оборотов) с наименьшей и наибольшей мощностью датчп8 вырабатывает на выходе давления Р==Р, и Р -- Р 2 макс. Профиль кулачка 10и положение задатчпка 9 на регуляторе 2выбраны так, что при работе дизеля в любой точке заданной ему программой зависимости загрузки от числа оборотов задатчик9 вырабатывает на выходе давление Рьравное давлению Р выработанному датчиком 8.Датчик загрузки дизеля работает следующим образом.Если точка, характеризующая режим работы дизеля в любых координатах (числооборотов -...
Устройство для контроля скорости проката на проволочном стенде

Номер патента: 494691
Опубликовано: 05.12.1975
МПК: G01P 3/66
Метки: проволочном, проката, скорости, стенде
...7 клети питается от преобразователя 18 и управляется регулятором скорости 19, на один вход которого подключен генератор колебаний 20,11 ринцип действия устройства основан наизмерею и соотношения между длиной проката на выходе предыдущей клети, определенной по оборотам клети и диаметру валков, и фактической длиной полосы на выходе из клети, определенной по колебанию высоты петли в межклетьевом промежутке. Колебания высоты петли вызываются искусственно с помощью специального генератора, воздействующего на регулятор скорости последующей клеги.Процесс измерения происходит следующим образом.Начало и частота замеров определяются генератором тактовых импульсов 14. Перед началом замера предполагается, что процесс прокатки -...
Датчик частоты

Номер патента: 549753
Опубликовано: 05.03.1977
Авторы: Зайцев, Рукавишников, Толчеев
МПК: G01R 23/00
...3035 Филиал ППП "Патентф, г. Ужгород, ул, Проектная,Формирователь импульсов 1 преобразует входной (исследуемый синусоидальный сить. нал в последовательность прямоугольных импульсных сигналов с симметричными полу- периодами, частота следования которых совпадает с частотой входного сигнала, а длительность равна длительности его полупериода.По заднему фронту каждого импульса формирователя импульсов 1 запускается 10 ждуший генератор импульсов эталонной длительности (одновибратор) 2, формируюший на своем выходе прямоугольные импульсные сигналы эталонной длительности. Длительность импульсов одновибратора можно нас троить так, чтобы она стала равна длительности полупериода, соответствующего верхней измеряемого диапазона входной частоты....
Предыдущий патент: Шестеренная клеть
Следующий патент: Устройство для определения входных геометрических размеров проката
Случайный патент: Гидравлическая система скрепера