Система автоматического управления реверсивным прокатным станом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
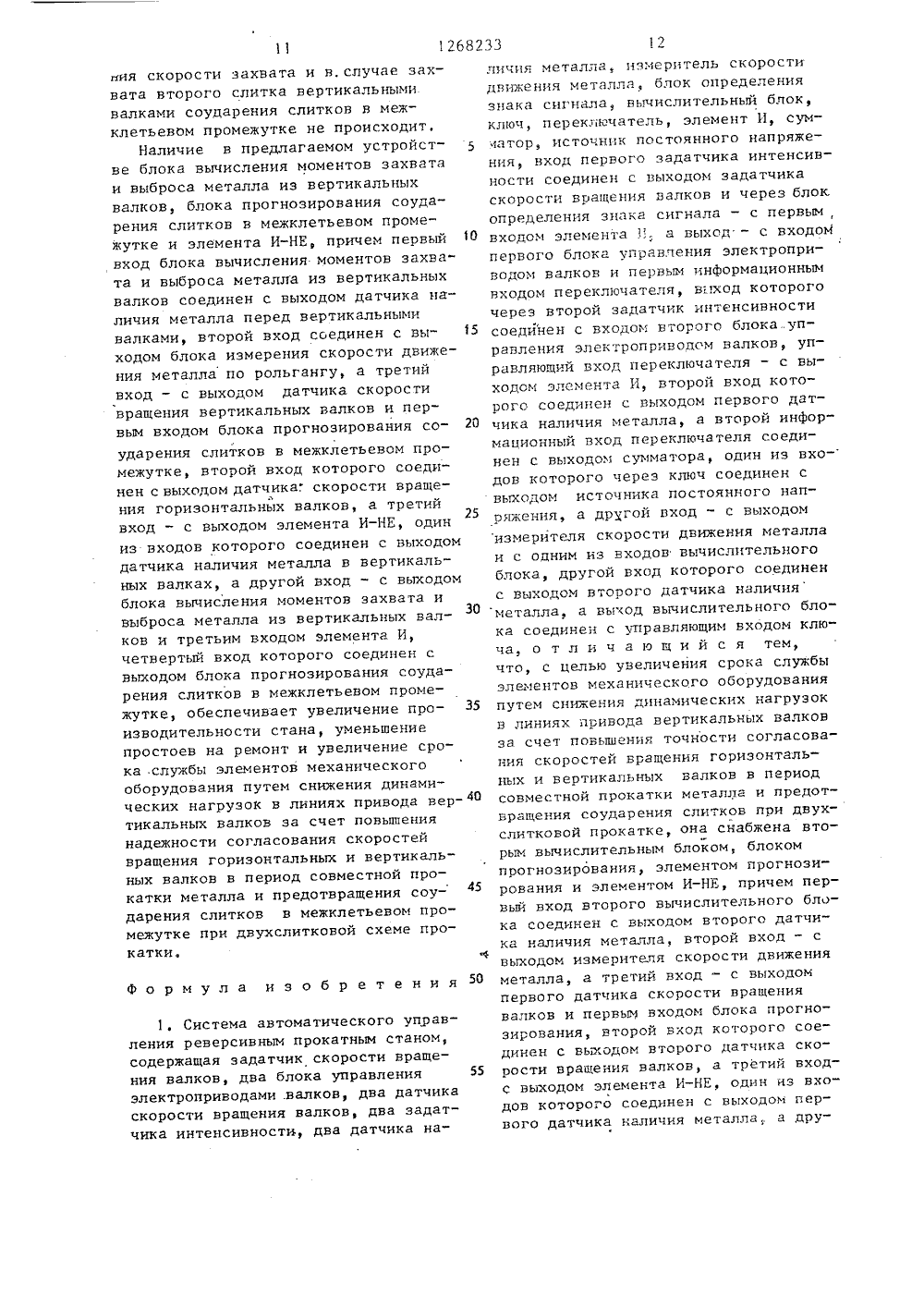
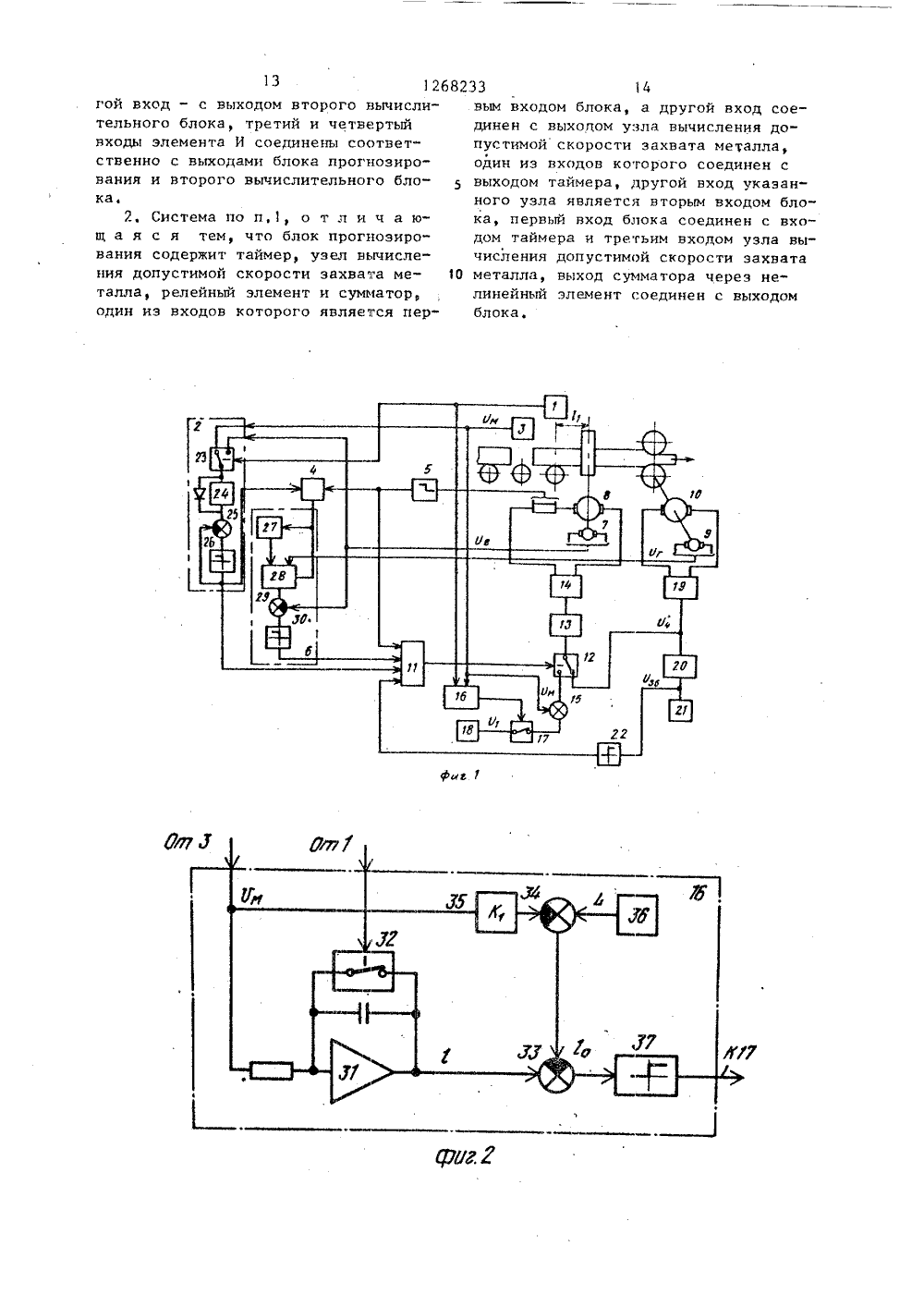
(191 ц 4 В 21 В 37/О ОСУДАРСТВЕННЫЙ КОМИ О ДЕЛАМ ИЗОБРЕТЕНИЙ СССРКРЫТ ИИ ВГ.1 З ОПИСАНИЕ ИЗОБРЕТЕНИ при ле ован(56) Авторское свидетельство СССР 9 655451, кл, В 21 В 37/00, 1980,Авторское свидетельство СССР У 942835, кл. В 21 В 37/00, 1980,Авторское свидетельство СССР 9 1088827, кл, В 21 В 37/00, 1983,Авторское свидетельство СССР Ф 1109206, кл. В 21 В 37/00, 1983. (54) СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕВЕРСИВНЬ 1 М ПРОКАТНЬИ СТАНОМ (57) Изобретение относится к э ктр технике и может быть использ о в окатном производстве на слябингенепрерывных прокатных станах с первой клетью типа эджер, Цель изобретения - увеличение срока службы элементов механического оборудования путем снижения динамических нагрузок в линиях привода вертикальных валков за счет повьппения точности согласования скорости вращения горизонталь- ных и вертикальных валков в период совместной прокатки и предотвращения соударения слитков при двухслитковой схеме прокаткиЦель достигается путем учета моментов захвата и выброса металла из вертикальных валков и Фй предотвращения соударения слитков в, межклетевом промежутке соответствующим выбором скорости захвата Сф последующего слитка, 1 з,п. ф-лы, 3. ил.Изобретение относится к управлению электропроводами и может использоваться при прокатке металла на слябингах и непрерывных прокатных стан 5 ках с первой клетью типа эджер,Целью. изобретения является увеличение срока службы элементов механического оборудования путем снижения динамических нагрузок в линиях привода вертикальных валков за счет повыщения точности согласования скоростей вращения горизонтальных и вертикальных валков в период совместной прокатки металла ч предотвращение со 15 ударения слитков при двухслитковой прокатке.На фиг,1 представлена блок-схемасистемы автоматического управления реверсивным прокатным станом, на фиг,2 - схема первого вычислительного блока; на фиг,3 - "хема узла вычисления допустимой скорости захватаметалла, Система автоматического управлеция реверсивным прокатным станом 1 фиг,1) содержит датчик 1 наличия металла, установленный перед вертикальными валками, выход которого соединен с первым входом блока 2, предназначенным для вычисления моментов захвата и выброса металла из вертикальных валков, второй вход которого соединен с выходом измерителя 3 скорости движения металла движущегося35 цо рольгангу, а выход - с одним из входов элемента И-НЕ 4, другой вход которого соединен с выходом датчика 5 наличия металла, находящегося в вертикальных валках, а выход - с первым входом блока 6 прогнозирования, второй вход которого соединен с выходом датчика 7 скорости вращения, механически связанном с якорем электродвигателя 8 вертикальных валков, и третьим входом вычислительного блока 2 для вычисления моментов захвата и выброса металла иэ вертикальных валков, третий вход - с выходом датчика 9 скорости вращения механически свя 95 О занным с якорем электродвигателя 10 горизонтальных валков, а выход с первым входом элемента И 11, второй вход которого соединен с выходом вычислительного блока 2, третий вхоц - с выходом датчика 5 наличия металла, а55 выход - с управляющим входом переключателя 12, выход которого через задатчик 13 интенсивности соединен с входом блока 14 управления электроприводом валков, а первый информационный вход - с выходом сумматора 15, один из входов которого соединен с выходом измерителя 3 скорости движения металла и одним из входов вычислительного блока 16, второй вход которого соединен с выходом датчика 1наличия металла, а выход - с управляющим входом ключа 17, информационный вход которого соединен с выходом источника 18 постоянного напряжения, авыход - с. входом сумматора 15, второйинформационный вход переключателя 12 соединен с входом блока 19 управления электроприводом валков и выходом задатчика 20 интенсивности, вход которого соединен с выходом задатчика 21 скорости вращения валков и через блок22 определения знака сигнала соединен с четвертым входом элемента И 11, вычислительный блок 2 содержитпереключатель 23, первый информационныи вход которого соединен с выходомизмерителя 3 скорости движения металла, второй информационный вход " свыходом датчика 7 скорости вращениявалков, управляющий вход - с выходом датчика 1 наличия металла, а выход через интегратор 24 соединен с одним из входов сумматора 25, выход которого соединен с входом релейногоэлемента 26, выход которого соединен с другим входом сумматора 25, одним иэ входов элемента И 11 и одним из входов элемента И-НЕ 4, блок 6 прогнозирования содержит таймер 27, управляющий вход которого соединен с выходом элемента И-НЕ 4, а выход - с первым входом узла 28 вычисления допустимой скорости захвата металла, второй вход которого соединен с вы" ходом датчика 9 скорости вращениявалков, управляющий вход - с выходомэлемента И-НЕ 4, а выход - с однимиз входов сумматора 29, второй входкотороо соединен с выходом датчика7 скорости вращения валков, а выходчерез репейный элемент 30 соединенс одним из входов элемента И 11,Вычислительный блок 16 фиг,2) содержит интегратор 31, вход которого соединен с выходом измерителя 3 скорости движения металла, ,а выход соединен с выходом ключа 32, информационный вход которого соединен с входом усилителя ингегратора 31, а управляющий вход с выходом датчика 168233 входам и заданием на скорость вращения вертикальных ва.пкав становитсянапряжение ,1 При достижении Гуровня 11 рост напряжение на выходинтегратора 24 прекращается, чемуспособствует стабилитран в обратнойсвязи интегратора 24, причем напряжение на ега выходе соответствуетрасстоянию10 Таким образом, если при прокатсшироких полос с малыми абжатиями металла датчик 5 наличия металла в вертикальных валках не срабатываетпослезахвата металла, та в этом случае пе реключатель 12 перебрасывается изсваега первого положения во второе вфункции появления С на выходе блока 2 вычисления моментов захвата ивыброса металла из вертикальных вал ков,Захват металла на участке разгонапривода вертикальных валков осуществляется с памащьи блока 16 вьчислеРасстояние 1, от оси датчика 1 наличия металла перед вертикальньп 1 и валками до оси вертикальных валков есть величина неизменная. Напряжение на выходе релейного элемента 26 соответствует величине 1 , поэтому напряжение на выходе сумматора 25 соответствует величине 1 = 1 - 1 т,е. расстоянию от передн,:." торца45 слитка да оси вертикальных валков, В момент времени=когдадостигает уровня 1 передний торец достигает оси вертикальных валков, таким образом, захват металла .вертикальными валками уже состоялся. В этом случае под действием нуля напряжения на выходе сумматора 25 на выходе релейного элемента 26 устанавливается "О", что приводитк тому, 55 что на выходе элемента И 11 устанавливается "О", выход переключателя 12 замыкается с вторым информационным 7 12 ния последних Ч постоянно соответствует скорости металла ЪмВычислительный блок 2 работает следующим образом,В исходном состоянии на выходе датчика 1 наличия метелла перед вертикальными валками установлено нулевое напряжение, выход переключателя 23 соединен с вторым информационным входом и на вход интегратора 24 поступает напряжение с выхода датчика 7 скорости вращения вертикальных валков, под действием чего на выходе интегратора 24 установлено нулевое напряжение, и на выходе релейного элемента 26 установлена "1"В момент времени С = О, когда передний торец первого слитка пгресекает ось датчика 1 наличия металла перед вертикальными валками, на его выходе появляется напряжение, под действием чего выход переключателя 23 соединяется с первым информационным входом и на вход интегратора 24 подается напряжение 11 с выхода блока 3 измерения скорости движения металла по рольгангу, При этом напряжение на выходе интегратора 24 начинает возрастать, имитируя своей величиной текущее значение расстояния 1 от оси датчика, 1 наличия металла перед вертикальными валками до переднего торца слитка начала разгона привода вертикальных валков,В момент времени=когдазадний торец слитка пересекает асьдатчика 1 наличия металла перед вертикальными валками на его выходя устанавливается нулевое напряжение, выход переключателя 23 соединяется с вторым входом и на вход интегратора 24 подается напряжение с выхода датчика 7 скорости вращения вертикальных валков, па знаку противоположное напряжению П, Напряженна на выходе интегратора 24 начинает уменьшаться, имитируя сваей величиной расстояние от заднего торца слитка да оси вертикальньс валков, и при достижении нуля. что свидетельствует а там, что выброс слитка из вертикальных валков уже состоялся, на выходе релейного элемента 26 появляется напряжение, соответствующее логической "1", нод действием чего на выходе элемента И 11 паявляеся 1 и электрапринадчвертикаль-,х валков подготавливается к захват, второго слитка, При захвате в гас;,а слитка схема блока 2 вычисле.;:;.;.;. .,1 ентав захвата и выброса металла .:;, , егтикал.ных валков рабатает в :"т;ас -е - авате 11 н 1 с и чта и при з."хвате первого,Для 1.редатвращенпя саударения слитков в ме;:;:клетевам промежутке при двухслитка".ай схеме прокатки неабха 12 б 8233димо, чтобы в процессе прокатки выполнялось неравенство1 2 фгде 81 - путь, который проходит задний торец первогс слитка с момента времени С=О, когда слиток выбрасывается из вертикальных валков, до момента времени =Т , когда скорость движения переднего торца второгоО слитка после захвата его вертикальными валками и соединения выхода переключателя 12 с первым информационным входом, что соответствует скачкообразному изменению задания на скоф 15 рость вращения вертикальных валков с уровня 11 + 1 до уровня Б, станет соответствовать величине задания Б ,.82 - путь, который проходит передний торец второго слитка с момента времени 1 = Ся, когда происходит захват второго слитка вертикальными валками до момента= 1 . Пренебрегая изменением скорости вращения Ч. горизонтальных валков в процессе прокатки первого слитка значения Я, и Б можно определить из уравнений:(Ч /3,) - скорость движения заднего торца первогослитка в межклетьевомпромежутке;3 - коэффициент вытяжки ме-талла в горизонтальных 40валках;7 - скрость захвата второго слитка вертикальными валками;а - ускорение или замедление привода вертикальных валков, обусловленное темпом интегрирования эадатчика 13интенсивности разгона 5 Овертикальных валкоВ,Подставив уравнения (2) в неравенство (1) и несколько преобразовав его,получим неравенствоГ -55 Ч,щ 2 а,(Ч, Д) + ( /й,) (3)Таким образом, для предотвращения удара второго слитка о первый в межклетьевом промежутке необходимо, чтобы скорость захвата второго слитка непревьпцала величины стоящего в первойчасти неравенства (3) выражения,Выполнение этого условия в схемепредлагаемой схемы осуществляется спомощью блока б прогнозирования соударения слитков в межклетьевом промежутке и элемента И-НЕ 4,В период прокатки первого слиткав вертикальных валках на выходе элемента И-НЕ 4 под действием "0" на выходе блока 2 вычисления моментов захвата и выброса слитка из вертикальныхвалков или "0" на выходе датчика 5наличия металла в вертикальных валкахустановлена "1", под действием чегона выходе таймера 27 и выходе узла 28допустимой скорости захвата металлавертикальными валками установлены нулевые напряжения, а на выходе релейного элемента 30 установлена "1", Вмомент выброса первого слиткаиэ вертикальных валков на выходе блока 2вычисления захвата и выброса металлаиз вертикальных валков и выходе датчика 5 наличия металла в вертикальных валках устанавливаются , навыходе элемента И-НЕ 4 устанавливается "0, под действием чего таймер27 начинает отсчитывать время г, ана выходе узла 28 вычисления допустимой скорости захвата металла вертикальными валками появляется напряжение, соответствующее уровню допустимой скорости захвата металла, рассчитываемой по выражению в правой частинеравенства (3). Значение допустимой,скорости захвата непрерывно сравнивается на сумматоре 29 с текущим значением скорости вращения вертикальных.3валков, Если при этом неравенство (3)выполняется, тс на выходе релейногоэлемента 30 поддерживается "1" и система автоматического управления слябингом при захвате второго слиткаработает в той же последовательности,что и при захвате первого слитка,Если неравенство (3 ) не выполняется,т,е, напряжение на выход сумматора29 меняет свой знак, то на выходерелейного" элемента 30 появляется 0,который, воздействуя через элементИ 11 на переключатель 2, замыкаетего выходвторым информационнымвходом, в результате чего скоростьвращения вертикальных валков поддерживается на уровне допустимого значе1268233 циенты.При движении слитка и вертикаль-.ным валкам выходное напряжение сумматора 34 непрерывно соответствуетрасчетной длине 1 напряжение жена выходе интегратора 3 остаетсяравным нулю, те. выполняется неравенство 1Поэтому напряжение навыходе сумматора 33 остается отрица-тельным, на выходе релейного элемента 37 напряжение равно нулю, ключ 17разомкнут,В момент пересечения переднеготорца слитка оси датчика 1 наличия Ю металла перед вертикальными валкамина выходе последнего появляется напряжение, ключ 32 размыкается, и интегратор 31 начинает вычислять текущее значение длины от оси датчика1 наличия металла перед вертикальными валками до переднего торца слит"ка. В момент совпадения величин 1 ивыходе сумматора 33 напряжениеменяет свой знак, на выходе релей ного элемента 37 появляется напряжение, ключ 17 замыкается, напряжениес выхода источника 18 постоянного напряжения через сумматор 15 и переключатель 12 поступает на вход задатчиЗ 5 ка 3 интенсивности разгона вертикальных валков, и злектропривод вертикальных валков начинает разгонятьперед вертикальными валками до переднего торца слитка, С помощью пропорционального звена 35, сумматора 34 и источника 36 постоянного напряжения определяется расчетная длина при достижении которой передним торцом слитка должен начаться разгон злектропривода вертикальных валков,Расчетная длина 3, вычисляется по уравнениюо1 ам ф= аЧ/а - коэффициент пропорциональности;ьЧ - предварительное снижение скорости вертикальных валков;а, - ускорение или замедление электроприводавертикальных валков,обусловленное темпом интегрированиязадатчика 13 интенналичия металла и первым, входом сумматора 33, второй вход которого соединен с выходом сумматора 34, первыйвход которого через пропорциональноезвено 35 соединен с выходом измерителя 3 скорости движения металла, авторой вход соединен с выходом источника 36 постоянного напряжения, выход сумматора 33 соединен с входомрелейного элемента 37, выход которогоявляется выходом вычислительного блока 16,Вычислительный блок 16 работаетследующим образом,В исходном состоянии на выходедатчика 1 наличия металла и измерителя 3 скорости движения металла установлены нулевые напряжения, поэтомуна выходе интегратора 31 и пропорционального звена 35 также установленынулевые напряжения и ключ 32 замкнут, на выходе сумматора 34 установ-лено напряжение, по величине равноенапряжению на выходе источника 36постоянного напряжения и соответствующее по величине расстоянию Ь отоси датчиканаличия металла передвертикальными валками до оси вертикальных валков, на выходе сумматора33 установлено отрицательное напряжение, на выходе релейного элементаустановлено нулевое .напряжение,ключ 17 разомкнут 1,фиг.1) .По напряжению Цп = Ч интегратор31 вычисляет текущее значение длиныот оси датчика 1 наличия металла сивности разгона вертикальных валков,Величины Ь, Ю и а являются постоянными для конкретного стана н учи" тываются при вычислении как козффися.В момент пересечения заднего тор 40 . ца слитка оси датчика 1 наличия металла перед вертикальными валками на. выходе последнего появляется нулевое, напряжение, ключ 32 замыкается, напряжение на выходе интегратора 31 становит.45 ся равным нулю, напряжение на выходе,. сумматора 33 становится отрицательным,напряжение на выходе релейного элемента 37 становится равным нулю,ключ 17 размыкается и схема блока 1650 вычисления начала разгона электропривода вертикальных валков приходит висходное состояние,Узел 28 вычисления допустимой скорости захвата металла валками55 фиг,З) содержит ключ 38, информациционный вход которого соединен с выходом датчика 9 скорости вращениявалков, управляющий вход - с выходоме порциональногона 39; тр но К3 едач коэФФициент пропорциона звена 41, и а являю ьног к тся посто Величины 3 ными для ко ла ретного ст слении как а и учиты- оэффициются при выч ты омент тикал броса первого с х валков нг .ых устанавливаетсячего таймер 27 де и ент начина запод деиствием ет отсчитыват ключ цион времяход про ыкаетс ного т( гступает напряжение ропорционального з напряжение, по вел звенана вых ена чин вляетс оответ а 40 п т ч ряжениевыходе пявляетс2 а7 г элемента И-НЕ 4, а выход - с входомпропорционального звена 39, выходкоторого соединен с одним из входовблока 40 перемножения, другой входкоторого соединен с выходом таймера27, а выход через пропорциональноезвено 41 и блок 42 извлечения квадратного корня соединен с одним извходов сумматора 43, другой вход которого соединен с выходом пропорционального звена 39, а выход - с однимиз входов сумматора 29,Узел вычисления допустимой скорости захвата металла работает следующимобразом. 15В исходном состоянии, когда первый по ходу прокатки слиток находитсяв вертикальных валках на выходе элемента И-НЕ 4 установлено напряжение,соответствующее "1", под действием 20чего на выходе таймера 27 установлено нулевое напряжение и ключ 38 разомкнут, поэтому независимо от величины напряжения на выходе датчика 9скорости вращения горизонтальных валкон на выходе всех элементов схемы(Фиг.3) установлены нулевые напряжения,Расчет допустимой скорости г,захвата металла вертикальными валка ми осуществляется по уравнению1 твУющее Чг /.г, на выходе блоремножения 40 появляется напсоответствующееЧг /)г, наропорционального звена 41 по- напряжение, соответствующеена выходе блока 42 извлечения вертикальнсго корня появляетсянапряжение, соответствующееГ 2 аЧ /7и на выходе сумматора 43 появляетсянапряжение, соотетствующее величинедопустимой скорости 1 захвата меЬталла вертикальными валками,В момент захвата второго слиткавертикальными валками на выходе элемента И-НЕ 4 устанавливается "1"и схема узла 28 вычисления допустимой скорости захвата металла вертикальными валками устанавливается висходное положениеСистема автоматического управления реверсивным прокатным станом ра -ботаетследующим образом,В исходном со"тоянии перед прокаткой пары слитков в очередном проходе вертикальная клеть - горизонтальная клеть сигнал на вьходе датчика 1 наличия металла перед вертикальными валками равен нулю, па выходе блока 2 вычисления моментов захвата .и выброса металла из вертикальных валков установлена "1", на выходе датчика 5 наличия металла в вертикальных валках у тановлена "1 ", на выходе блока б прогнозирования соударения слитков в межклетьевом промежутке установлена "1", на выходе задатчика 21 скорости врапения горизонтальных и вертикальных валков и задатчика 20 интенсивности разгона горизонтальных и вертикальных валков установлены наяжения 1. и Ц по своеи полярсти соответствующие направлению прокатки в проходе вертикальная леть-горизонтальная клеть, на выходе блока 22 определения знака сигназадания установлена "1", Таким образом, на входе элемента И 11 че:ыре "1", поэтому на выходе его также1 , под деиствием чего выход переключателя 12 соединен с первым информационным входом, На выходе блока 16 вычисления начала разгона установлен 0", ключ 17 разомкнут, Поэтому в исходном состоянии заданием на скорость ращения ве;тикальных валков является :апргжение , с выхода блока 3 измер .я скорости движеия металла по до; ь; - , соответс.вуюгяе скороси Чягня металла, а заданием я скс.с:. врадепя Горизонтальных валков .гнется напряжение 1, Таким образом по мере двикения металла к вертикаль-.ым валкам скорость враще1268233 ия скорости захвата и в, случае захвата второго слитка вертикальными валками соударения слитков в межклетьевом промежутке не происходит.Наличие в предлагаемом устройстве блока вычисления моментов захвата и выброса металла из вертикальных валков, блока прогнозирования соударения слитков в межклетьевом промежутке и элемента И-НЕ, причем первый 1 О вход блока вычисления моментов захвата и выброса металла из вертикальных валков соединен с выходом датчика наличия металла перед вертикальными валками, второй вход соединен с вы ходом блока измерения скорости движения металла по рольгангу, а третий вход - с выходом датчика скорости вращения вертикальных валков и первым входом блока прогнозирования со ударения слитков в межклетьевом промежутке, второй вход которого соединен свыходом датчика; скорости вращейния горизонтальных валков, а третий вход - с выходом элемента И-НЕ, один25 из входов которого соединен с выходомдатчика наличия металла в вертикальных валках, а другой вход - с выходомблока вычисления моментов захвата ивыброса металла из вертикальных валков и третьим входом элемента И,четвертый вход которого соединен свыходом блока прогнозирования соударения слитков в межклетьевом промежутке, обеспечивает увеличение про- З 5изводительности стана, уменьшениепростоев на ремонт и увеличение срока службы элементов механическогооборудования путем снижения динамических нагрузок в линиях привода вер- отикальных валков за счет повышениянадежности согласования скоростейвращения горизонтальных и вертикальных валков в период совместной прокатки металла и предотвращения соударения слитков в межклетьевом промежутке при двухслитковой схеме прокатки,% формула изобретения 1. Система автоматического управления реверсивным прокатным станом, содержащая задатчик скорости вращения валков, два блока управления 55 электронриводами .валков, два датчика скорости вращения валков, два задатчика интенсивности, два датчика наличия металла измеритель скоростидвижения металла, блок определениязнака сигнала, вычислительный блок,ключ, переключатель, элемент И, сумматор, источник постоянного напряжения, вход первого задатчика интенсивности соединен с выходом задатчикаскорости вращения валков и через блокопределения знака сигнала - с первымвходом элемента И, а выход - с входой первого блока управления электроприводом валков и первым информационнымвходом переключателя, вход которогочерез второй задатчик интенсивностисоединен с входом второго блокауправления электроприводом валков, управляющий вход переключателя - с выходом элемента И, второй вход которого соединен с выходом первого датчика наличия металла, а второй информационный вход переключателя соединен с выходом сумматора, один из вхо-дов которого через ключ соединен свыходом источника постоянного напряжения, а другой вход - с выходом измерителя скорости движения металлаи с одним из входов вычислительногоблока, другой вход которого соединенс выходом второго датчика наличияметалла, а выход вычислительного блока соединен с управляющим входом ключа, о т л и ч а ю щ и й с я тем,что, с целью увеличения срока службыэлементов механического оборудованияпутем снижения динамических нагрузокв линиях привода вертикальных валковза счет повышения точности согласования скоростей вращения горизонтальных и вертикальных валков в периодсовместной прокатки металла и предотвращения соударения слитков при двухслитковой прокатке, она снабжена вторым вычислительным блоком, блокомпрогнозирования, элементом прогнозирования и элементом И-НЕ, причем первый вход второго вычислительного блока соединен с выходом второго датчика наличия металла, второй вход - свыходом измерителя скорости движенияметалла, а третий вход - с выходомпервого датчика скорости вращениявалков и первым входом блока прогнозирования, второй вход которого соединен с выходом второго датчика скорости врашения валков, а третий входс выходом элемента И - НЕ, один из входов которого соединен с выходом первого датчика наличия металла, а дру13 12682 О Гой Вход с выходом второго вычисли тельного блока, третий и четвертый входы элемента И соединены соответственно с выходами блока прогнозирования и второго вычислительного блока.7., Система по п,1, о т л и ч а ющ а я с я тем, что блок прогнозиро" ванин содержит таймер, узел вычисления допустимой скорости захвата металла, релейный элемент и сумматор, один из входов которого является пер".ЗЗ 14вым входом блока, а другой вход соединен с выходом узла вычисления допустимой скорости захвата металла,один из входов которого соединен свыходом таймера, другой вход указанного узла является вторым входом блока, первый вход блока соединен с входом таймера и третьим входом узла вычисления допустимой скорости захватаметалла, выход сумматора через нелинейный элемент соединен с выходомблока.,1268233 Составитель А. СергеевТехред М.Иоргентал Корректор М. Народи Редактор Г. Гербер Заказ.5960/6 Тираж 518Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытИЙ 113035, Москва, Ж, Раувская наб., д,4/5
СмотретьЗаявка
3935575, 03.06.1985
МАГНИТОГОРСКИЙ ГОРНО-МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ ИМ. Г. И. НОСОВА
СЕЛИВАНОВ ИГОРЬ АНДРЕЕВИЧ, ЛУКЬЯНОВ СЕРГЕЙ ИВАНОВИЧ, ДАНИЛОВ ВЛАДИМИР НИКОЛАЕВИЧ, ПАНОВ АЛЕКСАНДР НИКОЛАЕВИЧ
МПК / Метки
МПК: B21B 37/46
Метки: прокатным, реверсивным, станом
Опубликовано: 07.11.1986
Код ссылки
<a href="https://patents.su/9-1268233-sistema-avtomaticheskogo-upravleniya-reversivnym-prokatnym-stanom.html" target="_blank" rel="follow" title="База патентов СССР">Система автоматического управления реверсивным прокатным станом</a>
Устройство автоматического регулирования толщины полосы на прокатном стане

Номер патента: 529864
Опубликовано: 30.09.1976
Авторы: Зайцев, Приведенцев, Смирнов, Филатов, Эссен
МПК: B21B 37/24
Метки: полосы, прокатном, стане, толщины
...на валки содержит первый управляемыйключ 16, первый запоминающий блок 17, второй управляемый ключ 18, второй запоминающий блок 19, суммирующий блок 20, генератор 21 с управляемой частотой следованиятактовых импульсов, блок, задержки 22,Устройство работает следующим образом,Перед началом прокатки устанавлиВается начальное давление в гидравлических цилиндрах 14 таким образом, чтобы имелась возможность регулирования толщины полосы в обе стороны. В процессе заправки полосы в стан и установки электромеханическим нажимным устройством необходимого размера полосы давление в клети Р с измеряемое измерителем 1 записывается в,запоминающий блок 2. При этом давление в гидравлических цилиндрах остается постоянным.При прокатке полосы сигнал на...
Устройство для определения угловой скорости синусно косинусного датчика

Номер патента: 1246116
Опубликовано: 23.07.1986
Метки: датчика, косинусного, синусно, скорости, угловой
...синусно-косинусный датчик 1, фазочувствительные выпрямители 2 и 3, дифференциаторы 4 и 5 блоки 6 и 7 умножения,блок 8 вычитания, квадраторы 9 и 10, 15сумматор 11, блок 12 деления,Устройство работает следующим образом,С синусно-косинусного датчика 1снимаются два переменных напряжения 20и Б,огибающие которых соответс 1твуют синусу и косинусу угла поворотадатчика, или в общем случае, при произвольных масштабах напряжений, соответствуют прямоугольным координатам 25вращающегося вектора, модуль которого непостоянен,Непостоянство модуля вектора, которое может иметь место, например, иэ за изменения напряжения питания датчика, ведет к появлению погрешности определения скорости. Дпя компенсации укаэанной погреш 35 ности величина производной,...
Устройство для определения момента захвата и выброса металла валками прокатной клети

Номер патента: 741976
Опубликовано: 25.06.1980
Авторы: Бычкова, Ганчич, Яковлев
МПК: B21B 38/00
Метки: валками, выброса, захвата, клети, металла, момента, прокатной
...при прокатке;на втором триггере происходит запоминание информации о захвате металла. При срыве давления или пробуксовке в пределах временного интервала, отсчитываемого блоком выдержкивремени, и повторном появлении сигнала с порогового элемента происходитсброс и повторный запуск блока выдержки нремени, при этом до окончаО ния отсчета временного интервалаблок сравнения блокируется сигналомпервого триггера, который по сигналу порогового элемента установленв нулевое состояние. После окончания 35 этапа деформации происходит инвертирование сигнала порогового элемента и запоминание на втором триггереинформации о выбросе металла и сбросинформации о захвате металла.Благодаря исключению возможностиформирования сигнала о захвате металла валками...
Устройство для определения моментов захвата и выброса металла валками прокатной клети

Номер патента: 1447453
Опубликовано: 30.12.1988
Авторы: Зильберштейн, Перкин, Плавник, Шнуров
МПК: B21B 38/00
Метки: валками, выброса, захвата, клети, металла, моментов, прокатной
...разные уровни, поэтому на выходе элемента И 5 и соответственно на счетном входе триггера 6 присутствует сигнал низкого уровня, При этом сигнал на первом (прямом) выходе триггера 6, который является выходным сигналом устройства имеет низкий уровень.При захвате металла валками возрастает сигнал на выходе датчика 1 наличия металла в валках и соответственно на вторых входах пороговых элементов 4 и 10, При привышении указанным сигналом уровня срабатывания порогового элемента 4 сигнал на его выходе переходит с низкого на высокий уровень. На выходе элемента И 5 уровень сигнала также меняется с низкого на высокий, триггер 6, вход которого реагирует только на перепад сигнала с низкого на высокий уровень, изменяет свое состояние, а на его...
Способ подготовки неоднородной среды к перекачиванию и устройство для диспергирования газа на входе вертикального скважинного центробежного насоса

Номер патента: 1664388
Опубликовано: 23.07.1991
МПК: B01F 11/02, E21B 43/00, F04D 13/10
Метки: вертикального, входе, газа, диспергирования, насоса, неоднородной, перекачиванию, подготовки, скважинного, среды, центробежного
...каналу 7, а затем вверх, направляя этот поток по внутреннему каналу 6, Каждый дополнительный поток подсоединяют к основному с временной задержкой.Устройство для диспергирования газа на входе вертикального скважинного центробежного насоса 1 работает следующим образом,Гаэожидкостная смесь из скважины поступает через входными отверстия 3 в полость корпуса 2 и попадает на лопаточные колеса 11 и 12, которые создают необходимый подпор, перемешивают смесь и разделяют ее на два потока - основной и дополнительный, Основной поток движется через дополнительный акустический излучатель 9 и подпорно-перемешивающую ступень 21 вверх по периферийному каналу 7 к входу в насос 1, а дополнительный поток лопаточным колесом 12 направляется вниз по...
Предыдущий патент: Электромагнитный датчик для контроля положения металлических изделий
Следующий патент: Устройство для управления охлаждением листового проката
Случайный патент: Анализатор спектра