Способ определения минимальной температуры диффузионной сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1761412
Автор: Янышев
Текст
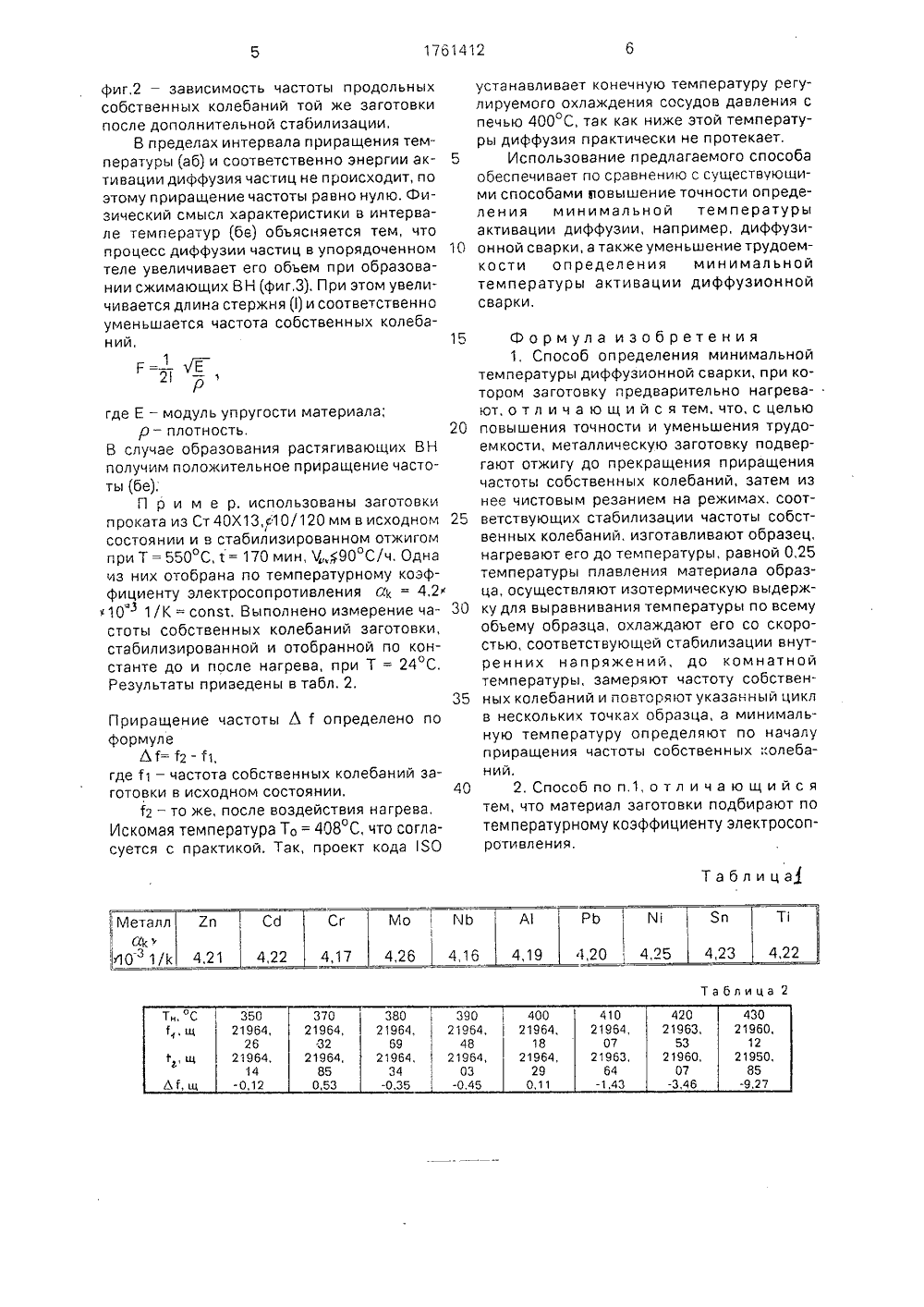
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 12 А 1 3 К 20/1 1)5 ЗОБР ЕНИ САНИ К грации, н тке. Поэт аллическои тивирован. астиц (ато- энергетичесил связи иращением е из-за наличия зия происходит при любых услоперемещаютсяет большое расТак, температур ки, которая и статистическойится в пределах атомы авлива в тела й сва путем наход е шир ГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР РСКОМУ СВИДЕТЕЛЬСТВУ(56) Диффузионное соединение в вакуумеметаллов, сплавов и неметаллических материалов, Сборник научных трудов у Межвузовской научно-технической конференции.М ПНИЛДСВ,.стр, 232 - 238,(54) СПОСОБ ОПРЕДЕЛЕНИЯ МИНИМАЛЬНОЙ ТЕМПЕРАТУРЫ ДИФФУЗИОННОЙСВАРКИ(57) Использование: в приборостроении идругих отраслях промышленности для соединения матеоиалов диффузионной сваркой. Сущность изобретения; металлическуюзаготовку подвергают отжигу до прекращеИзобретение относится к процессам диффузии, которые лежат в основе многих превращений, например к диффузионной сварке, Наиболее эффективно оно может быть использовано в микрооднородных заготовках конструкционных материалов, в которых пластические внутренние напряжения (ВН) ОтеутСтвувт, а упру 1.иЕ ВН раепрЕ- делены равномерно по объему тела.В твердом теле диффундируют как находящиеся в них частицы посторонних веществ, так и собственные частицы - собственная диффузия,Известно, что диффузия частиц в реальном твердом теле может возникать при наличии градиентов концентрации вещества, напряжений или температуры, которые обусловлены преимущественно дефектами структуры, например, типа атом внедрения, вакансия, Диффузия возможна лишь при условии, что диффундирующий атом имеет дония приращения частоты собственных колебаний, Затем из нее чистовым резанием на режимах, соответствующих стабилизации частоты собственных колебаний, изготавливают образец. Нагревают его до температуры, равной 0,25 температуры плавления материала образца, осуществляют изотермическую выдержку для выравнивания температуры по всему объему образца, Затем образец охлаждают со скоростью, соответствующей стабилизации внутренних напряжений, до комнатной температуры, замеряют частоту собственных колебаний и повторяют указанный цикг. а минимальную температуру определяют по началу приращения частоты собственных колебаний. 1 з,п. ф-лы, 2 табл., 2 ил,статочный запас энепример, в кристаллиму для перемещенрешетке атом должЭнергия активациимов) определяетсяского барьера, завмежду атомами и стемпературы нагревВ реальном твердефектов структурьпостепенно и непревиях. Дефектныескачками, что обуслсеивание параметрара диффузионноопределена опытнымобработкой данных,." - 0,53 - 0,86 и дажТпп ргии для ми ческой реше ия в крист ен быть ак диффузии ч величиной исящего от оздается пр а тела.дом тел диффу рывноНаиболее близим к предлагаемому является способ определения температуры диффузионной сварки, заключающийся в том, что опытным путем устанавливается приближенная расчетно-графическая связь между температурой нагрева и диффузией,Недостатком ега является большая погрешность определяемой температуры и трудоемкость, обусловленная изготовлением большого количества образцов их испытанием и статической обработкой данных.Цель изобретения - повышение точности и уменьшение трудоемкости определения минимальной температуры активации диффузионной сварки.Поставленная цель достигается тем, что загоовку контралируемога материала подвергают стабилизирующей обработке до прекращения приращения контролируемого параметра частоты собственных колебаний, изготовляют образец из нее резанием з чистовом режиме, соответствующем взаимной компенсации дефектов структуры поверхностнога слоя от теплового и силового воздействия процесса резания, нагревают его до температуры, равной 0,25 температуры плавления материала образца и осуществляют изотермическую выдержку до полного выравнивания температуры по всему обьему образца, затем охлаждают его да комнатной температуры с ограниченной скоростью, которая исключает образование новых дефектов структуры и измеряют частоту собственных колебаний образца, повторяют указанный цикл в нескольких точках при повышении температуры, а минимальную температуру определяют по началу приращения частоты собственных колебаний образца. Для дальнейшего ограничения рассеивания минимальной температуры активации диффузионной сварки уменьшают в контролируемом материале также упругие ВН, путем отбора материала по константе - температурному коэффициенту электросоп рати вления,Режим термообработки заготовок контролируемога материала для полного удаления пластических ВН определяют, например, по авт,св, М. 230848, Сущность его заключается в том, что определяют температуру нагрева при определенной выдержке (2 ч), которой задаются, дающей максимальное приращение контролируемо-о параметра, например, частоты собственных колебаний образца. При этом максимальную скорость охлаждения тела, которая не вызывает образования новых ВН, определяют опытным путем. Берут несколько стабильных заготовок материала, которые представляют собой линейные си 5 10 15 20 25 30 35 40 45 50 55 стемы, медленно нагревают 1/ 110 С/ч до темпеаатуры стабилизирующего отжига и охлаждают с различной скоростью. Микимальная скорость, вызывающая образование ВН, характеризует искомую, которую контролируют по переходу тела в нелинейную систему.Температура, до которой при охлаждении тела контролируют скорость, определяется следующим образом. Берут несколько стабильных заготовок материала, нагревают их до различных температур, ниже температуры отжига и быстро охлаждают на воздухе. По минимальной температуре, при которой образовались ВН, устанавливают искомую температуру, Отсутствие пластических ВН превращаеттело в линейную систему, что позволяет контролировать его по линейной зависимости, воздействие - отклик. Ограничение упругих ВН осуществляют путем выбора оптимальной скорости кристаллизации материала, а контролируют по константе, например, по температурному коэффициенту электросопративления й 10 1/К (см, табл,1). Данные получены после удаления пластических ВН и ограничения упругих ВН.Откуда следует, что можно принять для металлов ак = 4,2 10 1/К = сопзт, а по рассе-зиванию его судить о величине и знаке упругих ВН в металле, Обработка резанием сопровождается силовым и тепловым воздействием на поверхностный слой металла. Чтобы обеспечить их взаимную компенсацию подбирают, например, параметры режима чистовой обработки стержня, которые не дают приращения частоты продольных собственных колебаний. Так, для Сгп 40 Х 13 они составили: Ч=4 б м/мин, 1= 0,12 мм/сщ, Я = 0,09 мм/об, Резец упрачнен пластинкой из Т 15 Кб, без охлаждения,Предварительный нагрев образца производят до 0,025 Тл (температуры плавления) для ограничения числа ступеней нагрева, которая определена опытным пу. тем для металлов и сплавов. Выдержка для выравнивания температуры па всему обье. му образца определяется по прекращеник приращения его частоты собственных коле. баний. Для металлов и сплавов она составляет около 70 мин. Измерение частоты собственных колебаний при одинаковы комнатной температуре и давлении ограни. чивают погрешность.На фиг.1 изображена зависимость час. таты продольных собственных колебаний стержневой заготовкой из проката Св 40 Х ф 10/120 мм от температуры, которая харак. теризует неоднородность материала; н1761412 Таблица Таблиц фиг,2 - зависимость частоты продольных собственных колебаний той же заготовки после дополнительной стабилизации,В пределах интервала приращения температуры (аб) и соответственно энергии ак тивации диффузия частиц не происходит, по этому приращение частоты равно нулю. Физический смысл характеристики в интервале температур (бв) объясняется тем, что процесс диффузии частиц в упорядоченном 10 теле увеличивает его объем при образовании сжимающих ВН (фиг,З). При этом увеличивается длина стержняи соответственно уменьшается частота собственных колебаний, 15Р - /ЕР где Е - модуль упругости материала;р - плотность, 20В случае образования растягивающих ВНполучим положительное приращение частоты (бе);П р и м е р. использованы заготовкипроката из Ст 40 Х 13,с 10/120 мм в исходном 25состоянии и в стабилизированном отжигомпри Т = 550 С, т = 170 мин, ,90 С/ч. Однаиз них отобрана по температурному коэффициенту электросопротивления ак = 4,2101/К = сопзт. Выполнено измерение частоты собственных колебаний заготовки,стабилизированной и отобранной по константе до и после нагрева, при Т = 24 С,Результаты приведены в табл, 2,35Приращение частоты Л 1 определено поформулеЛ 1= т 2 т 1,где 11 - частота собственных колебаний заготовки в исходном состоянии, 40т 2 - то же, после воздействия нагрева,Искомая температура То = 408 С, что согласуется с практикой. Так, проект кода 1 ЯО устанавливает конечную температуру регулируемого охлаждения сосудов давления с печью 400 С, так как ниже этой температуры диффузия и ра ктически не и роте кает.Использование предлагаемого способа обеспечивает по сравнению с существующими способами вовышение точности определения минимальной температуры активации диффузии, например, диффузионной сварки, а также уменьшение трудоемкости определения минимальной температуры активации диффузионной сварки,Формула изобретения 1, Способ определения минимальной температуры диффузионной сварки, при котором заготовку предварительно нагревают, о т л и ч а ю щ и й с я тем, что, с целью повышения точности и уменьшения трудоемкости, металлическую заготовку подвергают отжигу до прекращения приращения частоты собственных колебаний, затем из нее чистовым резанием на режимах, соответствующих стабилизации частоты собственных колебаний, изготавливают образец, нагревают его до температуры, равной 0,25 температуры плавления материала образца, осуществляют изотермическую выдержку для выравнивания температуры по всему объему образца, охлаждают его со скоростью, соответствующей стабилизации внутренних напряжений, до комнатной температуры, замеряют частоту собственных колебаний и повторяют указанный цикл в нескольких точках образца, а минимальную температуру определяют по началу приращения частоты собственных колебаний,2, Способ по п,1, о т л и ч а ю щ и й с я тем, что материал заготовки подбирают по температурному коэффициенту электросопротивления.1761412 Х Л 7Составитель А,Лаврищеведактор Н,Сильнягина Техред М.Моргентал Корректор Н.Ревская Заказ 3216 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб 4/5изводственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина,
СмотретьЗаявка
4772325, 20.12.1989
П. К. Янышев
ЯНЫШЕВ ПАВЕЛ КЛИМЕНТЬЕВИЧ
МПК / Метки
МПК: B23K 20/14
Метки: диффузионной, минимальной, сварки, температуры
Опубликовано: 15.09.1992
Код ссылки
<a href="https://patents.su/4-1761412-sposob-opredeleniya-minimalnojj-temperatury-diffuzionnojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения минимальной температуры диффузионной сварки</a>
Устройство для автоматического обнаружения изменения собственной частоты колебаний испытуемого образца

Номер патента: 591747
Опубликовано: 05.02.1978
Авторы: Боровиков, Журбенко, Коваль, Стративнов
МПК: G01N 3/00
Метки: изменения, испытуемого, колебаний, обнаружения, образца, собственной, частоты
...с испытуемым образцом 2, которыйвозбуждается силовозбудителем 3, Черезпреобразователь 4. частота-напряжениепостоянного токаф датчик подключен к одному из входов блока сравнения 5, ко второму входу которого подключен выход источника 6 опорного напряжения постоянного тока, а выход блока сравнения 5 подключен к релейному элементу 7. Выходрелейного элемента является выходом устройства.Устройство, работает следующим образом.Силовозбудитель 3 сообшает испьггуемому образцу 2 механические колебания счастотой, равной собственной частоте колебаний.При изменении собственной частоты колебанийсоответственно изменяется частота возбуждения образца, Механические колебанияс помощью датчика преобразуются в электри-ческие той же частоты, которые с...
Способ определения частоты собственных колебаний контакт деталей герметизированного магнитоуправляемого контакта

Номер патента: 1647677
Опубликовано: 07.05.1991
Авторы: Пучков, Рогачиков, Хромов, Шоффа
МПК: G05B 23/02, H01H 11/04
Метки: герметизированного, колебаний, контакт, контакта, магнитоуправляемого, собственных, частоты
...аналогичная представленной на фиг. 4 и 5. 8 этом случае измерения прекращают, выделяют значения 1 л, соответствующие двум экстремумам зависимости тз (т л), например двум ближайшим минимумам (или максимуму и минимуму), вычисляют их разность и считывают ее равной периоду (полупериоду) собственных колебаний контакт-деталей Тс (фиг, 4). Частоту собственных колебаний контакт-деталей определяют как обратную величину.Сущность физических процессов, происходящих при таком измерении, заключается в следующемПри подаче в катушку 2 первого управляющего импульса на замыкание контакт- детали магнитоуправляемого контакта 1 через некоторое время Ь замыкаются и после некоторого дребезга остаются в таком состоянии: для геркона - до снятия...
Устройство для определения частот собственных колебаний кварцевьгх резонаторов

Номер патента: 319910
Опубликовано: 01.01.1971
Авторы: Дайн, Ливенский, Родичев
МПК: G01R 27/26
Метки: кварцевьгх, колебаний, резонаторов, собственных, частот
...се- О лектнвных вольтметров 5 и 6.Конструкция резонатора, находящегося в условях вибрации, колеблется с частотой вынужденных колебаний и амплитудой, зависящей от ускорения и соотношения частот вы нужденных и собственных колебании. Колебания конструкции резонаторов и механические напряткени, возикатощис в их, значтелыы лишь в полосе частот, близких к резонансной частоте. Давление на пьезоэлемент, возннкаю- О щсе при деформациях в конструкции, обуславгвает появление переменной э.д.с. с час.тотой, равной частоте собственных колебал резонатора, и амплитудой, максималыой ъа резо:апспой частоте конструкции.5 Для определения частот собственных колебаний кварцевых резонаторов исследуемый кварцевый резонатор д закрепляется на столе...
Способ определения частоты собственных колебаний лопатки турбомашины

Номер патента: 367349
Опубликовано: 01.01.1973
МПК: G01H 3/04, G01M 13/00
Метки: колебаний, лопатки, собственных, турбомашины, частоты
...к измерительной технике,Известные способы определения частотысобственных колебаний лопаток турбомашинтребуют применения сложных и дорогостоящих устройств.Предлагаемый способ более простой. Он позволяет измерять частоту колебаний лопатокв условиях эксплуатации.Для этого по известной частоте условной 10исходной (эталонной) лопатки путем введения поправок, вызванных отклонениями профильной части пера измеряемой лопатки отэталонной и определяемых по результатам измерения статических моментов, массы и положения центров масс лопаток, определяют частоту собственных колебаний любой лопаткитурбомашины.Предлагаемый способ осуществляется следующим образом. 20Взвешиванием определяют массу измеряемой лопатки, затем на моментных весах...
Способ определения частоты собственных колебаний системы

Номер патента: 746202
Опубликовано: 05.07.1980
Авторы: Гончаревич, Исраелян, Сиукаев, Хечумов
МПК: G01H 1/06
Метки: колебаний, системы, собственных, частоты
...связью 3 и в зависимости от взаиморасположения могут быть связаны с опорной стойкой 4 либо подвесными и опорными амортизаторами 5 (фиг,1) , либо дополнительно опираться на направляющие элементы 6 (фиг.2), В этих условиях и положениях обычно возбуждают собственные или резонансные колебания системы. Как видно, в каждом варианте элементы 5 и 6 вносят в систему погрешности. Предлагаемый способ определения частоты собственных колебаний заключается в следующем.Одну из масс, например 1 (фиг.З), жестко закрепляют на опорной стойке 4 стенда посредством жесткого соединения 7. Стойка 4 может быть либо силовым фундаментом, либо сто746202 7. Я раж 713 Подписное Филиал ППП Патент, г. Ужгород, ул. Про я лом вибростенда. Затем возбуждают...
Предыдущий патент: Способ соединения титана со сталью
Следующий патент: Способ изготовления гермовводов диффузионной сваркой
Случайный патент: Устройство для смешивания творога со сливками