Способ создания искусственного дефекта
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 667349
Авторы: Каширина, Кудрявцев, Наумченков
Текст
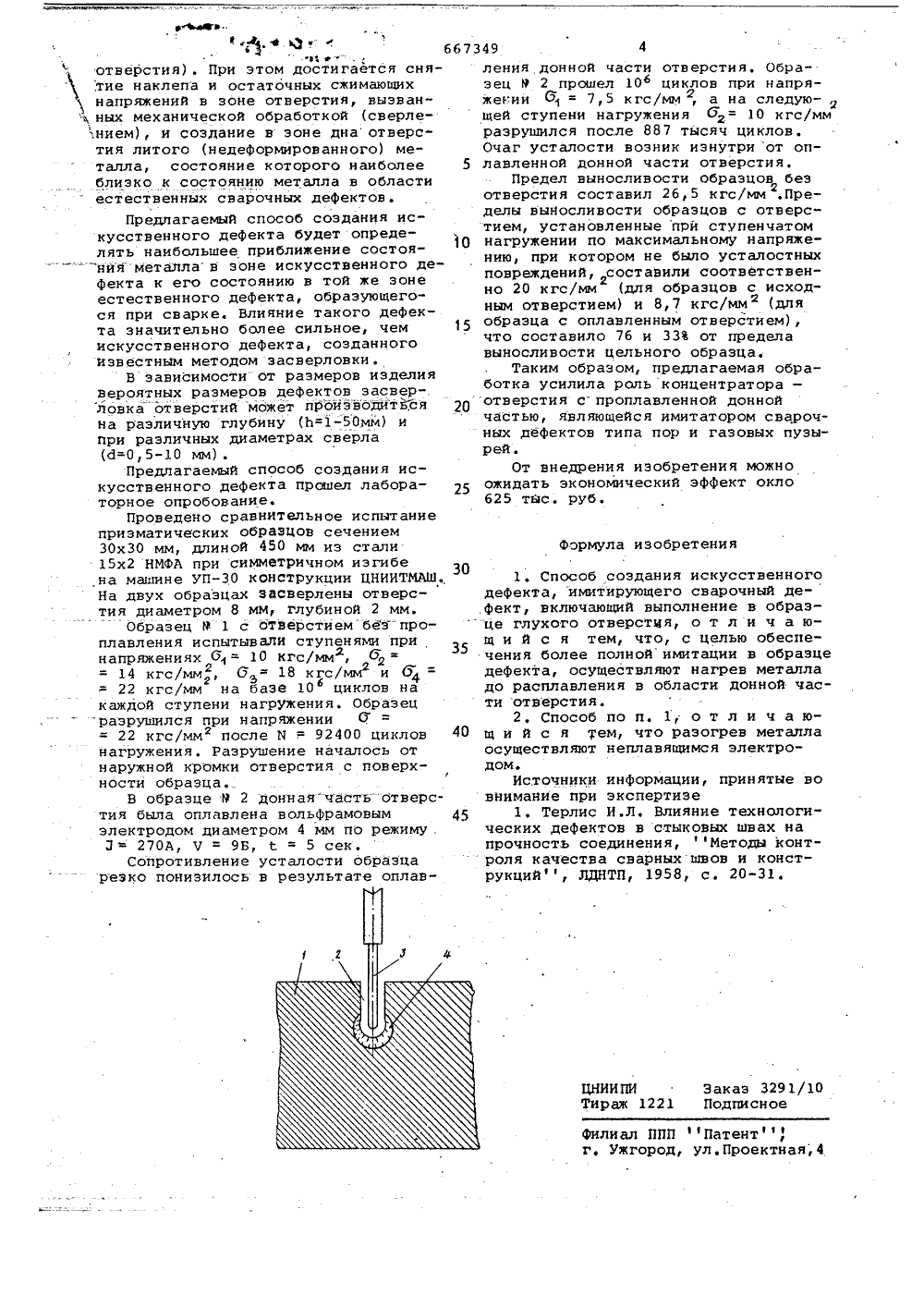
г ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз СоеетскикСоциалистическихРеспублик К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(22) Заявлено 060178 (21) 2566296/25-27с присоедимемием заявки йо(5)М. Кл. В 23 К 9/00 Государственный комнтет СССР но делам нзобретеннй н" открытнй(54) СПОСОБ СОЗДАНИЯ ИСКУССТВЕННОРО ДЕФЕКТА Изобретение относится к области машиностроения, в частности к области материалов и иэделий, и предназначается для усовершенствования методов изучения влияния сварочных деФектов на прочность стальных изделий.Наиболее близким по технической сущности является способ создания искусственного дефекта, имитирующего сварочный дефект типа пор путем высверливания в металле шва сварного образца глухого отверстия заданной глубины и диаметра 1)Однако известный способ не позволяет в полной мере оценить прочность сварного соединения со сварочными дефектами, так как результаты иссле- дований по выявлению влияния дефектов на прочность сварных соединений, .производймых на металле с искусственно создаваемыми механической обработкой дефектами, являются весьма условными в связи с тем, что искус". ственное создание дефектов (обработка леэвийным инструментом) неизбежно приводит к наклепу металла и созданию в связи с этим остаточных напряжений, что может в сильной степени исказить влияние искусственного дефекта, заданного определенной формой и размерами, на усталостную прочность изде-,лия,Целью изобретения является обеспечение более полной имитации в образце дефектаДля достижения цели осуществляютнагрев металла до расплавления в области донной части отверстия; разогрев .металла осуществляют неплавящимсяэлектродом.На чертеже показана схема реализации предлагаемого способа.Схема включает испытуемый образецили изделие 1, отверстие 2, неплавящийся электрод 3, зону 4 расплавленно.го металла,Искусственный дефект создают наметалле шва или основном металле путем высверливания (или другим способом механической обработки) цилиндрического отверстия, заданной глубины,идиаметра с последующим разогревом дооплавления металла в области доннойчасти отверстия (например путем вве"дения в отверстие вольфрамовогоэлектрода и создания электрическойцуги между торцом электрода н дномуфЬ 44 В Вф,аа Яф фа фот в ерс ти я ) . При этом достигается с н я;тие н акл еп а и остаточных сжимающихнапряжений в зоне отверстия, выэ в ан ных механической обработкой ( св ерл е, ни ем ) , и создание в э он е дн а от в ер сти я литого ( н едеформир ов анного ) металла, состояние которого наиболееблизко к состоянию металла в областиестественных сварочных дефектов.Предлагаемый способ создания искусственного дефекта будет определять наибольшее приближение состоя" "нияметалла в зоне искусственного дефекта к его состоянию в той же зонеестественного дефекта, образующегося при сварке. Влияние такого дефекта значительно более сильное, чем искусственного дефекта, созданногоизвестным методом засверловки.В зависимости от Размеров изделиявероятных размеров дефектов засвер-. ловка отверстий может пройзводитьсяна различную глубину (п=1-50 мм) и при различных диаметрах сверла(с)=0,5-10 мм) .Предлагаемый способ создания искусственного дефекта Прошел лабораторное опробование.Проведено сравнИтельное испытание призматических образцов сечением30 х 30 мм, длиной 450 мм из стали15 х 2 НМФЛ при симметричном изгибена машине УПкОНСтрукции ЦНИИТМАШ На двух образцах Эйсверлены отверстия диаметром 8 мм, глубиной 2 мм.Образец Р 1 с ОтВерстием без проплавления испытывали ступенями принапряжениях 01= 10 кгс/мм , б214 кгс/мм, 0 = 18 кгс/мм и 64 д 22 кгс/мм на базе 10 циклов накаждой ступени нагружения. Образец Разрушился при напряжении О22 кгс/мм после М .= 92400 цикловнагружения. Разрушение началось отнаружной кромки отверстия с поверхности образцаВ образце М 2 даннаячасть-отверстия была оплавлена вольфрамовымэлектродом диаметром 4 мм по режиму .3= 270 А, Ч = 9 Б,= 5 сек,Сопротивление усталости образцареэко понизилось в результате оплав 667349 4ления донной части отверстия, Образец М 2 прошел 10 циклов при напряжении О 1 аа 7,5 кгс/мм , а на следую- ггщей ступени нагружения б = 10 кгс/ммразрушился после 887 тысяч циклов.Очаг усталости возник изнутри от оп 5 лавленной донной части отверстия,Предел выносливости образцов беэотверстия составил 26,5 кгс/мм .Прегделы выяосливости образцов с отверстием, установленные при ступенчатом 10 нагружении по максимальному напряжению, при котором не было усталостныхповреждений, составили соответственно 20 кгс/мм (для образцов с исходным отверстием) и 8,7 кгс/мм (дляобразца с оплавленным отверстием),что составило 76 и 33 от пределавыносливости цельного образца.Таким образом, предлагаемая обработка усилила роль концентратора -отверстия спроплавленной доннойчастью, являющейся имитатором сварочных дефектов типа пор и газовых пузырей.От внедрения изобретения можноожидать экономический эффект окло625 тыс. Руб.Формула изобретения1. Способ создания искусственногодефекта, имитирующего сварочный де.фект, включающий выполнение в образ-це глухого отверстия, о т л и ч а ющ и й с я тем, что, с целью обеспечения более полной имитации в образцедефекта, осуществляют нагрев металладо расплавления в области донной части отверстия.2. Способ по п. 1, о т л и ч а ю" 40 щ и й с я тем, что разогрев металлаосуществляют неплавящимся электродом.Источники информации, принятые вовнимание при экспертизе1, Терлис И.Л, Влияние технологических дефектов в стыковых швах напрочность соединения, Методы контроля качества сварных швов и конструкций, ЛДНТП, 1958, с. 20-31.
СмотретьЗаявка
2566296, 06.01.1978
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "ЦНИИТМАШ"
КУДРЯВЦЕВ ИВАН ВАСИЛЬЕВИЧ, НАУМЧЕНКОВ НИКОЛАЙ ЕРМОЛАЕВИЧ, КАШИРИНА ТАТЬЯНА КУЗЬМИНИЧНА
МПК / Метки
МПК: B23K 9/00
Метки: дефекта, искусственного, создания
Опубликовано: 15.06.1979
Код ссылки
<a href="https://patents.su/2-667349-sposob-sozdaniya-iskusstvennogo-defekta.html" target="_blank" rel="follow" title="База патентов СССР">Способ создания искусственного дефекта</a>
Способ создания системы внутренних трещиноподобных дефектов
Номер патента: 1539026
Опубликовано: 30.01.1990
Авторы: Белый, Васильченко, Вон, Гетман, Головин, Карпун, Коробцов, Лукьянов, Людмирский, Напрасников
МПК: B23K 28/00
Метки: внутренних, дефектов, системы, создания, трещиноподобных
...каждого выступа равна требуемой длине. трещины 16 мм, а высотавыступов делалась по 10 мм. Послеэтого путем фрезерования по центрушва выполняли 7-образный надрез суглом при вершине 60 и радиусомв надрезе г=0,2 мм глубиной 2 мм. 55Путем циклического нагружения от надрезов выращивали усталостные трещины до основания выступов.На заключительном этапе электродами УОНИИ 13/55 наплавляли металл между выступами и завершали формирование стыкового шва. Режим сварки: электроды диаметром 3 мм; сила тока - 110 А; напряжение на дуге 28 В.После изготовления образца по предложенной технологии его подвергли циклическому нагружению до разрушения. При изучении излома, образующегося на фоне светлого усталостного разрушения, четко видна система...
Устройство для огневой зачистки дефектов поверхности металла

Номер патента: 1676762
Опубликовано: 15.09.1991
Авторы: Белогловский, Богатырев, Дайкер, Кирсанов, Мокров, Морозов
МПК: B23K 7/06
Метки: дефектов, зачистки, металла, огневой, поверхности
...ограниченных вертикальными стенками 4, укороченными по сравнению с пластинами у выходного отверстия. Отношение длины сопла к его высоте у выходного отверстия должно быть не менее 10, За счет выбранной формы сопла и1676762 равномерный съем металла как фронту зачистки каждой секции, так и на граничных участках между работающими секциями.В таблице представлены данные по 5 испытанию устройства для огневой зачистки дефектов поверхности металла на различных режимах зачистки.За счет обеспечения равномерного съема металла при зачистке уменьшается глу бина его зачистки и уменьшается расходметалла на 2,5-5 кг снижается расход кислорода на 0,1-0,4 м /т и флюса (при зачистке нержавеющей стали на 0,25-1 кг на каждую тонну).15 Формула...
Способ и устройство для электромагнитного исследования дефектов в металлах

Номер патента: 44375
Опубликовано: 30.09.1935
МПК: G01N 27/83, G01N 27/90
Метки: дефектов, исследования, металлах, электромагнитного
...линий и создастся местный переменный магнитный поток рассеяния Ф,. Поток Фвообще говоря, мал по сравнению с потоками Фа и для, того, чтобы его выявить, нужно устранить мешающее влияние потока Ф,. С этой целью на исследуемом участке на поверхности пластины помещается экран 4, изготовленный из немагнитного, металла с высокой электропроводностью, например, из меди, алюминия и т. и,. Магнитные силовые линии переменного потока фпронизывая стенки экрана 4, создадут в них третичные вихревые токи 1 которые создадут в свою очередь поток Ф 4, практически уничтожающий силовые линии потока Ф внутри экрана Таким образом внутри экрана останутся только линии потока рассеяния ф не пронизывающие стенок экрана, При этом условии поток ф, может быть...
Способ автоинномикроскопического анализа точечных дефектов в металлах

Номер патента: 852102
Опубликовано: 23.02.1985
Автор: Суворов
МПК: H01J 37/285
Метки: автоинномикроскопического, анализа, дефектов, металлах, точечных
...в двумерном случае связями атомов в самой верхней плоскости. Связь атомов характеризуется их атомным окружением, а именно числом ближайшим соседних атомов (соседей) в , И, числом соседей, вторых по удаленности - Н 2 и т.п., при этом сила связимежду атомами быстро убывает с увеличением между ними расстояния (для приближения оценок можно положить это убывание пропорциональным шестой степени расстояния),Для конфигурации, изображенной на фиг. 1, наименьшей энергией связи обладают атомы, обозначенные индексами А, иэ них слабее всего связаны атомы А- тип Связи 2,1.1,1. (числа Б, И, Б 5, И 4, И), немного лучше - атомы А"2 (2. 1.1.2,1) и т.д.852102 Энергия связи атома определяет неко-торое среднее время его устойчивого присутсвия на поверхности...
Устройство для огневой зачистки дефектов поверхности металла

Номер патента: 1349920
Опубликовано: 07.11.1987
Авторы: Богатырев, Вейс, Дайкер
МПК: B23K 7/06
Метки: дефектов, зачистки, металла, огневой, поверхности
...равномерный сьем металла со всей зачищаемой поверхности, в том числе и на границах дорожек, зачищаемых каждым резаком.Таким образом, это устройство обеспечивает при включении всех резаков подачу кислорода по всей ширине зачищаемой поверхности одинаковой интенсивности, а при включении одного или части резаков обеспечивается ослабление этого потока в соседних с работающими резаках без изменения формы и сечения сопла резаков.Выполнение дросселя с площадью сечения менее ЗЯ от площади сечения канала подвода кислорода к резаку не обеспечивает подачу кислорода в резак с достаточной для удаления заплесков, возникающих в г"оцессе зачистки соседним резаком, интсьсивностью. При сечении дросселя более 7 от сечения канала подвода...
Предыдущий патент: Устройство для разметки под последующую механическую обработку при термической резке
Следующий патент: Способ измерения ширины разделки стыка
Случайный патент: Фрикционная муфта