Способ создания системы внутренних трещиноподобных дефектов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1539026
Авторы: Белый, Васильченко, Вон, Гетман, Головин, Карпун, Коробцов, Лукьянов, Людмирский, Напрасников
Текст
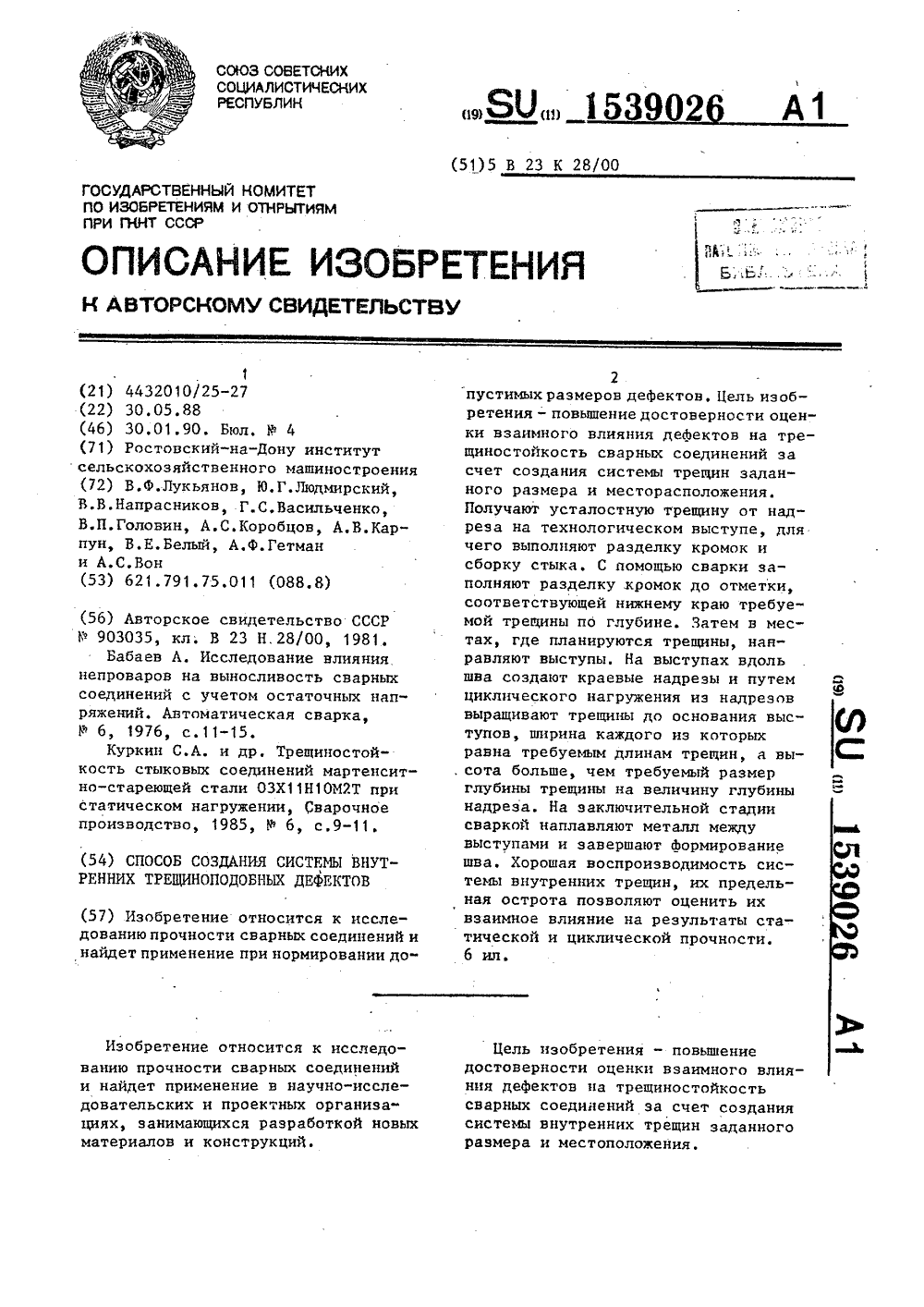
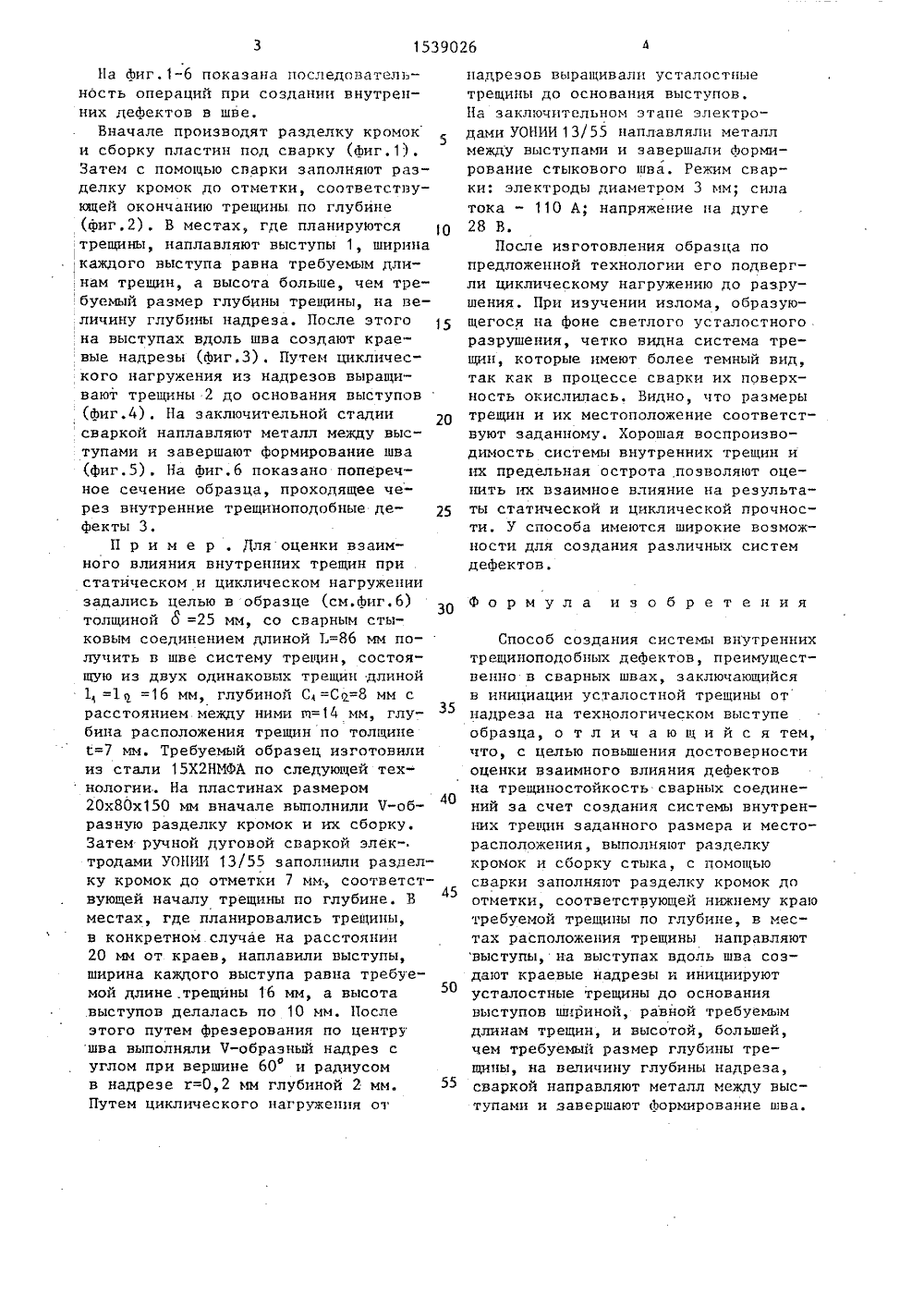
50 На фиг.1-6 показана последовательность операций при создании внутренних дефектов в шве,Вначале производят разделку кромоки сборку пластин под сварку (фиг.1).Затем с помощью сварки заполняют разделку кромок до отметки, соответствующей окончанию трещины по глубине(фиг,2). В местах, где планируютсятрещины, наплавляют выступы 1, ширинакаждого выступа равна требуемым дли,нам трещин, а высота больше, чем требуемый размер глубины трещины, на величину глубины надреза. После этого,на выступах вдоль шва создают краевые надрезы (фиг.З). Путем циклического нагружения из надрезов выращивают трещины 2 до основания выступов(фиг.4), На заключительной стадиисваркой наплавляют металл между выступами и завершают формирование шва(фиг.5). На фиг,6 показано поперечное сечение образца, проходящее через внутренние трещиноподобные дефекты 3.П р и м е р . Для оценки взаимного влияния внутренних трещин пристатическом и циклическом нагружениизадались целью в образце (см.фиг.6)толщиной 8 =25 мм, со сварным стыковым соединением длиной 1.=86 мм получить в шве систему трещин, состоящую из двух одинаковых трещин длиной1 =1 =16 мм, глубиной С =С=8 мм срасстоянием между ними и=14 мм, глубина расположения трещин по толщинес=7 мм. Требуемый образец изготовилииэ стали 15 Х 2 НМФА по следующей технологии. На пластинах размером20 х 80 х 150 мм вначале выполнили 7-об 40разную разделку кромок и их сборку.Затем ручной дуговой сваркой электродами УОНИИ 13/55 заполнили разделку кромок до отметки 7 мм, соответствующей началу трещины по глубине. Вместах, где планировались трещины,в конкретном случае на расстоянии20 мм от краев, наплавили выступы,ширина каждого выступа равна требуемой длине. трещины 16 мм, а высотавыступов делалась по 10 мм. Послеэтого путем фрезерования по центрушва выполняли 7-образный надрез суглом при вершине 60 и радиусомв надрезе г=0,2 мм глубиной 2 мм. 55Путем циклического нагружения от надрезов выращивали усталостные трещины до основания выступов.На заключительном этапе электродами УОНИИ 13/55 наплавляли металл между выступами и завершали формирование стыкового шва. Режим сварки: электроды диаметром 3 мм; сила тока - 110 А; напряжение на дуге 28 В.После изготовления образца по предложенной технологии его подвергли циклическому нагружению до разрушения. При изучении излома, образующегося на фоне светлого усталостного разрушения, четко видна система трещин, которые имеют более темный вид, так как в процессе сварки их поверхность окислилась, Видно, что размеры трещин и их местоположение соответствуют заданному. Хорошая воспроизводимость системы внутренних трещин и их предельная острота позволяют оценить их взаимное влияние на результаты статической и циклической прочности. У способа имеются широкие возможности для создания различных систем дефектов.Формула изобретенияСпособ создания системы внутренних трещиноподобных дефектов, преимущественно в сварных швах, заключающийся в инициации усталостной трещины от надреза на технологическом выступе образца, о т л и ч а ю щ и й с я тем, что, с целью повышения достоверности оценки взаимного влияния дефектов на трещиностойкость сварных соединений за счет создания системы внутренних трещин заданного размера и месторасположения, выполняют разделку кромок и сборку стыка, с помощью сварки заполняют разделку кромок до отметки, соответствующей нижнему краю требуемой трещины по глубине, в местах расположения трещины направляют выступы, на выступах вдоль шва создают краевые надрезы и инициируют усталостные трещины до основания выступов шириной, равной требуемым длинам трещин, и высотой, большей, чем требуемый размер глубины трещины, на величину глубины надреза, сваркой направляют металл между выступами и завершают формирование шва.1539026 оставитель Л.Назарова едактор М.Товтин Техред Л,Сердюкова ректор н оизводственно-издательский комбинат "Патент", г, Ужгород, ул. Гагарина, 1 Заказ 182 НИИПИ Госуд Тираж 629 Подписноественного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва, Ж, Раушская наб., д. 4/5
СмотретьЗаявка
4432010, 30.05.1988
РОСТОВСКИЙ-НА-ДОНУ ИНСТИТУТ СЕЛЬСКОХОЗЯЙСТВЕННОГО МАШИНОСТРОЕНИЯ
ЛУКЬЯНОВ ВИТАЛИЙ ФЕДОРОВИЧ, ЛЮДМИРСКИЙ ЮРИЙ ГЕОРГИЕВИЧ, НАПРАСНИКОВ ВИКТОР ВАСИЛЬЕВИЧ, ВАСИЛЬЧЕНКО ГЕННАДИЙ САМОЙЛОВИЧ, ГОЛОВИН ВАЛЕРИЙ ПЕТРОВИЧ, КОРОБЦОВ АЛЕКСАНДР СЕРГЕЕВИЧ, КАРПУН АНДРЕЙ ВЛАДИМИРОВИЧ, БЕЛЫЙ ВЛАДИМИР ЕВГЕНЬЕВИЧ, ГЕТМАН АЛЕКСАНДР ФЕДОРОВИЧ, ВОН АРТУР СЕРГЕЕВИЧ
МПК / Метки
МПК: B23K 28/00
Метки: внутренних, дефектов, системы, создания, трещиноподобных
Опубликовано: 30.01.1990
Код ссылки
<a href="https://patents.su/3-1539026-sposob-sozdaniya-sistemy-vnutrennikh-treshhinopodobnykh-defektov.html" target="_blank" rel="follow" title="База патентов СССР">Способ создания системы внутренних трещиноподобных дефектов</a>
Приспособление для совмещения кромок деталей, собираемых под сварку

Номер патента: 867583
Опубликовано: 30.09.1981
Автор: Глазунов
МПК: B23K 37/04
Метки: кромок, сварку, собираемых, совмещения
...части прижимного башмака 3 перемещается прижимная пята 9, выполненная с цилиндрическим хвостовиком 10 взаимодействующим с отверстием 11 в стяжной пластине 1, которая контактирует с плоскостью основания 12 хвостовика 10 прижимной пяты 9, шарнирно соединенной при помощи штифта 13 с фиксирующим болтом 14. Винт 4 привода стяжной пластины 1 выполнен с диаметральном пазом 15, взаимодействующим с направляющим штифтом 16, закрепленным в корпусе 2. Прижимная пята 9 с болтами 14 и штифтом 17, закрепленным в цилиндрической части прижимного башмака 3,. обеспечивают надежную фиксацию стяжной пластины 1, а диаметральный паз 15 винта 4 совместно с направляющим штифтом 16 обеспечивают надежную ориентацию стяжной пластины 1 в направляющих...
Способ правки кромок трубной заготовки перед сваркой

Номер патента: 617102
Опубликовано: 30.07.1978
Авторы: Горбунов, Касьян, Литвин, Мягков, Осинский, Потапов, Рымов, Чус
МПК: B21C 37/06
Метки: заготовки, кромок, правки, сваркой, трубной
...максимальной амплитуды Ь гибки кромок, полупериода 1 (половпна шага) колебаний, радиуса Ро готовой трубы при кру;лом поперечном сечении трубы или ради уса формовки периферийных частей заготовки (при овальном поперечном сечении трубы) перед аваркой, радиуса Ргибки кромок трубной заготовки (от 0 до 0,1 ширины полосы) на вершине амплитуды, рад;уса Р - во 20 впадине амплитуды.На,фиг. 1, 2, 3, и 4 видно, что вертикальные перемещения кромок трубной заготовки уменьшаются не только цо длине трубной заготовки вдоль оси, но л от кромкц в плоскости, перпендикулярной этой осц.Согласно фиг. 2, 3, 4 Рп Р,Р) РР = Я = й(,.Из графика на фиг. 5 следует, что относительная амплитуда гибки (И) зависит от ЗО степени относительной деформации е кромок=...
Приспособление для совмещения кромок деталей, собираемых под сварку

Номер патента: 642118
Опубликовано: 15.01.1979
Авторы: Антонов, Гребенцов, Григорьев, Рыжова
МПК: B23K 37/04
Метки: кромок, сварку, собираемых, совмещения
...сектора, другая часть имеет форму конического сектора 6. Болт 7 и штифт 8 служат для фиксации стяжной пластины 1. Стальной канат 9 удерживает корпус от разворота присборке.Предлагаемое приспособление работает следующим образом.Для стыковки обечайки с конусом по периметру стыка обечайки размещают установочные приспособления в количестве, зависящем от диаметра.Вручную на обечайку устанавливают собранные с сектором б прижимной башмак 3 и корпус 2.Формула изобрегения ПИ Эаказ 7649/13 Тир Подписное Патен и В направляющих винтом 4 при помощи рукоятки 5 вдвигается стяжная пластина 1 до упора в штифт 8, Болтом 7, вдвигаемым в отверстие стяжной пластины 1, Фиксируется ее положение. Вращением рукоятки 5 прижимной башмак прижимается к стенке...
Стяжное устройство для сборки кромок листовых металлоконструкций под сварку

Номер патента: 477807
Опубликовано: 25.07.1975
Авторы: Грибакин, Ключников, Нестеров
МПК: B23K 37/04, B23P 19/00
Метки: кромок, листовых, металлоконструкций, сборки, сварку, стяжное
...омощью шааемое вид Известно устройство для сборки кромоклистовых металлоконструкциИ, содержащеежестко прикрепленные к элементам собираемой конструкции планки, через отверстикоторых пропущен стяжной механизм в виде винтовой стяжки, на котороИ установлена рамка, несущая подвижные упоры длявыравнивания кромок,Цель изобретения - удобствотации и упрощение конструкции уЭто достигается тем, что ралена на стяжном винте с возможворота относительно его оси и в2-образной формы, а на разноных ее плечах установлены с ировых опор упоры.На фиг, 1 показано предлаг уст-ройство, общий вид, на фиг. 2 - то же,сверху. Устройство работает следующим образом, К элементам 1 собираемой конструкции жестко прикрепляют планки 2, затем заводят вниз винт 5 через...
Приспособление для сведения кромок кольцевых заготовок под сварку

Номер патента: 737180
Опубликовано: 30.05.1980
Автор: Серебренников
МПК: B23K 37/04
Метки: заготовок, кольцевых, кромок, сварку, сведения
...3.Кроме того, на основании 1 смонтированпривод 4, штоки которого соединены посредством коромысел 5 с зажпмнымп план20 ками 6, шарнирно закрепленными на оси 7кронштейнов 8 рычагов 2. Оси 7 установлены наклонно относительно опорных поверхностей 3 рычагов 2,На каждой зажимной планке 6 выполне 25 ны две конусные прижимные поверхности9, расположенные эксцентрично относительно оси 7, причем образующие этих поверхностей взаимно перпендикулярны.Приспособление работает следующим об 30 разом,737180 д Б лярву 3Заготовка иавешивается на опорные поверхности 3, в цилиндр 4 подается воздух, при этом штоки цилиндра раздвигают коромысла 5, а последние поворачивают зажимные планки 6 вокруг осей , Зажимные планки эксцентричными относительно осей 7...
Предыдущий патент: Способ изготовления образца для испытания сварных труб
Следующий патент: Способ изготовления пластинчатых теплообменников
Случайный патент: Способ внесения консерванта в корм