Способ изготовления шкивов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
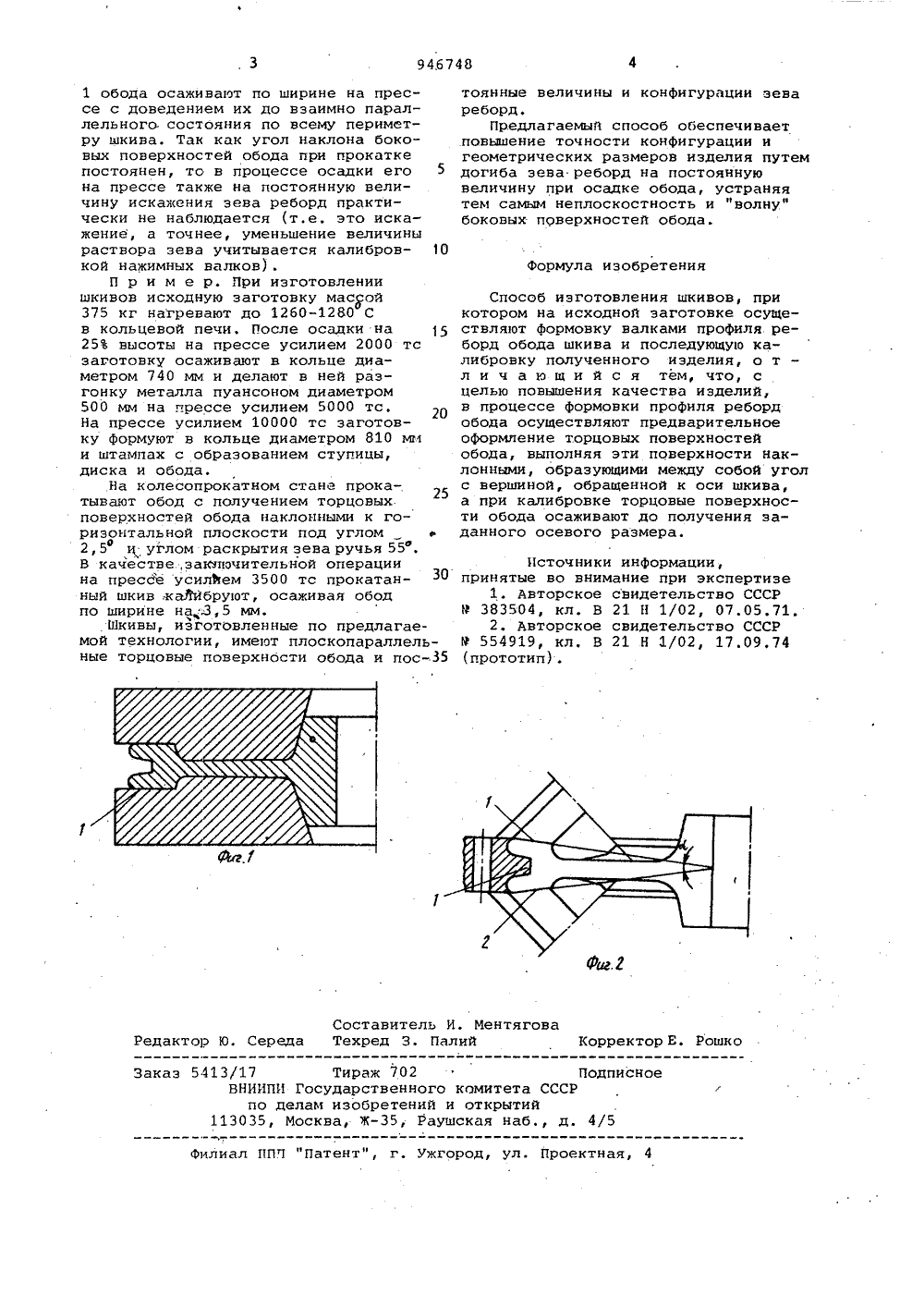
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 11946748(22) Заявлено 280880 (21) 2975705/25-27с присоединением заявки МВ(23) ПриоритетОпубликовано 300782. Бюллетень М 928Дата опубликования описания 300782 151) М. Кл.з В 21 Н 1/02 Государственный комитет СССР по делам изобретений и открытий(54) СПОСОВ НЗГОТОВДЕНН Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении шкивов для лебедок нефтяных бурильных установок.Известен способ изготовления изделий, при котором осуществляют осадку исходных заготовок, формовку, прокатку обода и реборд и последующую калибровку 1,1 .Однако известный способ не обеспечивает требуемую точность геометрических размеров.Известен также способ изготовления шкивов, при котором на исходной заготовке осуществляют Формовку валками профиля реборд обода шкива и последующую калибровку полученного /иэделия 1,2.Недостатком известного способа является низкая точность геометрических размеров и конфигурации прокатных изделий, после прокатки наблюдается неплоскостность боковых поверхностей обода (" волна" ), которая иногда устраняется осадкой обода по ширине, но при этом искажается профильзева реборд.Цель изобретения - повышение качества изделий. указанная цель достигается тем,что согласно способу изготовления ошкивов, при котором на исходной заготовке осуществляют формовку валками профиля реборд обода шкива и последующую калибровку полученного изделия, в процессе формовки профиляреборд обода осуществляют предварительное оформление торцовых поверхностей обода, выполняя эти поверхности наклонными, образующими между собой угол с вершиной, обращенной коси шкива, а при калибровке торцовыеповерхности обода осаживают до получения заданного осевого размера.На фиг. 1 изображена схема формОвки торцовых поверхностей обода ипрофиля реборд; на фиг. 2 - калибровка торцовых поверхностей обода.Способ осуществляют следующимобразом.Нагретую заготовку после осадкии формовки прокатывают на стане.При этом торцовые поверхности 1 обо да и проФиль реборд 2 в процессе прокатки на стане оформляют наклонными и нажимными валками. Причемторцовые поверхности обода выполняютнаклонными, образующими между собой 30 угол дс,. Затем торцовые поверхности946748 Формула изобретения Составитель И. МентяговаТехред 3. Палий Корректор Е. Рош Редактор Ю, Се 13/17 Тираж 702 Под ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д. 4сно Заказ 5 тент", г. Ужгород, ул. Проектная лиал ППЧ 1 обода осаживают по ширине на прессе с доведением их до взаимно параллельнога состояния по всему периметру шкива. Так как угол наклона боковых поверхностей обода при прокатке постоянен, то в процессе осадки его 5 на прессе также на постоянную величину искажения зева реборд практически не наблюдается (т.е. это искажение, а точнее, уменьшение величины раствора зева учитывается калибров кой нажимных валков).П р и м е р. При изготовлении шкивов исходную заготовку масуой 375 кг нагревают до 1260-1280 Св кольцевой печи. После осадки на 15 25 высоты на прессе усилием 2000 тс заготовку осаживают в кольце диаметром 740 мм и делают в ней раэгонку металла пуансоном диаметром 500 мм на прессе усилием 5000 тс.На прессе усилием 10000 тс заготовку формуют в кольце диаметром 810 мм и штампах с образованием ступицы, диска и обода..На колесопрокатном стане прокатывают обод с получением торцовых25 поверхностей обода наклонными к горизонтальной плоскости под углом 2,5 и углом раскрытия зева ручья 55, В качестве, заключительной операции на прессе усилЬем 3500 тс прокатанный шкив калибруют, осаживая обод по ширине на,3,5 мм.Шкивы, изготовленные по предлагаемой технологии, имеют плоскопараллельные торцовые поверхнбсти обода и постоянные величины и конфигурации зевареборд,Предлагаемый способ обеспечиваетповышение точности конфигурации игеометрических размеров изделия путемдогиба зева реборд на постояннуювеличину при осадке обода, устраняятем самым неплоскостность и "волнуфбоковых поверхностей обода. Способ изготовления шкивов, при котором на исходной заготовке осуществляют Формовку валками профиля реборд обода шкива и последующую калибровку полученного иэделия, о т л и ч а ю щ и й с я тем, что, с целью повышения качества изделий, в процессе формовки профиля реборд обода осуществляют предварительное оформление торцовых поверхностей обода, выполняя эти поверхности наклонными, образующими между собой угол с вершиной, обращенной к оси шкива, а при калибровке торцовые поверхности обода осаживают до получения заданного осевого размера. Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР Р 383504, кл. В 21 Н 1/02, 07.05.71. 2. Авторское свидетельство СССР 9 554919, кл. В 21 Н 1/02, 17,09.74
СмотретьЗаявка
2975705, 28.08.1980
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ВАГОНОСТРОЕНИЯ, ВЫКСУНСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД
ПАРЫШЕВ ЮРИЙ МИХАЙЛОВИЧ, ШУМИЛИН АНАТОЛИЙ ВАСИЛЬЕВИЧ, ВАЛЕТОВ МИХАИЛ СЕРАФИМОВИЧ, БЛАЖНОВ ГЕННАДИЙ АЛЕКСАНДРОВИЧ, ДМИТРИЕВ ЮРИЙ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B21H 1/02
Метки: шкивов
Опубликовано: 30.07.1982
Код ссылки
<a href="https://patents.su/2-946748-sposob-izgotovleniya-shkivov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления шкивов</a>
Устройство для измерения температуры поверхностей нагревательных плит прессов

Номер патента: 218484
Опубликовано: 01.01.1968
Авторы: Загорейко, Колесников, Немченко
МПК: G01K 13/00, G01K 7/04
Метки: нагревательных, плит, поверхностей, прессов, температуры
...чтобы фиксирующая планка 5 касалась торцовой поверхности плиты с наиболее доступной стороны пресса. Плиты пресса смыкают. Через штепсельные разъемы 4 датчики температуры подключают либо к одному многоточечному вторичному прибору, либо каждый датчик - к отдельному вторичному прибору. Тепловой контакт между термодатчиками и поверхностями плит обеспечивают усилием, развиваемым гидросистемой пресса, Устройство может быть использовано в производственных условиях на действую щих прессах,Предмет изобретения Устройство для измерения температуры поверхностей нагревательных плит прессов, на пример, вулканизациоппых, содеркащее термопары, подкл;онаемые к измерительному прибору, отлигагощееся тем, что, с целью обеспечения в производственных...
Способ очистки поверхности формообразующей полости пресс формы от налипшего сплава при литье алюминиевых сплавов под давлением

Номер патента: 1071361
Опубликовано: 07.02.1984
Автор: Ягин
МПК: B22D 33/00
Метки: алюминиевых, давлением, литье, налипшего, поверхности, полости, пресс, сплава, сплавов, формообразующей, формы
...на поверхности от- . ливок и затрудненному извлечению отливок из пресс-формы. 10Известен способ уменьшения склон-. ности к налипанию алюминиевых сплавов на поверхность пресс-формы, заключающийся в повышении содеряания в алюминиевых сплавах железа 1, 15Однако повышение содержания железа в алюминиевых сплавах снижает механические свойства и корроэионностройкость отливок.Известен способ удаления налинше- р го алюминиевого сплава с поверхности пресс-формы, заключающийся в .механической обработке поВерхноСти пресс-Формы,режущим инструментом шабером) 12 . 25Однако известный способ очистки . поверхности пресс-Формы предполагает остановку машины литья под давлением, охлаждение пресс-форма, демонтаж и разборку ееЦель изобретения - упрощение...
Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска

Номер патента: 448072
Опубликовано: 30.10.1974
Авторы: Большеченко, Золотарев, Копейка, Медник, Парфирьев
МПК: B22F 7/04
Метки: диска, металлического, напрессовки, поверхность, порошкового, пресс-форма, слоя
...(шток пресса и выгалкиватель5 на чертеже не обозначены). Начертеже показаны также порошковая шихта 9 и основа изделия -металлический диск 10.Пресс-форма действует следуюо щим образом,Верхний пуансон с полой втулкой находится в крайнем верхнемположении. Регулировочные клиньяфиксируют нижний пуансон в верхбнем положении. Загрузочная кассеНала та подает порошок в рабочую полость матрацы. После этого кассета автоматически отводится, раздвигаются регулировочные клинья а нижний пуансон с полой втулкой опускается в нижнее положение. При этом объем рабочей полости матрацы увеличиваегся. В эту полость сначала вводят металлачес кий диск 10- основу изделия, а 1 о затем производят дополнательйую загрузку порошка из кассеты. После отвода кассеты...
Способ подготовки поверхности пресс-формы перед прессованием

Номер патента: 621471
Опубликовано: 30.08.1978
Авторы: Бляхер, Доценко, Ставицкий, Тумас, Цыпин
МПК: B22F 3/03
Метки: поверхности, подготовки, пресс-формы, прессованием
...способом наносят слой смазки (например коллоидальный графит, нитрид бора, тугоплавкий окнсел и др.) на поверхность пресс-формы,сушат ее,а затем уплотняют вращающимся притиром при возвратно-поступательном его движении вдоль оси прессФормы. Толщина слоя смазки после обработки притиром достигает 0,05-0,2 мм, чистота поверхности - Ь 5 - А 6, При уплотнении слоя происходит одновре-манно калибровка рабочих полостей пресс-формы, что позволяет повысить точность размеров изготовляемых иэделий. В подготовленную пресс-форму засыпают порошок и осуществляют пресб 214 сование при заданных режимах, обеспечивающих получение спеченных иэделий с требуемыми физико-механическими свойствами.П р и м е р. Суспенэию глицерина в смеси с коллоидальным...
Соединение штока со сферической торцевой поверхностью и штанги пресс-формы

Номер патента: 706253
Опубликовано: 30.12.1979
Автор: Суглобов
МПК: B30B 15/00
Метки: поверхностью, пресс-формы, соединение, сферической, торцевой, штанги, штока
...обращенном к сферичесой поверхности штока, а скрепляющий лемент выполнен в виде стянутых между собой бандажами двух полуколеп с залечиками, размещенными в кольцевых ге,На фиг. 1 изображено соединение в продольном разрезе; на фиг, 2 - разрез А-А на фиг. 1.Шток 1 и штанга 2 пресс-формы соединены посредством проставки 3 со сферической поверхностью, сопряженной со сферической торцовой поверхностью штока. В кольцевые проточки элементов штока 1 и штанги 2 соответственно монтируются два фигурных полукольца 4 с заплечиками а, которые удерживаются в сомкнутом положении бандаж- ными кольцами 5.и 6.Соединение работает следующим образом.Осевавого ципресс-фопроставксвободно, ныхполуктом пол я нагрузка от штока 1 поршнелиндра передается к штанге...
Предыдущий патент: Устройство для гибки колец на концах проводов
Следующий патент: Инструмент для холодной прокатки кольцевых изделий
Случайный патент: Способ создания гравийного фильтра в скважинах и устройство для его осуществления